
国際特許分類[B24B21/04]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 研削または研磨帯を用いる機械または装置;そのための付属装置 (389) | 平面を研削するもの (64)
国際特許分類[B24B21/04]の下位に属する分類
工作物に対して研削帯を押しつけるための限られた面をもつ部材,例.研削面全面をスウィープ運動するシュウのような部材,を有するもの (20)
剛性部材,例.研削帯スパン全長に渡って研削体を押圧し,または支えるテーブル,押圧杆のような部材,を有するもの (4)
工作物に研削帯を押圧するコンタクトホイールまたはローラを有するもの (29)
国際特許分類[B24B21/04]に分類される特許
1 - 10 / 11
マグネシウム合金板の研磨方法およびマグネシウム合金板
【課題】マグネシウム合金板の表面を平滑に湿式研磨した場合に、その表面に研磨焼けが生じにくく、縞模様が目立たないようにすることができるマグネシウム合金板の研磨方法およびその研磨方法によって作製されたマグネシウム合金板を提供する。
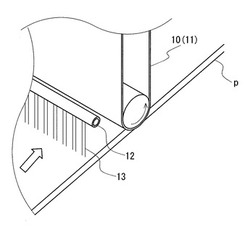
【解決手段】マグネシウム合金板の研磨方法は、搬送されるマグネシウム合金板Pの表面を、研磨液13の使用下で研磨ベルト1A(研磨材)により研磨する研磨工程を具える。そして、研磨液13は、研磨ベルト1Aの幅方向の局所に噴射されることなく、マグネシウム合金板Pの上に噴射される。そうすることで、研磨液13をマグネシウム合金板Pの表面幅方向全体に均一に広げられ、マグネシウム合金板Pの幅方向に対して、研磨液13の濡れ状態に局所的な差が生じることを緩和することができる。
(もっと読む)
鉄道車両用構体

【課題】接合品質を確保して、溶接痕を視覚的に目立たなくする。
【解決手段】板状部材1,2を重ね合せ、その面外方向からレーザビームRを移動しながら連続的に照射し、レーザビームRを照射した板状部材2の反対側の板状部材1の内部までの領域を加熱溶融する。それにより生じた溶融池Pの底部が反対側の板状部材1の外側面S1に到達しないように、レーザビームの出力またはビーム移動速度を制御しながら板状部材1,2を接合する。反対側の板状部材1として、予め前記レーザビームRよる溶接線方向とほぼ平行に研磨加工が外側面S1に施されているものを用いる。
(もっと読む)
研磨シートおよび研磨パッドの製造方法
【課題】立ち上げまでの時間が短く、かつ面内均一性に優れた研磨シートの製造方法を提供する。
【解決手段】シート状の発泡体からなる研磨シートの製造方法であって、その厚みをサンドペーパー掛けで調整する工程において、研磨面のサンドペーパー掛けが第1仕上げ研削と第2仕上げ研削の2段階からなり、該第1仕上げ研削がにサンドペーパーの番手を大きくして行われ、該第2仕上げ研削に使用するサンドペーパーの番手が第1仕上げ研削の最後に使用するサンドペーパーの番手より小さく、かつ、第2仕上げ研削の削り量が10μm以上1000μm以下である。
(もっと読む)
研磨パッド及びその製造方法
【課題】スラリーの保持能力に優れ、初期ドレス処理をしなくても研磨速度が大きい研磨パッド及びその製造方法を提供することを目的とする。
【解決手段】研磨シートの研磨表面をバフ掛けするバフ掛け工程を含む研磨パッドの製造方法において、前記バフ掛け工程は、研磨シートの研磨表面を一端から他端まで一方向にバフ掛けを行う第1段階バフ工程、及び第1段階バフ工程のバフ掛け方向に対してそれぞれ135°〜225°方向を変えて前記と同様にバフ掛けを行う1回以上のバフ工程、を含むことを特徴とする研磨パッドの製造方法。
(もっと読む)
ベルトサンダ
【課題】迅速にかつ適正な範囲に自動的に研削ベルトを元の位置に復帰させることが可能で、人手を要せず安全性に寄与し、不良品の発生を防止することのできるベルトサンダを提供する。
