
国際特許分類[B29C47/90]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 押出成形,すなわち所定の形状を与えるダイまたはノズルを通して成形材料を押し出すもの;そのための装置 (4,755) | 構成部品,細部または付属装置;補助操作 (3,466) | 押出される材料または押出された材料の流れの加熱または冷却 (663) | 押出された材料の流れの加熱または冷却 (594) | キャリブレーションまたはサイジングをおこなうもの (55)
国際特許分類[B29C47/90]に分類される特許
1 - 10 / 55
フォーミング金型
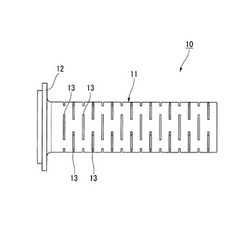
【課題】スリット内に付着物が堆積しにくく、成形品の外観不良を抑えることができ、生産性の向上を図ることができるフォーミング金型を提供することを目的とする。
【解決手段】押出機から金型を介して連続的に押し出された筒状の溶融樹脂体を成形するためのフォーミング金型であって、溶融樹脂体の押出し方向に沿って延在すると共に内側に溶融樹脂体が挿通される筒部11が備えられ、筒部11にスリット13が形成され、スリット13が筒部11の外側から内側に向かって漸次拡幅するようにスリット13の縁面が筒部11の内周面に対して傾斜している。
(もっと読む)
押出成形品、雨樋、押出成形品の製造方法、及び成形金型

【課題】樹脂からなる押出成形品であって、表面に凹凸があるように見えることにより押出成形品の外観を向上させ、容易に製造することができ、寸法精度よく製造することができる押出成形品、押出成形品の製造方法、及び成形金型を提供する。
【解決手段】押出成形品1は、断面形状に折曲部又は湾曲部を有する押出成形品1であって、少なくとも一方の面に、凹条12及び凸条13が交互に連続して配された樹脂からなる基材11と、該基材11の前記凹条12及び凸条13が成形された面を、少なくとも凹条12を充填するように被覆するとともに、表面が基材11より平滑であり、透明な樹脂からなる被覆層21とを備える。
(もっと読む)
押出成型装置
【課題】内部に中空部とリブを有する押出成型品を、良好な寸法精度で成型することができ、メンテナンス頻度が低く、生産性が高い押出成型装置を提供することを目的とする。
【解決手段】 押出成型装置を、樹脂部材の外形を規制する外型と樹脂部材の内形を規制するコアを有する押出成型金型と、押出成型金型に溶融した樹脂を注入する押出機と、貫通穴が開口され磁性を有するサイジングコアと、サイジングコアを囲むサイジング外型と、一端側はサイジングコアの貫通穴に挿入され他端側は押出成型金型のコアに固定された支持棒と、サイジングコアの支持棒の軸方向への動きを規制するストッパから構成した。サイジング外型には複数の磁石と複数の電磁石が固定されており、電磁石の磁力を調整してサイジング外型に対するサイジングコアの位置を調節する。
(もっと読む)
低温ヒートシール可能なポリエステルフィルムおよびその製造方法
【課題】2GTおよび3GTの最良バリア特性を有するポリマーであって、低いシールバー温度および速いシール速度で容易にヒートシールでき、それでもなお高強度のシールをもたらすポリマーの提供。
【解決手段】本発明は、約40℃〜約70℃の範囲内のTgから約70℃〜約150℃の範囲内のTcgに至る非晶質加工ウインドウを有するヒートシール可能なポリエステル組成物を提供する。この組成物は、好ましくは、物理的ブレンド、または、それぞれのモノマーから調製されたコポリエステルオリゴマーまたはポリマーのいずれかとして、ポリ(エチレンテレフタレート)ホモポリマーまたはコポリマーとポリ(トリメチレンテレフタレート)ホモポリマーまたはコポリマーとの混合物を含有する。得られる組成物は、低温でヒートシール可能であり、バリア特性を保持し、香味を奪い取らない。
(もっと読む)
成形装置及び成形方法
【課題】押出装置からシート状に押し出した熱可塑性樹脂のドローダウンを抑制することが可能な成形装置を提供する。
【解決手段】本実施形態の成形装置(1)は、押出装置(12)からシート状に押し出した熱可塑性樹脂(P)に金型(32)の周囲に位置して当該金型に対して移動可能な型枠(33)を接触させ、熱可塑性樹脂(P)が型枠(33)に接触しながら下方に垂下するように型枠(33)を移動する。そして、金型(32)のキャビティ(116)に対向する熱可塑性樹脂(P)をキャビティ(116)に真空吸引し、熱可塑性樹脂(P)をキャビティ(116)に沿った形状に賦形する。
