
国際特許分類[B29C53/20]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 曲げ,折たたみ,ひねり,直線化または平面化による成形;そのための装置 (287) | 直線化または平面化 (10) | 管状体の (4)
国際特許分類[B29C53/20]に分類される特許
1 - 4 / 4
樹脂ローラの曲がり矯正方法
【課題】 樹脂ローラ成形時の熱や加圧により、該樹脂ローラに曲がりが発生するため、従来、樹脂ローラの軸方向中心位置にて曲がりを矯正していたが、十分曲がりが矯正できない場合がある。
【解決手段】 「樹脂ローラの曲がり最大位置と曲がり方向とを特定する工程と、該樹脂ローラの曲がり矯正中心位置を該曲がり最大位置から樹脂ローラの軸長手方向±10mmの範囲とし、該樹脂ローラの片端を該曲がり方向と同方向に円弧状に移動させて矯正する工程とを含むことを特徴とする、樹脂ローラの曲がり矯正方法。」で解決する。
(もっと読む)
模造イグサ製造用金型

【課題】 模造イグサの製法はほとんどが、一旦棒状又はフィルム状に成型した原料を、最終的に形状を整えるために金型に通過させている。よって、スタート時、金型が原料が融解する程度加熱されている場合、棒状や筒状のものを金型に入れると最初に接した部分で融けてくっつくこととなる。そうなると、それ以後スムースに通らず、金型を洗浄しなければならなくなる。これを防止するため、原料を新たに通すたびに、金型の温度を融解温度以下に下げていた。これは時間がかかるばかりでなく、エネルギー的にも非常に無駄である。
【解決手段】 熱可塑性樹脂よりなるプラスチック原料を、連続的に成型するための金型であって、原料の流れ方向に本体が複数に分割されたもの。
(もっと読む)
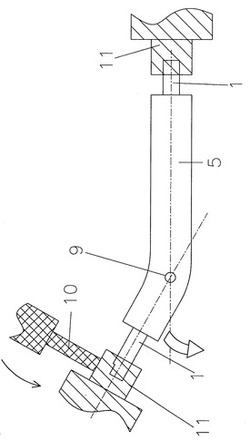
軟質ホース自動挿入装置
【目的】 本発明は、作業時間を短縮して、製造効率を向上させることができ、且つ軟質ホースの挿入位置を一定にし、製品の均一化を図ることを目的とする。
【構成】 本発明の軟質ホース自動挿入装置は、軟質チューブ10が固定されるチューブ固定手段8と、チューブ固定手段8に固定された軟質チューブ10の中空内部にエアーを送り込むエアー供給手段13と、エアー供給手段13によって内径を拡開された軟質チューブ10に軟質ホース9を挿入する間接ロボット1を備えた構成を有している。
(もっと読む)
軟質ホース自動挿入装置
1 - 4 / 4
[ Back to top ]