【解決手段】ハイスピードロール4とコンタクトドラム5とアイドラロール6に巻装される研削ベルト7を備え、ワークWを通過させつつその表面を研削・研磨する構成としたベルトサンダにおいて、ハイスピードロール4及びコンタクトドラム5とアイドラロール6との間に、固定フレーム部材9と、エアマウントに取り付けたロッカー昇降ガイド23と、研削ベルト7を感知して反応する光電スイッチ25とを、それぞれ取り付け、アイドラロール支持部材を回動させるシリンダ14と、ギヤドモータ16と、ギヤドモータ減速回転出力軸19を螺合させた雌ねじ18とトラッキングガイド15を嵌合固定したトラッキングバー17とより成るトラッキング装置を、設ける。
(もっと読む)
研磨装置及び研磨方法
【課題】研磨テープを使用した研磨加工を均一、かつ高速に行うことが可能な研磨技術を提案する。
【解決手段】巻取走行する研磨テープ22により研磨対象物15を研磨する研磨装置11であって、研磨テープ22とその巻取を行う巻取装置とを格納する研磨ヘッド部12と、研磨ヘッド部12を操作する操作機構部13とを備え、操作機構部13は、回転動作を行う回転駆動手段(モータ)48と、回転駆動手段(モータ)48の回転動作を非回転の偏芯円運動にして研磨ヘッド部12に伝達する偏芯カム43a、43bとを有することを特徴とする研磨装置11により解決される。
(もっと読む)
竹茶原料の製造方法
【課題】良好な品質の竹茶原料を、簡便な装置を使用して、効率よく連続して製造する方法を提供する。
【解決手段】研磨粉粒子を付着した研磨ベルトを間隔を隔てて配置した一対の回転輪間を走行する無端ベルトとして使用した研磨装置を用い、該研磨ベルト面に対して青竹を圧接し、研磨装置を運転することによって、走行する研磨ベルトにより青竹面を研磨、研削し、青竹を繊維状に細片化して竹茶原料を得る。
(もっと読む)
ストリップ又はプレート状の金属加工物を加工する装置
本発明は、加工要素を有する少なくとも1つの搬送装置を備えるストリップ又はプレート状の金属加工物の加工装置に関する。該搬送装置は、ほぼ直線上に加工されるようになっている加工物の場所において、加工物が送り出される方向に対して斜め方向に及び/又は横断方向に加工要素を搬送する。加工要素は研磨紙として具現され、支持要素は該研磨紙どうしの間に配置される。  (もっと読む)
(もっと読む)
平面研磨装置及び平面研磨方法
【課題】 研磨ベルトの破断を防止しつつ、要求寸法までワークを平面研磨可能な平面研磨装置及び平面研磨方法と、研磨ベルトの破断を防止しつつ、研磨ベルトの幅よりも広い幅のワークを平面研磨可能な平面研磨装置及び平面研磨方法と、効率的に平面研磨可能な平面研磨装置及び平面研磨方法を提供する。
【解決手段】 少なくとも1対のローラ22間に張設される無端ループ状の研磨ベルト21と、ローラ22間の研磨処理位置3へワーク2を送給するワーク送給手段10と、研磨ベルト21の回転中心と平行な軸心回りに回転自在に且つ設定間隔おきに並列状に支持した複数の押圧ローラ23と、研磨処理位置3において研磨ベルト21の研磨面とワークの基準面間の距離が設定距離となるように、研磨処理位置3における研磨ベルト21の内側に押圧ローラ23を押し当てる押圧操作手段25とを備えた。
(もっと読む)
ヘアラインの加工方法および加工装置
【課題】 被加工体の周面の全体または一部に、形状精度を良くして、ヘアラインを施すことができる、ヘアライン加工方法および加工装置を得る。
【解決手段】 ヘアラインの加工方法は、被加工体を、この被加工体の設計形状にあわせて転回しつつ、走行する研磨帯に接触させ、被加工体の周面の少なくとも一部にヘアラインを形成する。ヘアラインの加工装置は、数のプーリに巻き付けると共に、周回走行する外側面の一部を加工時の被加工体に対向して配置する研磨帯と、被加工体を取り付け、被加工体の周面の設計形状にあわせて研磨帯に接触させつつ転回させる転回手段と、を備えている。
(もっと読む)
1 - 10 / 11
[ Back to top ]