
国際特許分類[B24B3/34]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 刃砥ぎ,例.工具の;そのための附属装置,例.工具の保持装置 (208) | 旋削工具または平削工具もしくは工具刃,例.歯切カッター,の刃砥ぎ (25)
国際特許分類[B24B3/34]に分類される特許
1 - 10 / 25
インサートの外周面研削方法
【課題】本発明は、インサートのホルダーへの実装を想定した形態でインサートに外周面研削加工を施すことで、インサートのホルダーへの実装時の刃先位置のバラツキを減らすことである。
【解決手段】平板状のインサートの貫通穴の内面には、第1の加工用治具の基準面が接触する凸形状面が形成され、第1の加工用治具と、駆動装置と連結された回転軸を持つ第2の加工用治具とによって挟み込むように固定され、研削加工用工具との位置関係が決められた状態でインサートの外周面を研削することを特徴とするインサートの外周面研削方法である。
(もっと読む)
表面被覆炭窒化チタン基サーメット製切削インサートの製造方法

【課題】すぐれた耐チッピング性、耐欠損性を備え、かつ、長期に亘って被削材の仕上げ面精度を維持することができる表面被覆TiCN基サーメット製切削インサートの製造方法を提供する。
【解決手段】原料粉末を成形、焼結することにより所定形状のTiCN基サーメット製切削インサートを作製した後、その表面にウエットブラスト処理を施すことにより、インサート表面部の硬質相に450〜1000MPaの残留圧縮応力を付与すると同時にインサート表面粗さを、カットオフ値0.08mmにおける算術平均粗さRaで0.2μm以下に平滑化し、その表面に、物理蒸着法にて硬質被覆層を蒸着形成することにより、すぐれた耐チッピング性、耐欠損性を備え、かつ、長期に亘って被削材の仕上げ面精度を維持することができる表面被覆TiCN基サーメット製切削インサートを製造する。
(もっと読む)
研磨装置
【課題】本発明は、従来にない作用効果を発揮する画期的な研磨装置を提供することを目的とする。
【解決手段】被研磨物保持体1に保持された湾曲状の被研磨部2aを有する被研磨物2を揺動させながら研磨部3に当接させて該湾曲状の被研磨部2を研磨する研磨装置であって、前記被研磨物保持体1を揺動せしめる第一駆動源4の回転駆動軸5を該被研磨物保持体1に連設して該第一駆動源4の回転駆動を該被研磨物保持体1に伝達する第一動力伝達部7を有するものである。
(もっと読む)
シェービングカッタ歯形研削盤の歯形管理システム
【課題】シェービングカッタを刃付けすることによりシェービングカッタの外径及び歯厚が小さくなっても、適切な刃付けができる。
【解決手段】パソコン10では、歯形形状誤差補正用の補正係数(α)及び噛み合わせ位置補正用の補正係数(β)が、刃付け回数毎且つシェービングカッタのカッタ諸元毎に設定されている。そして、目標歯形形状データ(Do)と、目標歯形形状データ(Do)と歯形形状誤差データ(ΔD)との偏差である歯形形状誤差データ(ΔD)と、刃付け回数とカッタ諸元に応じて取り込んだ補正係数(α)及び補正係数(β)を、Dcc=Do+α・ΔD+βという式に適用して、狙い歯形形状データ(Dcc)を求め、狙い歯形形状データ(Dcc)からシェービングカッタ歯形形状データ(ds)を求める。
(もっと読む)
ダイヤモンド切削工具及びその製造方法
【課題】硬質脆性材料や難削材料の精密加工に適用可能な工具及びその作製方法を提供すること。
【解決手段】ダイヤモンド単相の多結晶ダイヤモンドを切れ刃とする切削工具を製造する方法であって、ダイヤモンド単相の多結晶ダイヤモンドの切れ刃の外形をレーザ加工により形状作製した後、前記切れ刃を形成するすくい面及び逃げ面の仕上げ加工を金属バインダを含むダイヤモンド焼結体を研削盤として用いる研削加工により行なう工程を含み、前記ダイヤモンド焼結体からなる研削盤は、工具を作成する加工機上で回転軸との垂直度と平坦度を出す成形加工をダイヤモンド電鋳工具を電極として用いる放電加工により行った後、更に当該ダイヤモンド電鋳工具を用いて、ダイヤモンドスラリを研削液として用いる湿式研削と乾式研削とを併せて行い面粗さを調節した研削盤であることを特徴とする多結晶ダイヤモンド切削工具の加工方法。
