
国際特許分類[B29C33/52]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型またはコア;その細部または付属装置 (6,935) | 成形品,例.アンダカット成形品,の取出しのための装置を備えるもの,または成形品の取出しを容易にするための特別の構造を有するもの (453) | 可溶性または可融性のもの (13)
国際特許分類[B29C33/52]に分類される特許
1 - 10 / 13
中空繊維強化プラスチックの製造方法
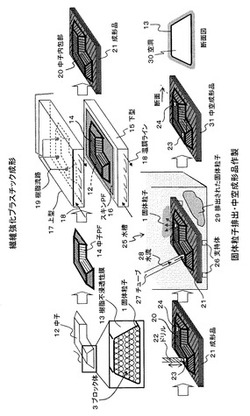
【課題】中子を高精度でかつ高剛性にてしかも軽量に作製でき、中子内への樹脂浸透の問題を発生させずに、成形後に中子内部材も容易に取り出すことができ、取り出した内部材も容易に再使用可能であり、所望の中空繊維強化プラスチックを確実に効率よく製造できる方法を提供する。
【解決手段】固体粒子を水溶性粘着剤により結合することによりブロック体を形成し、該ブロック体を樹脂不浸透性の膜で覆うことにより中子を作製し、該中子を用いて該中子の周囲に繊維強化プラスチックを成形し、成形後に、水溶性粘着剤による結合を解除して中子内の固体粒子を成形された繊維強化プラスチックの外部へ排出することを特徴とする中空繊維強化プラスチックの製造方法。
(もっと読む)
中空体の製造方法

【課題】生産効率がよく、中空部を有していても一体に成形可能な中空体の製造方法を提供すること。
【解決手段】給水装置Xに用いられ、中空部を有する中空体Yの製造方法として、中空体Yの外形に対応した金型100内に、水溶性又は加水分解型の第1の樹脂材料の中子103を配置させ、金型100に非加水分解型であって疎水性を有する第2の樹脂材料を充填し、中空体Yを射出成形する工程と、射出成形された中空体Yの中空部に位置する中子103を加水分解により除去させる工程と、を備える構成とする。
(もっと読む)
コネクタの製造方法
【課題】Oリング溝を有するコネクタを容易に一体成形する。
【解決手段】第1、第2接続部202の外形に対応する成形部501、502を有する第1成形型50と、挿入穴203aに対応する円柱形状を有し、成形部501、502に挿入される第2成形型51と、Oリング溝201aに対応する環状の形状を有し、第2成形型51が挿入された状態で成形部501、502に挿入される中子53とを用いて、第1、第2接続部202を樹脂で一体成形する成形工程と、成形工程の後に行われ、第1、第2接続部202を中子53とともに第1、第2成形型51から取り出す型開工程と、型開工程の後に行われ、第1接続部201内の中子53を溶剤によって溶解する溶解工程とを備える。
(もっと読む)
樹脂中空成形体の製造方法
【課題】中空形状が極めて複雑な形状であっても、簡便な方法で、樹脂中空成形体の製造方法を提供する。
【解決手段】水溶性若しくは加水分解性の樹脂(A)を50〜80重量部及び前記樹脂(A)と反応性を有さない非水溶性樹脂(I)を50〜20重量部混合した複合樹脂を用いて中空部に相当する形状の中子を射出成形して中子を形成する工程と、前記複合樹脂からなる中子を金型内に少なくとも一部分が外部と接触できるように配置し、前記中子の、外部と接触できる当該部分以外の該中子の外側周囲に、所望する中空成形体の外部構造を形成するように非加水分解性でかつ疎水性の樹脂(B)を、射出成形して、該中子と一体化された成形体を形成する工程と、前記一体化成形体を、加圧下かつ該樹脂(B)5の融点より低い温度下でのオートクレーブ養生により、該中子を除去して中空部を形成する工程とを備えたことを特徴とする。
(もっと読む)
中空品を製造するためのロストコアプロセス
本発明は、ロストコアプロセスを用いて中空品を製造する分野に関し、特に、ポリマー製消音器用途に関する。 (もっと読む)
樹脂中空成形体の製造方法
