
国際特許分類[B29C49/60]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | 構成部品;細部または付属装置;補助操作 (1,015) | ブロー手段 (47) | ブローニードル (23)
国際特許分類[B29C49/60]に分類される特許
1 - 10 / 23
樹脂製ドラムの上面構造
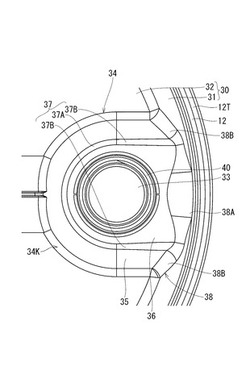
【課題】樹脂製ドラムの耐衝撃性及び耐圧性を高くすることが可能な樹脂製ドラムの上面構造を提供する。
【解決手段】本発明の樹脂製ドラム10の上面構造では、陥没部34の底部36と外縁テーパー部31との交差部分38Aの外面曲げ半径を、その交差部分38Aの両端部から中央に向かうに従って徐々に大きくし、この曲げ半径徐変構造に起因して、陥没部34の底部36と外縁テーパー部31との交差部分38Aの両端部から中央に向かうに従って駄肉が集まり難くなるようにした。これにより、キャビティ55の内側面とブローピン60との位置関係に起因した駄肉の偏在が緩和され、肉溜まり及びノッチ形状部の発生を抑えて、樹脂製ドラム10の耐衝撃性及び耐圧性を高くすることができる。
(もっと読む)
タンク体の製造方法

【課題】
解決しようとする課題は、熱可塑性樹脂のブロー成形によって形成されるニップル体付きタンク体の製造において、従来の方法ではニップル体の内面規制ピンに加えて、吹込みピンを別途設定しなくてはならないという点である。
【解決手段】
該ニップル体の内側形状をオスメス反転した外側形状が彫設され、且つ吹込みピンが一体に形成されたスライドコアを型締め後の金型分割面上のパリソンに打ち込み、該吹込みピンを通して該パリソン内部に圧縮空気を吹込んで該パリソンをブローアップすることにより前記課題を解決した。
(もっと読む)
熱可塑性材料から物品を製造する方法
【解決手段】本発明は、チューブ型の予備成型物が、マルチパートブローモールドの中に取り込まれ、膨張させられ、適用される圧力差により形成される、熱可塑性材料から物品を製造する方法であって、前記予備成型物の形成の前に、少なくとも1つのインサートが、第1保持手段により前記予備成型物の中に取り込まれ、前記予備成型物の形成前に、前記予備成型物は、前記予備成型物の壁に貫通する少なくとも1つの第2保持手段により引き継がれ、前記第2保持手段はブローイングピンとして形成され、前記予備成型物の膨張及び再成型は、前記第2保持手段と共に圧力媒体の適用により開始される方法に関する。 (もっと読む)
ブロー成形用ニードルピン
【課題】 パリソンに対して確実に孔を開けることができ、しかも先端チップの交換が容易なブロー成形用ニードルピンを提供する。
【解決手段】 チップ3は板状をなし、スリット6に差し込まれるチップ3の基部には抜け止めピン8が挿通する孔9が形成され、またチップ3の先部の形状は平面視で二等辺三角形をなし、上面3aよりも下面3bが前方にせり出し、前記上面3aと下面3bとの間に左右の側面3c、3dが設けられ、前記左右の側面3c、3dの先端に形成される稜線10、左右の側面3c、3dと下面3bとの境界に形成される稜線11,11が刃となる。
(もっと読む)
半加工品からコンテナを製造するためのブロー成形装置
【課題】ノズルを鋳型に自動的にロックするための手段を備え、この手段は信頼性が高く、構成が単純で、高速であり、操作にほとんどエネルギーを必要としないブロー成形装置を提供する。
【解決手段】半加工品12からコンテナを製造するためのブロー成形装置10に関連し、半加工品12が配置される成形空洞18の範囲を定める鋳型20を備え、半加工品12が鋳型20の開口部を通って現れ、高留置位置と低ブロー位置との間でスライド可能に取り付けられるチューブ状のブローノズル28を備え、低ブロー位置ではノズル28が半加工品12内へ加圧流体を適切に運び、低ブロー位置でノズル28をロックするための少なくとも1つの手段46aを備え、ロック手段46aは、ストライク48aと、ストライクでロック位置に弾性的に戻される移動可能なボルト58aとを備えるロック46aである。
(もっと読む)
中空成形体の製造方法、中空成形体の製造装置、レゾネータ、及びホイール装置
