
国際特許分類[B24B19/14]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 他のメイングループのどれにも分類されない特定の研削加工用専用機械または専用装置 (292) | タービンブレード,プロペラブレードまたは類似のものを研削するもの (11)
国際特許分類[B24B19/14]に分類される特許
1 - 10 / 11
レプリカ採取方法

【課題】対象物の狭隘部の金属組織が鮮明に転写されたレプリカフィルムを採取することができるレプリカ採取方法を提供する。
【解決手段】対象物2の狭隘部4の形状にあわせて、可塑性を有する第1研磨具6Aと、バフ材6Cとを選択する工程と、狭隘部4を第1研磨具6Aで研磨する工程と、第1研磨具6Aで研磨する工程の後に、狭隘部4をバフ材6Cで鏡面研磨する工程と、バフ材6Cで鏡面研磨された狭隘部4の研磨面8をエッチングする工程と、エッチングされた研磨面8にレプリカフィルム20を貼り付けて、研磨面8の金属組織をレプリカフィルム20に転写する工程と、金属組織が転写されたレプリカフィルム20を研磨面8から剥離する工程とによりレプリカ採取する。
(もっと読む)
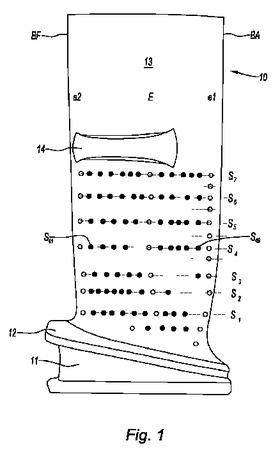
適応研磨により鍛造部品を製造するための方法
本発明は、半仕上げ部品(10)を精密鍛造によって生産し、この部品(10)を研磨ストリップによって研磨することを含む、鍛造によって部品(10)を製造するための方法であって、得られる部品(10)の適合させるべき形状的特性が、理論モデルにおいて予め決定される、方法に関する。方法は、以下のステップを含むことを特徴とする:鍛造作業後に半仕上げ部品(10)の形状的特性を測定し、前記特性を理論モデルと比較するステップ、部品(10)の表面上で非適合領域を決定するステップ、前記領域を適合させるために各々の非適合領域から除去されるべき材料の量を決定するステップ、および研磨ストリップを用い、各々の非適合領域から材料の前記量を除去するように前記ストリップを制御して部品(10)を研磨するステップ。方法は、特にタービンエンジンのファンブレードを研磨するために使用され得る。
 (もっと読む)
(もっと読む)
船舶プロペラの水中保守設備

【課題】
就航中の船舶のプロペラをドックに入れて研摩するのではなく、係留している状態の船舶を、水中で海洋性付着物の着床を遅らせる効果がある粗度までプロペラを研摩する技術とプロペラの保守管理に必要なプロペラ表面の粗度を計測する技術が求められていた。
【解決手段】
水中でプロペラの表面の粗度を計測する水中粗度計と、研磨精度をRa1μm以下まで研磨できる水中プロペラ研磨機と、発生した剥離物を、水面にある剥離物貯留装置に回収できる剥離物回収装置を備える船舶プロペラの水中補修設備を発明した。
(もっと読む)
タービンブレードの加工方法とその装置、タービンブレードの固定装置
【課題】タービンブレード材の各部位に焼け変質等を起こすことなく高精度に加工する加工方法の確立と、完全自動加工を達成させる新規な加工装置を提供する。
【解決手段】タービンブレード1の加工方法は、タービンブレード1の中央に位置する羽根部1Aを把持する羽根把持具10の羽根把持工程(A)と、続く露出したルート部1Bとシュラウド部1Cとを同時又は前後して加工する両端加工工程(B)と、上記タービンブレードを羽根把持具から外して加工済みのルート部及びシュラウド部を把持する両端把持具30,40の両端把持工程(C)と、上記タービンブレードの中央に位置する羽根部を変質温度以下で加工する羽根加工工程(D)とからなる。
(もっと読む)
翼研磨のための視覚フィードバック
【課題】翼研磨のための視覚フィードバックのシステム(100)および方法を提供すること。
【解決手段】 加工物(115)の研磨操作中に視覚フィードバックを提供するためのシステム(100)がある。このシステム内には、加工物(115)の目標形状の表示を有するモデル(135)がある。走査システム(125)は、研磨操作中の処理の最中に加工物(115)の現在の形状の表示を生成する。コンパレータ(205)は、加工物(115)の現在の形状を加工物(115)の目標形状と比較する。照明システム(140)は、研磨操作中に加工物(115)を可視光でハイライトする。加工物(115)を可視光でハイライトする操作は、現在の形状と目標形状との間の比較に応じて行われる。照明システム(140)は、目標形状に適合するために追加研磨を必要とする加工物(115)の部分をハイライトする。
