
国際特許分類[C03B23/027]の内容
化学;冶金 (1,075,549) | ガラス;鉱物またはスラグウール (20,277) | ガラス、鉱物またはスラグウールの製造または成形;または、ガラス、鉱物またはスラグウールの製造または成形における補助プロセス (8,207) | 成形ガラスの再成形 (427) | 板ガラスの再成形 (172) | 曲げによるもの (129) | 自重によるもの (42) | 少くとも2ケ所以上の回転軸で上に屈曲するモールドセクションをもつモールドを用いるもの (13)
国際特許分類[C03B23/027]に分類される特許
1 - 10 / 13
複数の支持体上でのガラス要素の重力式曲げ
【課題】少なくとも2つの支持体上でガラス要素を重力式に曲げするためのプロセス及びデバイスを提供する。
【解決手段】第1の支持体SP1,SI上で重力により沈降させてガラスが反らされ、第1の中央沈降をもたらす第1のステップ;次に第2の支持体SP2上で重力により沈降させる反らせ作業が続行され、ガラスの周囲全体が第2の支持体SP2と接触するまで第1のものよりも更に顕著な第2の中央沈降を得る第2のステップであって、ガラスの温度はその中央部分が周囲全体との接触後に沈降し続けるものであるステップ;次に重力による沈降によって反りが続行され、第2のものよりも更に顕著な第3の中央沈降がもたらされる第3のステップであって、周囲はなおも第2の支持体SP2と接触しているステップ;冷却によりガラスの沈降を停止させ、所望の最後の形状を与える第4のステップを含む、ガラスの反らせ作業用の方法。
(もっと読む)
折り曲げられたガラスセラミックス構成部分を製造する方法
本発明は、少なくとも1つの屈曲部(14)を備えるガラスセラミックス構成部分(10)を製造する方法であって、屈曲部を2つの脚部の間の移行部として形成する方法に関する。セラミックス化プロセス中に、素材ガラス状態にあるガラスプレートが、ガラスセラミックスプレート(10)へ変化する際に、変形加工工具を作用させながら30mm〜200mmの範囲の曲げ半径を備える屈曲部(14)を形成することにより簡単に、屈曲部(14)の領域において良好な表面品質を得ることができる。本発明は、特に視覚的に良好な品質により優れているガラスセラミックス構成部分(10)にも関する。 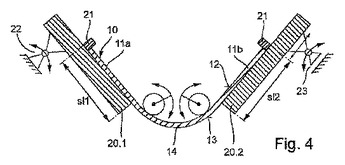 (もっと読む)
(もっと読む)
ガラス板の重力曲げ
中間モールド及び最終モールドを備える重力曲げモールドが開示される。前記最終モールドは、前記重力曲げモールドの端部に取り付けられた最終可動モールド部を備え、前記中間モールドは前記重力曲げモールドの端部に前記最終可動モールド部に隣接して取り付けられた中間可動モールド部を備える。前記中間モールド及び前記最終モールドのうち一方が他方に対して垂直方向に移動し、同時に、前記中間モールド及び前記最終モールドのうち少なくとも一方が機械的連結に対して移動したときに、前記最終可動モールド部は前記機械的連結を介して前記中間モールドに接続され、前記重力曲げモールドは第1配置と第2配置間を移行する。また、このようなモールドを使用してガラス板を曲げる方法が提供される。  (もっと読む)
(もっと読む)
ガラス板の曲げ成形方法及び曲げ成形装置

【課題】本発明は、ガラス板の曲げ成形方法及び曲げ成形装置に係り、ガラス板の搬送方向及びその搬送方向に直交する直交方向の双方でガラス板の高い成形精度を確保することにある。
【解決手段】加熱されたガラス板Gを、複数の搬送ローラからなるローラコンベア18,20によって搬送方向Xに搬送しながら曲げ成形するガラス板の曲げ成形装置10において、ガラス板Gの搬送面を挟んで上下に配置され、それぞれ搬送面上において湾曲していない複数のストレートローラ34と、ストレートローラ34の下流に隣接してガラス板Gの搬送面を挟んで上下に配置され、ガラス板Gを直交方向Yに曲げ成形すべくそれぞれ搬送面上において直交方向に湾曲する複数の湾曲ローラ36と、を設ける。
(もっと読む)
ガラス板の曲げ型および曲げ成形方法
【課題】曲げ深さの深い曲げ形状の車両用窓ガラス板を自重工法で成形するにあたり、コーナー部付近に発生しやすい逆反りもなく、ガラス板面に歪や、曲げ型の型跡も発生させない。
【解決手段】ガラス板を自重により曲げ成形する曲げ型であって、固定枠部とその両側辺に軸着した可動の翼部とからなる成形枠の周縁形状が、ガラス板の最終曲げ形状の周縁湾曲形状となる正規の曲げ型として、前記各翼部の側辺部に昇降移動自在かつ複数の歯部の上面をフラット面に並設した補助櫛形部からなる補助型を取付け、各翼部の側辺部の上面を翼櫛形部とし、該翼櫛形部と補助櫛形部のそれぞれの歯部を互い違いに対向させ、補助櫛形部の昇降手段により補助櫛形部の櫛歯が翼櫛形部の櫛歯の隙間を通過可能として、ガラス板を補助櫛形部から翼櫛形部上に載せ替え可能とし、ガラス板を正規の湾曲形状に曲げ成形する。
