
国際特許分類[B24B5/22]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 隣接する平面の研削を含む工作物の回転面を研削するように設計された機械または装置;そのための附属装置 (603) | 工作物を支持し,案内し,自由に動かしまたは回転させるためのセンターレス装置を有するもの (120) | 円筒形表面,例.ボルトの円筒形表面,を研削するもの (17)
国際特許分類[B24B5/22]に分類される特許
1 - 10 / 17
円筒軸の製造方法及び印刷装置
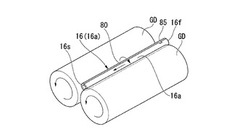
【課題】高い精度を有する円筒軸の製造方法を提供する。
【解決手段】円筒軸16の製造方法は、矩形金属板を円筒状に曲げて円筒軸16を形成する円筒曲げ工程と、円筒曲げ工程と同時又は後れて、継ぎ目80の一部に締結部85を一つ以上形成する工程と、締結部85までの距離が長い一端16s側から距離が短い他端16f側に向けて円筒軸16の表面16aを研磨する研磨処理工程と、を有する。
(もっと読む)
研削盤

【課題】安定した支持状態を維持して小径長尺材に対する適切な研削加工を行うことができるとともに、小径長尺ではない部品に対しては過剰スペックとなることなく、好適に研削加工を施すことが可能な研削盤を提供する。
【解決手段】回転保持部4を支持した状態でフレームベース2上に取り付けられ且つ研削対象物Wの軸心方向Xに移動可能な主軸台5と、主軸台5に脱着可能に取り付けられ且つ研削対象物Wの回転保持部4に保持されていない部分を支持部7によって支持する支持ポイントと主軸台5との距離を伸縮させる伸縮機構6とを備え、伸縮機構6に取り付けた支持部7により支持ポイントで研削対象物Wを支持した状態で主軸台5を砥石31,32側に向かって軸心方向Xに移動させながら、砥石31,32により研削対象物Wを研削可能な研削盤1とした。
(もっと読む)
センタレス研削盤
【課題】 調整砥石の位置変更操作と連動させて調整砥石側のガイドプレートの大まかな位置調整ができるようにして、スルーフィード研削の作業効率を高めたセンタレス研削盤を提供する。
【解決手段】 機台1上に研削台2を介して研削砥石3を支持させた研削車台4と調整砥石5を支持させた調整車台6を相対設してあり、前記研削台2に下端部を揺動自在に枢着した前記調整砥石5側のガイドプレート取付けアーム12B,13Bの上下方向の中間部に、上端部を第一連結ピン18,18´で回動自在に接続した連結片19,19´の下端部を、前記研削台2に対して進退自在の前記調整車台6に第二連結ピン20,20´で回動自在に接続する。そして、前記ガイドプレート取付けアーム12B,13Bの上端部に、ガイド面8´B,9´Bが前記調整砥石5の周側面5aと同面上に位置する工作物Wのガイドプレート8B,9Bを設ける。
(もっと読む)
研削盤
【課題】ワークを研削するサイクルタイム、とりわけ押し出し時間を低減するとともに、径の異なるワークに切り替えるときの調整時間を低減することが可能な研削盤を提供する。
【解決手段】 互いの間の加工位置S1に供給されるワークWを回転させる退避ロール151及び支持ロール152と、上面部でワークを供給位置S2から加工位置まで案内するとともに先端部でワークに当接してワークを加工位置に保持するシュー153と、退避ロールが回転可能に接続され、ワークから離間する退避位置まで退避ロールを移動させる退避手段140と、供給位置から加工位置までワークを押圧して移動させる押圧部材154と、退避ロールを退避させる駆動力と押圧部材を往復運動させる駆動力を生じるサーボモータからなる供給排出モータ112とを備え、供給排出モータの駆動力を退避手段に伝達させるとともに、押圧部材に伝達させる研削盤であって、供給排出モータの開始回転角度を制御して、押圧部材の初期位置を調整する。
(もっと読む)
搬送ローラー、搬送ユニット、印刷装置及び搬送ローラーの製造方法
【課題】時間の経過による反りを低減できる搬送ローラー、搬送ユニット、印刷装置及び搬送ローラーの製造方法を提供する。