【課題】タイヤの空気室に配置して共鳴による騒音を低減する中空成形体であるレゾネータの消音特性を向上するとともに製造コストを低減する。
【解決手段】レゾネータ12をブロー成形により形成する。レゾネータ12は、内部に副気室32を設けた本体部31と、開口部33を設けた連通部とを備える。本体部31は、ブローピン46から供給する空気により樹脂材料57を金型44の本体部キャビティ53に押しつけて形成する。連通部34は、ブローピン46の外周部と金型44の連通部キャビティ55との間に挟んで形成する。連通部34の開口部33の断面積を容易に正確に形成でき、消音特性を向上できるとともに製造コストを低減できる。
(もっと読む)
中空成形品の製造方法および成形用金型
【課題】
解決しようとする課題は、ブロー成形により形成される自動車用のデッキボード内の空隙にリーンフォース・パイプを挿入するための挿入孔をあけるに際し、従来の方法ではドリルを使用することによる切りくずの発生そのものを防止できないという点である。
【解決手段】
分割金型によりパリソンを型締めし、次いで該分割金型の母型部内に摺動自在に設けられた放射状刃体付き筒体を該分割金型のキャビティー内に進出させるとともに、該筒体内に固定された吹込みピンを該パリソン内部まで貫通させ、該吹込みピンを通して該パリソン内に圧縮空気を吹込み、該放射状刃体と接触した該パリソンの部分に放射状薄肉部を形成させながら賦形した後、該筒体を母型部内に引っ込めて該中空成形品を離型し、該放射状薄肉部にリーンフォース・パイプを押し付けて該放射状薄肉部を破断させながら該デッキボード内の空隙に該リーンフォース・パイプを挿入した。
(もっと読む)
中空成形品の製造方法および成形用金型
【課題】
解決しようとする課題は、熱可塑性樹脂のブロー成形により形成される自動車用のデッキボード内の空隙にリーンフォース・パイプを挿入するための挿入孔をあけるに際し、ドリルを使用することによる切りくずの発生そのものを防止できないという点である。
【解決手段】
分割金型によりパリソンを型締めした後、該分割金型内に摺動自在に設けられた放射状刃体付き中空体を金型キャビティー内に進出させて該パリソンの内側まで貫通させ、次いで該放射状刃体付き中空体を通して該パリソンの内側に圧縮空気を吹き込んで賦形した後、該放射状刃体付き中空体を母型部内に引っ込めて該中空成形品を離型し、該放射状刃体付き中空体を引き抜いた痕が花弁状に切り裂かれている状態の挿入孔に該リーンフォース・パイプを押し付け、挿入することにより前記課題を解決した。
(もっと読む)
樹脂製容器の製造方法、及びブロー成形装置
【課題】有底筒状に形成されたプリフォームに、ブローエアーを供給してブロー成形することによって所定の容器形状の樹脂製容器を製造するにあたり、ブローエアーが供給される開口端となるプリフォームの口部が、ブローエアーの熱や圧力などによって変形してしまうのを有効に回避することができる樹脂製容器の製造方法、及びブロー成形装置を提供する。
【解決手段】ブロー成形ノズル1のブローエアー供給口15をプリフォーム2の口部21に気密下に連通させて、プリフォーム2内にブローエアーを供給するとともに、プリフォーム2の口部21の外周面側に冷却媒体を供給する。
(もっと読む)
表皮付き中空成形品とその製造方法
【課題】
解決しようとする課題は、表皮付き中空成形品に吹込みピンの痕が残ることである。そのため、外観に高級感を付与する目的で表皮を付けたにもかかわらず、吹込みピンの痕の存在によってせっかくの成形品の高級感がだいなしになるという点である。
【解決手段】
分割金型のキャビティーに進退可能な吹込みピンを設け、切れ目付きの表皮の該切れ目を、該キャビティー内に第1段目の進出をさせた該吹込みピンに挿通、係止させた後、該分割金型間にパリソンを垂下させ、次いで分割金型を型締めするとともに該吹込みピンに第2段目の進出をさせて該吹込みピンを該パリソンの内側まで貫通させた後、該吹込みピンを通して該パリソンの内側に圧縮空気を吹き込んで該パリソンに該キャビティーの形状を該表皮の厚さ分だけオフセットさせて賦形したのち、該吹込みピンを後退させて該パリソンおよび該表皮から該吹込みピンを抜去することにより前記課題を解決した。
(もっと読む)
1 - 10 / 23
[ Back to top ]