
国際特許分類[B30B15/22]の内容
処理操作;運輸 (1,245,546) | プレス (3,023) | プレス一般;他に分類されないプレス (3,023) | プレス機の細部または付属具;プレス加工に関連する補助的手段 (1,036) | 流体で駆動されるプレスのための制御装置 (43) | プレス加工のストローク中,ラムによって与えられる圧力の度合を制御するもの (15)
国際特許分類[B30B15/22]に分類される特許
1 - 10 / 15
油圧プレス装置の制御方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
プレス成形システムおよびプレス成形システムの制御方法
【課題】 省エネルギー化を図りつつ各プレスユニットの制御を高精度に行うことのできるプレス成形システムおよびプレス成形システムの制御方法を提供する。
【解決手段】 プレス成形システム1は、複数のプレスユニット2が配設され共通の搬送機構4により前記プレスユニット2に対してプレス成形材Pの搬入が行われるプレス成形システム1において、各プレスユニット2は、昇圧制御工程B、加圧保持制御工程C、および降圧制御工程Dを少なくとも有し、昇圧制御工程Bの時間よりも加圧保持制御工程Cの時間の方が長く設けられ、各プレスユニット2にはそれぞれサーボモータ20により回転駆動されるポンプ21が備えられている。
(もっと読む)
プレス装置およびプレス方法

【課題】 ポンプから加圧用シリンダに作動油を供給して3分間以上の加圧工程により成形材を加圧するプレス装置およびプレス方法において、油圧回路を複雑化することなく加圧時の省エネルギー化を図りつつ、低圧領域の加圧制御も良好に行うことのできるプレス装置またはプレス方法を提供する。
【解決手段】 ポンプ21から加圧用シリンダ14に作動油を供給してポンプから加圧用シリンダに作動油を供給して3分間以上の加圧工程Hにより成形材Pを加圧するプレス装置11において、サーボモータ20またはインバータ制御モータにより回転数を制御可能かつ吐出量を変更可能なポンプ21が設けられ、前記ポンプ21を制御して設定油圧2MPa以下の低圧領域の加圧工程B,Dを含む加圧工程Hにより成形材Pを加圧する。
(もっと読む)
液圧プレスおよび液圧プレスの制御方法
【課題】加圧速度を向上するとともに省エネルギー化ができる液圧プレスおよび液圧プレスの制御方法を提供する。
【解決手段】複数本の加圧シリンダCC,CR,CLで構成され、シリンダ制御ブロック20は、作動油が供給されている切替元加圧シリンダCC内の油圧Pcが設定圧力P1を超えた時に、加圧能力が高くなる組合せである切替先加圧シリンダCR,CLへ作動油の供給先を切り替える液圧プレスである。成形工程中に加圧能力モードを変更することができる。成形工程の初期においてワークの成形にかかる最大負荷を下回る加圧能力モードで運転することができ、加圧速度が速くなる。成形時間が短くなり、熱間加工において成形中のワークの温度低下による変形抵抗の増大を防止することができる。
(もっと読む)
トランスファプレスのプレス圧補正装置及び補正方法
【課題】メインスライドの中央部へのプレス反力の影響を抑えた上で該中央部に十分なプレス圧を付加可能とするトランスファプレスのプレス圧補正装置及び補正方法を提供する。
【解決手段】各サブスライド8a,8b,8cにおける上型11a,11b,11cを支持する下部(下壁32)の外周と、メインスライド7における各サブスライド8a,8b,8cの上部(上壁31)を支持する支持壁25の下方に延びて前記各サブスライド8a,8b,8cの外周を囲む外周壁23の下端との間に、それぞれ複数の油圧シリンダ40を配設し、該各油圧シリンダ40を介して、前記各サブスライド8a,8b,8cの下部を前記メインスライド7の外周壁23に支持する。
(もっと読む)
プレス機用駆動装置及び方法
