
国際特許分類[B65B13/18]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 物品または材料を包装するための機械,器具,装置または方法;荷解 (11,467) | 物品の結束 (342) | てん束機の細部,またはそれに用いられる補助装置 (249)
国際特許分類[B65B13/18]の下位に属する分類
結束前に束を圧縮し,またはコンパクトにするための手段 (12)
結束手段の張力を制御する手段 (26)
結束材端部の固着 (80)
国際特許分類[B65B13/18]に分類される特許
1 - 10 / 131
識別標識取付システム
【課題】識別標識が取付けられた識別標識用線材を、結束集合体に正確かつ効率よく取付ける。
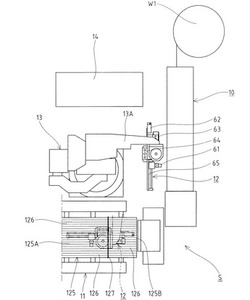
【解決手段】識別標識取付システムSは、識別標識用線材を成形する識別標識用線材成形装置10と、識別標識用線材成形装置10で成形された識別標識用線材を結束集合体125に取付ける識別標識用線材取付装置12とを備える。識別標識用線材成形装置10は、線状本体部の長手方向における一方の端部に、識別標識を取付ける識別標識取付部を成形すると共に、該線状本体部の長手方向における他方の端部に、結束集合体の結束線材に引掛ける掛止部を成形する。識別標識用線材取付装置12は、識別標識用線材成形装置10で成形された識別標識用線材を受取る受取り位置と、結束集合体125に該識別標識用線材を取付ける取付け位置との間を移動する。
(もっと読む)
識別標識用線材およびその成形装置

【課題】結束対象物を結束した状態の結束線材に対して安定した状態で掛止させることができる識別標識用線材を提供する。
【解決手段】識別標識用線材120は、線状本体部121の長手方向における一方の端部側に設けられ、結束集合体の結束線材に掛止される掛止部123と、線状本体部121の長手方向における他方の端部側に設けられ、識別標識Tを脱落不能に保持する識別標識取付部122とを備える。掛止部123は、線状本体部121に対し鈍角に折曲する第1掛止部123Aと、第1掛止部123Aに対して鋭角に折り返され、識別標識取付部122の側に向いた第2掛止部123Bとを備える。
(もっと読む)
識別標識用線材取付装置
【課題】識別標識が取付けられた識別標識用線材を、結束集合体に正確かつ効率よく取付ける。
【解決手段】識別標識用線材取付装置12は、識別標識用線材120における線状本体部121を着脱可能に把持する把持手段60と、把持手段60で把持された識別標識用線材120の線状本体部121の長手方向における一方の端部側に鉤状に形成された掛止部123に係脱可能に係止する係止手段61と、結束集合体の外周部と結束線材との間に形成された隙間の位置を認識する機能を備えた測定手段62とを備える。識別標識用線材取付装置12は、把持手段60で把持した識別標識用線材120の掛止部123の先端を測定手段62で認識した隙間に差込み、差込まれた掛止部123に係止させた係止手段61を移動させて該掛止部123を該結束線材に掛止させる。
(もっと読む)
結束集合体の隙間位置測定方法
【課題】結束集合体の外周部と結束線材との間に形成された隙間を適切に測定して、識別標識が取付けられた識別標識用線材の掛止部を正確に隙間へ差込むようにする。
【解決手段】結束集合体125の周方向の所定範囲に亘って測定手段62で外面形状を測定する。測定手段62が測定した結束集合体125の外面形状において、該結束集合体125の外周部125Aから突出した第1頂点P1と、この第1頂点P1から該結束集合体125の周方向に隣接して外周部から突出する第2頂点P2とを抽出する。第1頂点P1が現れる結束対象物126と第2頂点P2が現れる結束対象物126の接線106を算出する。そして、接線10の外周部125A側を、隙間Hの形成位置として算出する。
(もっと読む)
紙葉類結束装置
【課題】押印欠けの発生を防止できる紙葉類結束装置を提供する。
