
国際特許分類[C03B25/12]の内容
化学;冶金 (1,075,549) | ガラス;鉱物またはスラグウール (20,277) | ガラス、鉱物またはスラグウールの製造または成形;または、ガラス、鉱物またはスラグウールの製造または成形における補助プロセス (8,207) | ガラス製品の徐冷 (90) | 連続的 (45) | ガラス成形品が垂直に移動するもの (14) | 板ガラスが垂直に移動するもの (14)
国際特許分類[C03B25/12]に分類される特許
1 - 10 / 14
ガラス板製造装置およびガラス板冷却方法
【課題】ガラス板の冷却速度を調整可能なガラス板製造方法、ガラス板製造装置またはガラス板冷却方法を提供する。
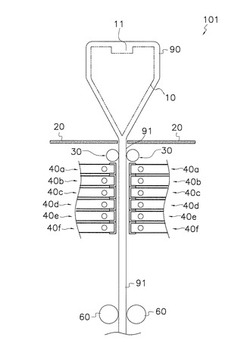
【解決手段】成形体10からオーバーフローした溶融ガラス90を、成形体10の両側面に沿って流下させた後、成形体10の下端部近傍で合流させてガラス板91を製造する、ガラス板91の冷却速度を調整可能なガラス板成形装置101であって、複数の冷却調整板40a〜40fと、温度制御ユニットとを備える。複数の冷却調整板40a〜40fは、溶融ガラス90の合流ポイントより下方で、溶融ガラス90の流れ方向に沿って並列して配置され、ガラス板91の冷却速度を調整する。温度制御ユニットは、各冷却調整板40a〜40fに対応して設けられ、各冷却調整板40a〜40fを冷却する。
(もっと読む)
ガラス板の製造方法

【課題】シートガラスの板厚を極力均一にし反り及び歪を低減できるガラス板の製造方法を提供する。
【解決手段】ダウンドロー法によるガラス板の製造方法であって、成形されたシートガラスの冷却工程では、成形体の下部からガラス歪点の近傍の温度領域を下回るまでの温度領域において、シートガラスの幅Wの方向の温度制御を行う工程であって、シートガラスの幅Wの方向の端部L,CL,R,CRが端部L,CL,R,CRに挟まれた中央領域CAの温度より低く且つ中央領域CAの温度が均一になるようにする第1温度制御工程と、シートガラスの幅Wの方向の温度が中央部Cから端部L,CL,R,CRに向かって低くなるようにする第2温度制御工程と、ガラス歪点の近傍の温度領域においてシートガラスの幅Wの方向の端部L,CL,R,CRと中央部Cとの温度勾配がなくなるようにする第3温度制御工程とを含むガラス歪点上温度制御工程が行われる。
(もっと読む)
ガラス板の製造方法
【課題】成形体において溶融ガラスを分流させて流下させた後、合流ポイントにおいて合流させてガラス板を成形し、鉛直方向下方に流下させ、歪みの少ない板ガラスの製造方法を提供する。
【解決手段】ガラス板Gの進行方向に対して、断熱部材40a,40b,・・・により複数個に分割した徐冷空間42b,42c,・・・を設ける、ガラス板Gの進行方向に対して順次温度が下がるように当該徐冷空間42b,42c,・・・毎に温度を制御するヒーターを設ける。断熱板部材40a,40b,・・・は、ガラス板Gに対向するように配置され、断熱部材40a,40b,・・・はその対向面が、ガラス板Gと断熱部材40a,40b,・・・との間隔が実質的に均一になるように、ガラス板Gの板厚変動に対応した形状になっている。
(もっと読む)
ガラス基板の製造方法及びガラス基板
【課題】薄膜電気回路が形成される基板に要求される品位を満たす100μm以下のガラス基板の製造方法と、この方法により得られる薄板ガラス基板を提供する。
【解決手段】板厚が10〜200μmのガラス基板を製造する方法であって、溶融ガラスをダウンドロー法にてリボン状に成形する成形工程と、ガラスリボンを徐冷する徐冷工程と、ガラスリボンを切断する切断工程とを含むガラス基板の製造方法であって、(徐冷点+200℃)〜(徐冷点+50℃)の温度範囲における平均冷却速度を300〜2500℃/分の範囲に調節することを特徴とする。
(もっと読む)