(もっと読む)
自重曲げ板ガラス
板ガラスを曲げる自重曲げモールドは、周縁整形レールであって、少なくとも1個端部区域および周縁整形レールに取り付けた少なくとも1個の補助レールを備え、補助レールを対応する端部区域の少なくとも一部にそれぞれ隣接して少なくとも1個のマウントによって取り付け、このマウントは、補助レールの対応する端部区域に対する相対的な垂直移動を可能にする構成とした、該周縁整形レールと、補助レールを上昇した位置に選択的かつ一時的に配置するトリップ機構と、およびこのトリップ機構に連結したラッチ機構とを備え、このラッチ機構は、外部アクチュエータが係合して、トリップ機構の作動により対応の端部区域に対する補助レールの相対的垂直方向移動を生じ、これにより、を後段階で補助レールが端部区域に対して下降した位置へ配置することができるよう構成する。このモールドを用いた板ガラス曲げ方法も提供する。 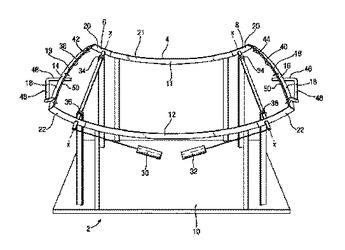 (もっと読む)
(もっと読む)
ガラス板の重力曲げ
ガラス板を曲げるための重力曲げモールドを開示する。前記モールドは、最終周縁成形リムを有する最終モールドと、中間周縁成形リムを有する中間モールドとを備える。前記最終モールドは、このモールドの端に取り付けられた最終関節結合端部を有し、この最終関節結合端部は最終可動成形レールを有する。前記中間モールドはこのモールドの端に前記最終関節結合端部に隣接して取り付けられた中間関節結合端部を有し、この中間関節結合端部は中間可動成形レールを有する。前記最終関節結合端部及び前記中間関節結合端部は、前記最終可動成形レールの少なくとも一部分が前記中間可動成形レールの少なくとも一部分と整列して前記中間周縁成形リムの一部分を形成し得るように配置されている。このようなモールドを用いてガラス板を曲げる方法も提供される。  (もっと読む)
(もっと読む)
複合曲げガラス板の成形方法及び成形装置
【課題】ガスハース炉を使用した複合曲げガラス板の製造において、製造品種の切り替え作業とその調整が容易である複合曲げガラス板の成形装置と複合曲げガラス板を成形する方法を提供する。
【解決手段】上方に凸状の複合曲げ用の最終ベッドをベッド支持台の上に、板ガラスの搬送方向に傾けることなく単に載置し、最終ベッドに接続される冷却装置を前下がりに配設するガスハース炉によるガラス板の複合曲げ成形装置であり、最終ベッドの振り角度の調整、冷却装置の傾斜角度、または接続角度の調整、最終ベッドの向きの変更、ガスハース炉の出口部に近い炉温度の調整により、複合曲げガラス板の曲率値を容易に調整できる。
(もっと読む)
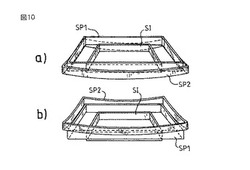
複数の支持体上でのガラス要素の重力式曲げ
本発明は、第1の支持体上で重力により沈降させることによりガラスが反らされ、結果として第1の中央沈降をもたらす第1のステップ;次に第2の支持体上で重力により沈降させる反らせ作業が続行され、その結果として、ガラスの周囲全体が第2の支持体と接触するまで第1のものよりも更に顕著な第2の中央沈降を得る第2のステップであって、ここでガラスの温度はその中央部分が周囲全体との接触後に沈降し続けるようなものであるステップ;次に重力による沈降によって反りが続行され、結果として第2のものよりも更に顕著な第3の中央沈降がもたらされる第3のステップであって、ここで周囲はなおも第2の支持体と接触しているステップ;そしてそれに続いて冷却によりガラスの沈降を停止させ、それにその所望の最後の形状を与える第4のステップを含む、ガラスの反らせ作業用の方法に関する。  (もっと読む)
(もっと読む)
ガラス板の曲げ成形枠
【課題】ガラス板の側部の中央部に対する曲がりが大きくなると、ガラス板の側部を挟持し、下方から持ち上げて曲げる形成方法では、ガラス板が成形枠になじまず、また、成形する過程で、ガラス板が前後左右にずれたりして、目的の形状を得ることが困難となった。
【解決手段】ガラス板の自重曲げに用いる曲げ成形枠において、中央部分の中央固定部と、該中央固定部の片側もしくは両側に回転自在に連結する回転昇降部と、該回転昇降部が回転によって当接する上部固定部とを有し、該上部固定部は、中央固定部に固定支持されてなることを特徴とするガラス板の曲げ成形枠である。
さらに、回転昇降部と上部固定部との当接が、中央固定部に近い部分から始まり、上部固定部が、中央固定部に脱着可能な状態で中央固定部に固定されているガラス板の曲げ成形枠である。
(もっと読む)
1 - 10 / 13
[ Back to top ]