(もっと読む)
3次元曲面加工装置および3次元曲面加工方法
【課題】複雑な3次元曲面形状を有する加工物に対し、精度良く加工を行なうこと。
【解決手段】3次元CAD装置1により生成された加工対象物8の3次元形状データ2を切削加工用NCプログラム演算装置4に入力し、この切削加工用NCプログラム演算装置4において工作機械による切削加工面に残るカッターマークの幅と深さが一定となるように切削加工用NCプログラム3を生成する。前記切削加工用NCプログラム演算装置4から出力された前記切削加工用NCプログラム3を研削用NCプログラム演算装置6に入力する。この研削用NCプログラム演算装置6において、切削加工面のカッターマークに沿った研削軌跡に基づいて研削軌跡データを作成し、この研削軌跡データに基づいて、時間および研削距離のいずれかに対応させて砥石接触角度、研削送り速度、押付け力の少なくともいずれか1つを調整する研削加工用NCプログラムを生成する。
(もっと読む)
ダムブレードのターボ機械翼などの加工片を修復する方法
本発明は、ターボ機械の翼などの加工片(1)を、部品(B)の知られているプロセスから機械加工することによって修復する方法に関し、上記方法は、モーフィングプロセスによってプロフィル(B)を、変形プロフィルが部品上で測定された点群(A)を補間するように変形させるステップ(32)を含む。プロフィル(B)の変形は、機械加工される部分(1)の過剰の厚みまたは不充分な厚みを有したそれぞれ(20)を、それぞれがマッピングと点の部分の形態である基本変形構成図(CED)(5)と比較することを含み、基本変形構成図(CED)(5)はデータベース(100)内に記憶されており、データベース(100)は、各基本変形構成図(CED)(102)にモーフィング関数(101)のパラメータを関連付ける。  (もっと読む)
(もっと読む)
自動研削装置および自動研削方法
【課題】ワークに残されたカッターマークを切削する自動研削装置を提供する。
【解決手段】本発明に係る自動研削装置は、ワーク6のカッターマークにスリット光を照射して画像化、記録する手段4,5,7,8と、カッターマーク画像のデータとスリット光のデータとのそれぞれを抽出するカッターマーク抽出装置15およびスリット光抽出装置9と、カッターマークの目標研削位置を演算する目標研削位置演算装置16と、カッターマークの目標研削量を算出する研削量演算装置10と、目標研削送り速度と目標負荷電流値とを演算する研削条件演算装置11と、電子グラインダ3の移動を制御する移動機構制御装置18と、前記研削条件演算装置11からの目標負荷電流値のデータを基に前記電子グラインダ3とワーク6の表面との距離をスライド軸2を介して制御する自動グラインダ制御装置14とを備えた。
(もっと読む)
耐摩耗性溶射コーティングの除去方法、除去装置およびガスタービンエンジン部品の修復方法
【課題】 ガスタービンエンジン部品の耐摩耗性溶射コーティングの少なくとも一部を短時間で精度よく除去する。
【解決手段】 CBNホイール22を装備した研削装置20は、CBNホイール22が取り付けられたスピンドル24と、垂直面に沿って取り付けられた回転盤26とを含む。スピンドル24と回転盤26の双方は固定された軸の周りを回転するように配置されている。回転部材10から耐摩耗性溶射コーティングを部分的に、もしくはすべて除去するようにスピンドル24およびCBNホイール22が回転部材10の磨耗した表面16´に接触しながら高速で回転し、これを研削する。
(もっと読む)
3次元自由曲面を有する翼部材の電解砥粒研磨方法。
【目的】翼部材がしっかりとした固定ができ、研磨工具が逃げてしまうこともなく、均一な電解砥粒研磨できる研磨方法を提供することを目的とする。
【構成】本発明の3次元自由曲面を有する翼部材の電解砥粒研磨方法は、複数の翼からなり、該複数の翼の面はそれぞれ複数の3次元自由曲面で構成されている翼部材をブロック内に複数の接続箇所を有して形成し、該ブロック内に形成されている該翼部材の3次元自由曲面を電解砥粒研磨したのち、複数の接続箇所から翼部材を切り離すことを特徴とする。
(もっと読む)
1 - 10 / 11
[ Back to top ]