駆動装置が、可動部材と、第1の力を発生させる少なくとも1つのリニア電気アクチュエータと、第2の力を発生させる少なくとも1つのリニア油圧アクチュエータとを有する。少なくとも1つのリニア電気アクチュエータ及び少なくとも1つのリニア油圧アクチュエータは、第1の力及び第2の力が可動部材に互いに平行に作用して結果的に合力が得られるよう構成されている。 (もっと読む)
油圧プレス装置
【課題】油圧シリンダの荷重精度、ならびに停止位置の精度および繰り返し精度を向上させることができる油圧プレス装置を提供する。
【解決手段】プレス装置本体に設置された第1の油圧シリンダとしての大型油圧シリンダ1のヘッド側に接続される第1の油圧配管P1に設けられる該大型油圧シリンダ1の送り動作のための第1の圧力機構A1と、該第1の油圧配管P1の途中から分岐した分岐油圧配管P1aに連結される第2の油圧シリンダとしての小型油圧シリンダ2と、該小型油圧シリンダ2のロッド2aに連結されるサーボシリンダ3と、前記大型油圧シリンダ1のロッド側に接続される第2の油圧配管P2に設けられる該大型油圧シリンダ1の送り動作のための第2の圧力機構A2と、前記大型油圧シリンダ1の動作を制御する制御手段Bとを備えている。
(もっと読む)
ピストン・シリンダ機構用の制御装置および制御方法
ピストン・シリンダ機構がシリンダと、少なくとも部分的にシリンダ内に収容されてシリンダ内部空間をシリンダ軸線に沿って第1部分空間と第2部分空間に区分するピストンとを備え、第1部分空間に弁機構が連結され、流体の圧力が弁機構で設定された圧力設定値よりも低いとき弁機構は、第1部分空間内に収容されている流体が第1部分空間から流出するのを止める閉鎖位置を占め、一方圧力設定値よりも高いとき弁機構は前記流出を可能とする開放位置を占めるピストン・シリンダ機構用制御装置において、前記弁機構と第1部分空間とに連結された予圧機構が、第1部分空間の方向でピストンに作用する荷重に起因したピストン運動によって流体内に引き起こされる昇圧の減衰を準備するのに役立ち、荷重にかかわりなくこの予圧機構によって流体内で所定の予圧値への昇圧が可能である。 (もっと読む)
プレス装置
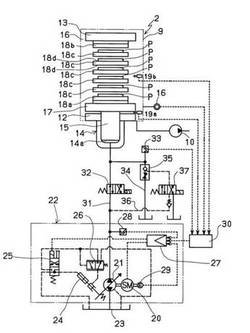
【課題】エア消費量を少なくし、省エネルギー性を大幅に向上でき、また、品質向上もできるプレス装置を提供することを目的とするものである。
【解決手段】相対する固定盤3と可動盤1により被プレス体2を加圧するプレス装置であって、前記可動盤1は油圧ポンプ12により油を供給された油圧シリンダ4内の移動シリンダ7により移動せしめられ、前記移動シリンダ7において、上昇から加圧時の動作を、低圧油圧回路に設けた固定の圧力設定弁15による低圧動作と、高圧油圧回路に設けた電磁比例リリーフ弁16と増圧弁17による高圧動作に切替えることにより、シリンダ上昇時の低圧動作時間が高圧設定荷重に依存しないこととし、また、常に油圧負荷とは相対する負荷を加え、その負荷にエアだまり8とエアタンク9の閉じられた気体を使用した構成とする。
(もっと読む)
可動盤の駆動装置及びプレス機械のスライド駆動装置
【課題】電動モータと液圧シリンダとを併用して大きな加圧能力を有するとともに、全体として電動モータの特性で高精度にスライドを駆動することができ、またエネルギ効率に優れたプレス機械のスライド駆動装置を提供する。
【解決手段】プレス機械100のスライド110は、電動(サーボ)モータSM(からスクリュ・ナット機構を介した)推力と、定高圧力源から圧油が供給される油圧シリンダSYL1、SYL2の推力との複合推力で駆動される。スライド制御装置300は、スライド位置信号及びモータ角速度信号に基づいて電動モータSM及び油圧シリンダSYL1、SYL2を制御するとともに、スライド110の負荷が小さくなる期間に油圧シリンダSYL1をポンプとして作用させ、電動モータSMからスクリュ・ナット機構及びスライド110を介して油圧シリンダSYL1に伝達される推力により定高圧力源に圧油をチャージさせる。
(もっと読む)
1 - 10 / 15
[ Back to top ]