【課題】複雑な内面形状の中空形状の樹脂中空成形体の製造方法を提供する。
【解決手段】樹脂中空成形体の製造方法は、水溶性若しくは加水分解性の樹脂Aを用いて射出成形して中子を形成する工程と、樹脂Aの中子を金型内に少なくとも一部分が外部と接触できるように配置し、該中子の外側周囲に、所望する中空成形体の外部構造を形成するように非加水分解性でかつ疎水性の樹脂Bを、次式:樹脂Aの融点(TmA℃)>樹脂Bの射出成形温度(TB℃)−150(℃)を満足する射出温度で射出成形して、該中子と一体化された成形体を形成する工程と、一体化成形体を、加圧下かつ該樹脂Bの融点より低い温度下でのオートクレーブ養生により、中子を形成している該樹脂Aのみを、該中子が外部と接触できる部分より除去して中空部を形成する工程とを備えている。
(もっと読む)
繊維強化プラスチック製中空構造部品の製造方法
【目的】繊維強化プラスチック製の中空構造部品の製造用のRTM法のための、強化繊維で覆う際の高い引っ張り力に支障なく耐える水分散性支持中子を提供する。
【構成】繊維強化プラスチック製の中空構造部品の製造のために、少なくとも部分的に水溶性ケイ酸塩含有結合剤と充填材とからなる水溶性結合剤で調製された水分散性支持中子を強化繊維で覆う。支持中子上の繊維を硬化性プラスチックで含浸させ、プラスチックを硬化させ、続いて支持中子を水で洗い出す。前記結合剤が少なくとも部分的に水ガラスであるのが好ましい。
(もっと読む)
樹脂成形体の溶解・洗浄装置
【課題】段取り換え治具の交換及びオイルバスや洗浄機コンベアのメンテナンスを容易にする。
【解決手段】金属中子を溶解するためのオイルを収納したオイルバス1の近傍にメンテナンススペース7を介して洗浄機コンベア2を設けるとともに、オイルバス1の洗浄機コンベア2側に段取り換え治具6を設け、洗浄機コンベア2に固定オイルパン8を取り付け、一対の可動オイルパン9を段取り換え治具6及びメンテナンススペース7の上方に相互に隣接して設けるとともに、各可動オイルパン9の一端をオイルバス1に回動自在に取り付け、各可動オイルパン9の他端を固定オイルパン8に係合し、各可動オイルパン9の隙間上にガード10を載置し、固定オイルパン8、各可動オイルパン9及びガード10により樹脂成形体をオイルバス1から洗浄機コンベア2へ移載する際に垂れ落ちるオイルを受ける。
(もっと読む)
新規組成物からなる成形用型
【課題】熔融時には電解質として均一に混合し、凝固時には水に対する難溶性析出物として他の電解質中に分散析出することで強度が高く、後工程において取り扱いが容易な成形用型の提供を目的とする。
【解決手段】電解質組成物中にバリウム又はカルシウムの硫酸塩のうち、1種以上を合計で0.5〜80mol%含有している組成物を用いて、熔融鋳造によって成型されたものであることを特徴とする。
(もっと読む)
FRP製中空成形品の成形方法
【課題】 FRP材を硬化させる工程で中子を排出することができ、従来に比べて工程数を削減でき、成形時間も短縮できるFRP製中空成形品の成形方法の提供。
【解決手段】 合成ワックスでインフォーム型(中子)2を作製する工程と、作製したインフォーム型2の外面にFRP材3を貼付するとともに貼付したFRP材3にワックス排出孔4を形成する工程と、FRP材3とインフォーム型2を加熱してFRP材3を熱硬化させていき、溶融するインフォーム型2の合成ワックス5をワックス排出孔4から排出するとともに、FRP材3を完全に熱硬化させてFRP製中空成形品1とする工程と、を有するFRP製中空成形品の成形方法。FRP材3を硬化させる工程で中子2を除去させることができ、それによって従来に比べて工程数を削減でき、成形時間も短縮できる。また、排出される合成ワックス5には溶解液などが混じっていないので、リサイクル、再利用に便利である。
(もっと読む)
1 - 10 / 13
[ Back to top ]