(もっと読む)
熱可塑性樹脂製フィルムの製造方法
【課題】ポリ塩化ビニル、ポリオレフィン等の熱可塑性樹脂、特に溶融粘度が高く溶融伸びの低い樹脂をフィルムを製造するための材料として用いた場合でも、膜厚精度の高いフィルムを製造する方法を提供する。
【解決手段】熱可塑性樹脂を含むフィルムを製造する方法であって、該方法は、熱可塑性樹脂を含有する材料であって、一対の対向する平らな部分を有する材料を、前記熱可塑性樹脂が溶融している状態で一対のロールの間に供給する工程と、前記一対のロールで前記一対の平らな部分をあわせて圧延することにより、前記平らな部分同士を融着させて、一枚の一体化したフィルムを形成する工程とを有し、前記ロールに供給される材料が、平らな部分を有する2枚の別々のフィルム、または端辺部が接続部によって連結された一対の対向する平らな部分を有する1枚の扁平な筒状のフィルムである方法。
(もっと読む)
ロッドの製造方法
【課題】直径及び直線性の点で寸法精度が高いロッド、とりわけそのような円形ロッドの製造を可能にすること。
【解決手段】最外層を形成し、かつ少なくとも50質量%が部分結晶性の熱可塑性樹脂から成る第一のプラスチック成形材料から、プラスチック異形材を押出成形する工程、キャリブレーターの内部で、押出成形されたばかりの異形材を、第二のプラスチック成形材料で充填する工程、及び新たに形成されたロッドをサイジングし、引き取り、冷却する工程を有する、ロッドの製造方法において、前記第一のプラスチック成形材料が、クリスタリット融点Tmが少なくとも170℃であり、結晶化温度Tkが、Tmを最大70K下回り、かつ溶融エンタルピーΔHが、少なくとも20J/gであるという特性値を有することを特徴とする、前記製造方法。
【効果】本発明によるロッドはとりわけ、完成部材の切削製造用半製品として適している。
(もっと読む)
樹脂成形品の成形方法、樹脂成形品及びダクト
【課題】カーテン現象の発生を抑制し、複雑な形状の中空樹脂成形品を成形する場合でも折れ肉が発生し難い樹脂成形品の成形方法を提供する。
【解決手段】 熱可塑性樹脂に無機フィラーを混合して溶融混練し、その溶融混練した熱可塑性樹脂をシート状に押し出し、溶融状態の熱可塑性樹脂シート(P)を分割金型(32)間に配置し、分割金型(32)を型締めし、熱可塑性樹脂シート(P)を金型形状に沿った形状に成形し、樹脂成形品を形成する成形方法において、以下の条件を満足する。W≧2M2−11M+18(但し、M:熱可塑性樹脂の230℃におけるメルトフローレート(g/10分)、W:熱可塑性樹脂に混合する無機フィラーの量(重量%))
(もっと読む)
押出成形体の製造方法
【課題】高剛性であり、賦形金型による表面転写性に優れ、高速成形が可能な押出成形体の製造方法を提供。
【解決手段】押出成形体を、0.2〜30g/10分のメルトマスフローレートを有する熱可塑性樹脂(A)に強化充填材(B)を組成物全量に対し35〜80体積%の割合で配合してなる熱可塑性樹脂組成物を押出成形して成るものとする。この押出成形体を押出機1により押出成形して製造するには、押出機1の賦形金型2下において、樹脂組成物の見掛け粘度(ηa)と押出機1のせん断速度(γ)との関係が下記の数式を満たすように該金型2の温度条件を制御する。ηa=α×γnηa:見掛け粘度(Pa・s)α:係数γ:せん断速度(s−1)n:係数(式中、係数αは30000〜350000、係数nは−0.90〜−0.55)
(もっと読む)
熱可塑性物質製パイプを製造するための装置
【課題】熱可塑性物質製パイプを製造するための装置を提供する。
【解決手段】起伏ピークおよび起伏トラフの形態の断面を有する環状の横方向プロファイリングを有する熱可塑性物質製パイプを製造するための装置は、真直な成形部に沿って対をなして互いを完成させることで、移動方向(8)に移動させることが可能な閉じたモールド(9)を形成する型半体(6、6a)を有する。モールド(9)内には、ノズル支持体を有する押出工具(3)が突出する。型半体(6、6a)とノズル支持体との間に適正なシールを形成するため、ノズル支持体は、円筒状外面(37)を形成する交換可能に取り付けられた中空のハーフシェル(36)で覆われている。
(もっと読む)
1 - 10 / 55
[ Back to top ]