
国際特許分類[B29C45/24]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 射出ノズル (188) | 清掃装置 (7)
国際特許分類[B29C45/24]に分類される特許
1 - 7 / 7
注入ノズル
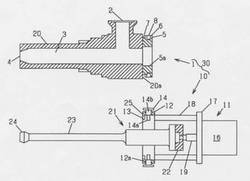
【課題】ノズル本体に対するバルブピンユニットの着脱を容易にする。
【解決手段】ノズル本体1側における外形が円筒形の本体側連結部5の外面を部分的に切り欠いて平坦部5bと円弧部6を形成する。円弧部6には半径方向にのびるピン穴8を設ける。本体側連結部5には円周方向にのびる小径段差部7を設ける。バルブピンユニット10の環状のバルブピンユニット側連結部12には半径方向内方にのびる内向きフランジ部13とピン14とを設ける。内向きフランジ部13を部分的に切り欠いて切欠部15を形成する。ノズル本体1側の円弧部6に、バルブピンユニット10側の切欠部15を位置合わせし、バルブピンユニット10を回転させ、内向きフランジ部13を小径段差部7に係合させると共に、バルブピンユニット10側のピン14をノズル本体1側のピン穴8に引き抜き可能に挿通する。
(もっと読む)
射出成形機の樹脂替え及び色替え方法

【課題】射出成形機の連続生産運転を中断することなく樹脂替え及び色替えを行う方法を提供すること
【解決手段】連続生産運転中に樹脂又は色を切り替え、所定数量を成形した後、スクリュ前進位置において溶融樹脂のスクリュ前方移動とスクリュの後退移動を阻止した状態でスクリュを連続回転させる。次いで、スクリュ後退の移動阻止を解除して所定量の溶融樹脂を計量し、連続生産運転時と同じ射出条件で溶融樹脂を金型キャビティ内に充填を行い、金型から成形品を取出す樹脂替え及び色替え運転モードを所定の設定回数繰り返してから、連続生産運転へ移行する。
(もっと読む)
成形加工機洗浄用の熱可塑性樹脂組成物
【課題】より洗浄力の向上した、加工機内洗浄用組成物の提供
【解決手段】(a)スチレン系樹脂を含む熱可塑性樹脂と、(b)(b−1)アニオン界面活性剤から選ばれる1種以上と(b−2)ノニオン界面活性剤から選ばれる2種以上を含む界面活性剤混合物を含有する成形加工機洗浄用の熱可塑性樹脂組成物。
(もっと読む)
ノズルの付着物除去装置
【課題】ノズルを摩耗させることなく、該ノズルの付着物を確実に除去することが可能な付着物除去装置を提供する。
【解決手段】ノズル20の先端54側をブラシ24a、24bで狭持した状態で、前記ノズル20の先端54側における一面側の付着物84をブラシ24aの回転作用下にノズル20から除去し、他面側の付着物84をブラシ24bの回転作用下に前記ノズル20から除去する。また、ノズル20の基端側をクランプ手段71のクランプ部材70a、70bにより狭持した状態で、該クランプ部材70a、70bの矢印Z1方向への移動作用下に前記基端側の付着物84を前記ノズル20から除去する。
(もっと読む)
クリーニングピストンにおける連行防止手段を備えたミキシングヘッド
本発明は、反応し合う少なくとも2つのプラスチック成分から成る反応性材料混合物を処理するためのミキシングヘッドであって、ミキシングチャンバを備えたミキシング装置(12)が設けられており、該ミキシングチャンバ内で、クリーニングピストン(18)が、可逆式で往復運動式に配置されている形式のものに関する。クリーニングピストン(18’’’)に沿ってプラスチック材料成長するのを防止するために、クリーニングピストンまたはクリーニングピストンと結合されたシャフトが、クリーニングピストンまたはシャフトを周方向で包囲する厚み部(22)または直径拡張部を備えており、厚み部(22)または拡張部が、プラスチック成分または材料混合物の連行防止手段として作用する。  (もっと読む)
(もっと読む)
射出成形設備で使用するための清掃装置及び射出成形設備
【課題】 動作中に射出成形設備の閉鎖ニードルを綺麗に保つことができるように射出成形設備内に清掃装置を配備する。
【解決手段】 射出成形設備(1)は、少なくとも一つのニードル閉鎖ノズルを備えており、それを通して流動性の材料を分離可能な成形型に供給することができ、閉鎖ニードル(20)を駆動部により開いた位置と閉じた位置に移動することが可能である。各閉鎖ニードル(20)を、その外側周縁部(24)に形状が適合した少なくとも一つの清掃部品(4)に嵌め込んで、それにより閉鎖ニードル(20)の外側周縁部(24)に付着した材料を除去することができる。平坦な円板に構成された清掃部品(40)を筐体(11)内において一群の掻き落し器として統合し、二つの隣接した清掃部品(40)の間にスペーサー(14)を配置する。筐体(11)は射出成形設備(1)の上又は中に固定することが可能である。
(もっと読む)
成形方法、パージ方法及び成形機
スクリュのフライトにおける裏面に付着した樹脂を確実に取り除くことができる成形方法、パージ方法及び成形機を提供することを目的とする。成形材料を加熱シリンダ(22)内に供給し、スクリュ(24)を一方の回転方向Aに回転させ、スクリュフライト部の前面に前記成形材料の押圧力を作用させ、前記成形材料を溶融しながら前記スクリュ(24)の前方へ搬送し、前記スクリュ(24)を他方の回転方向Bに回転させ、前記スクリュフライト部の背面に前記成形材料の押圧力を作用させて前記スクリュ(24)に逆背圧をかける。  (もっと読む)
(もっと読む)
1 - 7 / 7
[ Back to top ]