【解決手段】紙葉類結束装置は、結束対象の紙葉類を結束帯で結束して結束紙葉類を作成する結束部22と、前記結束紙葉類の結束帯上にスタンプ印を押印する押印部71と、前記紙葉類の種類と、前記結束帯上又は前記紙葉類上への前記スタンプ印の押印位置との関連付けを記憶する記憶部と、前記関連付けを参照し、前記結束対象の紙葉類の種類に対応する前記スタンプ印の押印位置を求め、この求めた押印位置に基づいて、前記スタンプ印の押印時の前記スタンプ印と前記結束帯又は前記結束紙葉類との位置関係を調整する制御部と、を備える。
(もっと読む)
鉄筋結束機
【課題】ブラシモータに代えてブラシレスモータを使用することにより、長期間にわたり安定した機能を発揮するとともに、メンテナンスに負荷のかからない鉄筋結束機を提供すること。
【解決手段】ワイヤaを送る送りモータ2と送られたワイヤaを鉄筋bの周囲に巻き回すねじりモータ4とで鉄筋bを結束し、上記送りモータ2とねじりモータ4とをブラシレスモータによって構成するとともに、上記一方又は両方のモータ2又は4は回転位置を検出可能としたことを特徴とする。
(もっと読む)
自動梱包機のアーチにおけるテープ補助送り装置
【課題】簡単な構造でアーチ本体のテープ通路に対して、極薄のフイルムを用いたテープを全長にわたって確実に装填することができる自動梱包機のアーチにおけるテープ補助送り装置を提供する。
【解決手段】自動梱包機に設けたアーチ2の途中に、テープbの外側に位置してテープbの走行方向に回転する補助駆動ローラ34と、テープbの内側に位置してテープbを補助駆動ローラ34に押付けるピンチローラ35を配置し、前記補助駆動ローラ34をテープ送り込み引き戻し機構4のフィードローラ12と周速が同じで、このフィードローラ12のテープ送り出し方向のみに同期回転するように設定し、前記ピンチローラ35は、アーチ2のテープ開放状態時にテープ通路6から離反するようにした。
(もっと読む)
梱包装置
【課題】特別な引き締め機構や、モータのブレーキ機構を組み込まなくても、引き締めたバンドが緩まず、コストを抑えた梱包装置を提供すること。
【解決手段】バンド搬送用モータM1と、カム軸26を回転させるカム軸用モータM2とをコントローラCに接続し、梱包物にかけたバンドの先端側を第1押え機構11で押えた状態で、バンド搬送用モータM1によってバンドを引き締めた後、引き戻し側を押える第2押え機構12と、バンドを溶着する溶着機構13と、溶着部よりバンド送り出し側をカットするカット機構15とをカム軸26の回転によって順次動作させる構成にし、コントローラCは、バンド引き締め工程で、バンド搬送用モータM1に流れる電流値を検出し、この検出値IM1が予め設定した設定値を検出した時点で、カム軸用モータM2の駆動を開始し、バンド搬送用モータM1の回転が停止する前に、第2押え機構12が動作する。
(もっと読む)
紙幣処理装置
【課題】無駄な時間を無くして処理時間を短縮することができる紙幣処理装置を提供すること。
【解決手段】紙幣を処理する紙幣処理装置は、紙幣を集積する集積部71と、集積部71に紙幣を搬送して集積させる集積処理を行う搬送部20と、集積部によって集積された集積紙幣を結束材で結束する結束処理を行う結束部65と、結束材を加熱する加熱部66と、加熱部66が所定温度に達しているか否かを検出する温度検出部67と、を備えている。紙幣を処理する紙幣処理装置は、温度検出部67によって加熱部66が所定温度に達していないことが検出されると、集積処理および結束処理以外のその他の処理を行うよう制御する制御部90も、備えている。
(もっと読む)
紙葉類処理システム
【課題】複数のモジュールで構成された紙葉類処理システムにおいてモジュール間の仕切板に内部扉を設け障害発生時の初期化処理時間を短縮し、処理効率を向上する。
【解決手段】包装装置が複数のモジュールで構成されるとき、当該モジュールには外装扉が配置される。また、各モジュール間は仕切板161cで仕切られるが、この仕切板161cに、各モジュール間をまたいで移送される紙葉束の移送用穴165a及びその近傍に保守用穴165bを設ける。この保守用穴165bには、開閉可能な内部扉162及びこの内部扉の開を検知する内部扉検知装置164が配置される。障害発生時、当該障害発生モジュールの、例えば外装扉を開き、さらに内部扉162を開くと、制御部は、この内部扉から保守可能な範囲の他のモジュールの動力を遮断する。
(もっと読む)
1 - 10 / 131
[ Back to top ]