
国際特許分類[B29C43/34]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 圧縮成形,すなわち,付加された外部圧で成形材料を流動させるもの;そのための装置 (4,061) | 構成部品,細部または付属装置;補助操作 (1,859) | 型または圧縮装置への成形材料の供給 (405)
国際特許分類[B29C43/34]に分類される特許
401 - 405 / 405
繊維強化されたプラスチックプレートの連続生産方法
第1のウェブ形状の繊維組織体(2)が繊維敷設装置に案内され、一つ又はいくつかの追加のウェブ形状の繊維組織体(7a、7b、7c)が繊維案内装置(3a、3b、3c)によって第1の繊維組織体上に直線状に並んで配置される。繊維案内装置(3a、3b、3c)の上流側又は下流側に組込まれた一つ又はいくつかの母材案内装置(7a、7b、7c)は、PBTの環状オリゴマーのような反応性出発物質等の母材出発物質を繊維組織体の複数の遊離層に案内するために使用される。母材出発物質からなる中間層によって、一回又は複数回にわたって被覆された複数層繊維ウェブ(6)は、連続プレス装置(12)に案内され、母材出発物質は低粘度の液体に変成される。複数層の繊維ウェブを加圧し、PBTからなるプラスチックプレート素材を生産することができる。  (もっと読む)
(もっと読む)
加飾成形品の製造方法
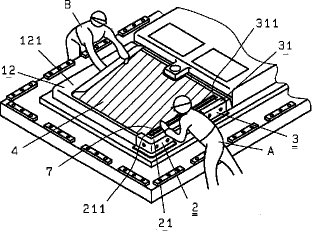
【課題】熟練作業を要することなく、下型の型表面への飾成形用シート載置の位置合わせを短時間で容易且つ確実に行うことができる加飾成形品の製造方法を提供する。
【解決手段】下型1の型表面に、熱硬化性樹脂組成物を基材に含浸させた加飾成形用シート4を載置し、その上に熱硬化性成形材料を載置した後、上型を降下させて型締めを行い、加熱・圧縮成形する加飾成形品の製造方法であって、下型1に着脱自在な位置決め治具2,3を用い、該位置決め治具2,3を下型1に装着する工程と、その位置決め治具2,3にその端部を沿わせるようにして位置決めを行いつつ前記加飾成形用シート4を下型1の型表面上に載置する工程と、該位置決め治具2,3を除去した後、その上に前記熱硬化性成形材料を載置する工程とからなる。
(もっと読む)
床用複合材とその製造方法。

【目的】 ゴム、プラスチック等の廃材を有効利用して、弾力性に富む積層床用複合材を得る。
【構成】 成形金型に下層材となるゴムチップと熱反応性樹脂の混合物を注入し、次いで上層材となる熱可塑性樹脂チップと0〜50重量%の未加硫ゴムチップの混合物を注入し一体的に加熱圧縮成形してなる。
(もっと読む)
熱可塑性樹脂成型体の製造方法
【構成】 上下金型を用いた熱可塑性樹脂のプレス成型において、上型1又は下型2のキャビティ面に、突出、引き込みが可能な管状突出部3を設け、その管状突出部3の中に樹脂供給口4を設けた金型を使用し、金型を開放した状態で、突出部3を突出させ、一部に穴10を穿った中間層8を、その穴10に突出部3を貫通させて金型2の上に載せ、樹脂供給口4より一定量の溶融樹脂を供給し、そして、型を閉じ、加圧して賦型することを特徴とする熱可塑性樹脂成型体の製造方法である。
【効果】 この発明の方法では、管状突出部3を上下に移動させることにより、溶融樹脂を中間層8の上側、下側或いは中間層8の層間に、必要量だけ供給でき、しかも、プレス成型は1回行えば成型体を得ることができるので、比較的簡単な設備で、品質の優れた成型体を、高い生産性で製造できる効果がある。
(もっと読む)
複帯材層を使用して特にプリント回路用の金属層をもつプラスチック積層品を製造する方法
特にプリント回路を用途とする、積層体(11〜14)からなる積層品(10)であるプラスチック積層品の製造方法である。各積層品両面の金属層を、へび状に設けた2つの連続帯材(20、30)から形成する。各積層体(11〜14)を形成すると、金属層は各積層体の上下層になる。これら2つの帯材の端部を電流発生源(50)に接続することによって形成した電熱素子によって各積層体(11〜14)を吸熱加熱する。 (もっと読む)
401 - 405 / 405
[ Back to top ]