【解決手段】金属板をプレス加工して、その一対の端部61a,61bを互いに対向させて円筒状に形成され、一対の端部61a,61b間に繋ぎ目80を有するローラー本体16を備える搬送ローラー15であって、ローラー本体16の軸心O1と直交する断面形状において、繋ぎ目80と軸心O1とを通る第1直線CL1において互いに対向する第1軸心対向部160の厚みTh1が、軸心O1において第1直線CL1と直交する第2直線CL2において互いに対向する第2軸心対向部161の厚みTh2よりも小さく構成されている。
(もっと読む)
搬送ローラーの製造方法、搬送ローラー、搬送ユニット及び印刷装置
【課題】時間の経過による反りを低減できる搬送ローラーの製造方法、搬送ローラー、搬送ユニット及び印刷装置を提供する。
【解決手段】金属板をプレス加工して、その一対の端部61a,61bを互いに対向させて円筒状に形成され、一対の端部61a,61b間に繋ぎ目80を有するローラー本体16を備える搬送ローラー15の製造方法であって、ローラー本体16の軸心O1と直交する断面形状において、繋ぎ目80と軸心O1とを通る第1直線CL1において互いに対向する第1軸心対向部160の厚みTh1を、軸心O1において第1直線CL1と直交する第2直線CL2において互いに対向する第2軸心対向部161の厚みTh2よりも大きく形成する厚み調節工程を有するという手法を採用する。
(もっと読む)
搬送ローラーの製造方法
【課題】搬送不良の発生しにくい搬送ローラーを製造する搬送ローラーの製造方法を提供する。
【解決手段】金属板の対向する一対の端辺が互いに近接する、あるいは当接するように前記金属板を曲げて円筒体16を形成する曲げ加工工程と、前記曲げ加工工程で形成された前記円筒体16の内部に芯部材CRを配置した状態で前記円筒体16の外周面を研磨する研磨工程とを含む。
(もっと読む)
ボルト磨き装置
【課題】 傷を付けずにネジ部の奥まで十分に磨くことができるボルト磨き装置を提供する。
【解決手段】 ボルトBを保持してこのボルトBをボルト軸周りに回転させるボルト回転機構4と、ブラシ軸50、およびこのブラシ軸50の周囲に設けられたブラシ材51を有し、上記ブラシ軸の中心軸線R周りに回転させられる回転ブラシ5Aと、上記回転ブラシ5Aを保持して回転させるブラシ回転機構6Aと、を備え、上記ブラシ材51を上記ボルトBに接触させて上記ボルトBを磨くボルト磨き装置であって、上記ブラシ回転機構6Aは、上記ボルト軸と上記ブラシ軸50とが重なる方向からみた場合、上記ボルト軸に対して上記ブラシ軸50の中心軸Rが所定の傾き角+αをなすように上記回転ブラシ5Aを傾けることができる。
(もっと読む)
センタレス研削装置
【課題】小さなフェライト材の研削において割れ欠けを抑制することができるセンタレス研削装置を提供する。
【解決手段】センタレス研削装置1は、被研削物9を自転させる調整車3と、回転可能に支持され、被研削物を研削する研削砥石5と、調整手段及び前記研削砥石の間に配置され、被研削物のそれぞれを自転可能に支持し、複数の被研削物を公転弧状ルートで案内進行させるキャリア7とを備える。調整車及び研削砥石はそれぞれ、調整弧状部分3a及び研削弧状部分5aを有し、調整弧状部分及び研削弧状部分は、弧状凸側と弧状凹側とが対面するように配置されている。公転弧状ルートは、弧状凸側と弧状凹側との間を通るように配置されている。
(もっと読む)
圧延棒材の表面研磨方法
【課題】ステンレス鋼、高合金鋼、あるいは非鉄金属からなる圧延棒材を、高い形状・寸法精度および歩留りによって確実に研磨し得る圧延棒材の表面研磨方法を提供する。
【解決手段】軸方向に沿って送給される圧延棒材W2を、互いに回転軸Sが平行であり隣接して配置され且つ相互に逆回転する一対の砥石ドラムG1,G2間の隙間に挿入し、係る一対の砥石ドラムG1,G2の周面に接触させつつ従動回転させることで、圧延W2棒材の表面を研削する第1ステップと、該第1ステップで表面が研削された圧延棒材W3を軸方向に沿って送給し、一対の砥石ドラムG1,G2の下流側で且つ圧延棒材W3の径方向の両側に配置され、回転軸sが係る圧延棒材W3の径方向に沿い且つ該圧延棒材W3を送給する方向に回転する一対の研磨ディスクD1,D2の間に挿通することで、圧延棒材W3の表面を研磨する第2ステップと、を含む、圧延棒材の表面研磨方法。
(もっと読む)
1 - 10 / 17
[ Back to top ]