(もっと読む)
歯車加工方法
【課題】被削歯車の歯面を成形するためのシェービングカッタを効率的に使用して、工具コストを可及的に抑制することができ、また、製品歯車の歯面精度を向上させることができる歯車加工方法を提供する。
【解決手段】この歯車加工方法は、素材から歯切りされた被削歯車14の歯面成形を行う歯車加工方法であって、先ず、シェービング基準外にある第1シェービングカッタ20aにより、被削歯車14の歯面28の粗仕上げ切削を行う第1シェービング工程を行う。次に、シェービング基準内にある第2シェービングカッタ20bにより、被削歯車14の歯面28の精密仕上げ切削を行う第2シェービング工程を行う。これにより、所定のシェービングカッタを第1シェービング工程と第2シェービング工程とに適切に使い分ける。
(もっと読む)
再研磨方法
【課題】素材から歯切りされた被削歯車の歯面成形を行うシェービングカッタをその使用条件に応じて効率よく再研磨することができる再研磨方法及び該再研磨方法により再研磨されたシェービングカッタで歯面成形された歯車を提供する。
【解決手段】この再研磨方法は、素材から歯切りされた被削歯車14の歯面成形を行う第1及び第2シェービングカッタ20a、20bの再研磨方法であって、被削歯車14の歯面28の粗仕上げ切削を行う第1シェービング工程に使用する第1シェービングカッタ20aを再研磨する第1再研磨と、被削歯車14の歯面28の精密仕上げ切削を行う第2シェービング工程に使用する第2シェービングカッタ20bを再研磨する第2再研磨とを実施する。この場合、第1シェービングカッタ20aに対する前記第1再研磨を第2シェービングカッタ20bに対する前記第2再研磨より少ない工程数とする。
(もっと読む)
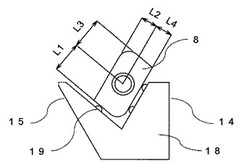
劣化したスローアウェイ・バイトの先端刃部R(ノーズアールと呼ばれる)と直線刃部の研磨ができる再生研磨装置
【課題】 劣化して使用不可能となったスローアウェイ・バイトを研磨して、再度使用可能とするための装置の提供
【解決手段】 劣化したスローアウェイ・バイトを研磨する装置で、スローアウェイ・バイトを搭載し固定する位置決め冶具2のバイトセットホルダーと、2を前進・後退させる4の前進・後退ブロックと、劣化スローアウェイ・バイト研磨を実施する円盤ダイアモンド砥石18と回転させるインダクション・モーター17からなる。
(もっと読む)
丸駒チップを用いる切削加工方法
【課題】高回転精度で丸駒チップの切れ刃を回転させるための画期的な技術が求められて
いる。
【解決手段】モータ利用強制駆動式ロータリー型切削(DRCT)装置に用いるシャンクの先端
部の丸駒チップ保持部に設けた取付・回転軸に、丸駒チップを挿入固定する工程、挿入固
定後に該丸駒チップを被研削体として回転させながら、前記切削装置とは別の研削装置を
用いて該丸駒チップの逃げ面を回転砥石で研削して該丸駒チップの切れ刃の振れを小さく
する研削加工工程、前記逃げ面研削加工された丸駒チップを取付・回転軸に挿入固定され
たまま用いて工作物を切削加工する工程、とからなる切削加工方法。丸駒チップを保持す
るチップホルダー、シャンク本体、チップホルダーをシャンク本体に結合するコネクティ
ングホルダーとに3分割した、又は、丸駒チップを保持するチップホルダーとシャンク本
体とに2分割した、組立式シャンクのチップホルダーを用いることが好ましい。
(もっと読む)
切削刃の研磨装置および研磨方法
【課題】作業者が怪我をする可能性を低減させ、且つ、経験が浅い作業者であっても容易に切削刃の所定の研磨を行うことができる研磨装置または研磨方法を提供すること。
【解決手段】本発明の研磨装置は、切削刃を研磨する研磨装置1であって、回転駆動される円盤状の研磨部材2と、切削刃4を支持し、切削刃を研磨部材に接触させ切削刃を研磨部材で研磨させる切削刃支持機構6とを備え、切削刃支持機構が、先端が前記研磨部材の上方に位置するように配置されているアーム部材と、アーム部材の先端部に上下動可能に取付けられ下端に切削刃を支持する切削刃支持部と、切削刃支持部の上下動を制御する上下動制御部12とを、備えていることを特徴とする。
(もっと読む)
1 - 10 / 25
[ Back to top ]