無アルカリガラス基板
【課題】回路形成時にフォトマスクによる補正が可能な大型の無アルカリガラス基板とその製造方法を提供する。
【解決手段】短辺、長辺ともに1500mm以上の無アルカリガラス基板において、常温から10℃/分の速度で昇温し、保持温度450℃で10時間保持し、10℃/分の速度で降温(図1に示す温度スケジュールで熱処理)したときに、基板内の熱収縮率絶対値の最大値と最小値の差が5ppm以内となることを特徴とする。この基板は、成形時の冷却過程において、徐冷点から(徐冷点−100℃)の温度の範囲での平均冷却速度が、板幅方向の中央部分と端部とで100℃/分以内でとなるように調節することで作製可能である。
(もっと読む)
ガラス板の製造方法
【課題】アニール工程におけるガラスリボンの姿勢の乱れを可及的に低減し、ガラスリボンの内部歪や反りを確実に除去する。
【解決手段】ガラス板の製造工程に含まれる徐冷ゾーン3において、ガラスリボンGを幅方向で湾曲させて湾曲部5を形成するとともに、ガラスリボンGの幅方向の少なくとも一部領域の上下で、湾曲部5の表裏方向の凹凸の向きを反転させる。これにより、ガラスリボンGの上下方向及び幅方向における折り曲げ抵抗を大きくする。
(もっと読む)
ディスプレイ用のガラス基板の製造方法およびフラットパネルディスプレイの製造方法
【課題】搬送時のたわみや加熱処理による熱反りを抑制したディスプレイ用ガラス基板を提供する。
【解決手段】短辺が300mm以上の矩形で、かつ板厚が0.3mm以上、6mm以下であって、残留歪による、板厚方向で測定した基板面内の偏差応力が、基板の周囲に沿って圧縮方向で分布し、各辺の近傍で辺と平行方向での偏差圧縮応力の最大値が0.3MPa以上のディスプレイ用ガラス基板。
(もっと読む)
シート厚さ制御方法および装置
本発明は一般に、ガラスシートを成形する方法および装置に関する。より具体的には、本発明は、溶融ガラスから成形されるガラスシートの厚さを制御する方法および装置に関する。  (もっと読む)
(もっと読む)
ガラス基板の製造方法
【課題】ダウンドロー法により熱収縮率の小さなガラス基板を直接製造し得るガラス基板の製造方法を提供する。
【解決手段】本発明に係るガラス基板の製造方法は、ダウンドロー法により溶融ガラスをリボン状のガラスリボンに形成する形成工程と、ガラスリボンを徐冷する徐冷工程と、徐冷工程の後に、ガラスリボンを切断してガラス基板を得る切断工程とを備えるガラス基板の製造方法に関する。本発明に係るガラス基板の製造方法では、徐冷工程において、ガラスリボンの徐冷点からガラスリボンの徐冷点よりも50℃低い温度までの間の温度範囲におけるガラスリボンの平均冷却速度が下記式を満たすようにガラスリボンを冷却する。
log10R≦0.00018361Ta2−0.23414Ta+75.29
但し、
R:ガラスリボンの平均冷却速度(℃/分)、
Ta:ガラスリボンの徐冷点(℃)、
である。
(もっと読む)
応力制御領域
【課題】ダウンドロー・ガラス製造法(例えば、フュージョン・ダウンドロー法)において形成されるガラスリボン(15)内の応力及びその形状を制御するための方法及び装置を提供する。
【解決手段】ある実施形態において、応力制御領域(50)は、第1組の牽引ロール(60)の下方で、かつ第2組の牽引ロール(70)の上方の位置においてドローイング法に取り込まれる。応力制御領域(50)は、ガラスリボン(15)において150mm以下の延伸横断方向空間温度分解能を有する。応力制御領域(50)は、ガラスの設定領域(31)、例えば、低い3番目の設定領域に位置付けられ得る。このようにして、リボン(15)に多大なエネルギー量を導入することなく応力を制御することができ、それ故にリボン(15)が例えばカーテン反りなどの延伸横断方向反りを生み出す機会が低減される。
(もっと読む)
1 - 10 / 14
[ Back to top ]