
国際特許分類[C21D1/08]の内容
化学;冶金 (1,075,549) | 鉄冶金 (18,991) | 鉄系金属の物理的構造の改良;鉄系もしくは非鉄系金属または合金の熱処理用の一般的装置;脱炭,焼もどし,または他の処理による金属の可鍛化 (13,238) | 熱処理,例.焼なまし,硬化,焼入れ,焼きもどし,の一般的方法または装置 (4,197) | 表面硬化 (1,498) | 火炎によるもの (7)
国際特許分類[C21D1/08]に分類される特許
1 - 7 / 7
ガス炉の制御装置及び方法
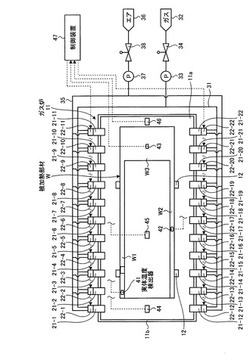
【課題】ガス炉の制御装置及び方法において、被加熱部材の高精度な熱処理を可能とする。
【解決手段】炉壁に複数のバーナ21を設けてガス炉11を構成し、炉内に支持された被加熱部材Wにおける薄肉の円筒部W1と中間部W2と厚肉の底部W3の温度を直接検出する温度検出器41,42,43を設け、制御装置47は、この温度検出器41,42,43が検出した被加熱部材Wの実体温度に基づいて、この実体温度が目標温度となるように、複数のバーナ21の出力を調節する。
(もっと読む)
球状黒鉛鋳鉄からなるプレス成形用金型及びその製造方法

【課題】金型部材を特殊な組成の球状黒鉛鋳鉄とし、かつ焼き入れ工程の工夫により、高靭性と高硬度との両特性を兼ね備えるプレス金型を得る。
【解決手段】球状黒鉛鋳鉄の組成は、重量比でC:3.3〜3.8%、Si:1.8〜2.4%、Mn:0.3〜0.5%、Mg:0.03〜0.06%、Cu:0.4〜0.6%、Ni:0.3〜1.2%、Cr:0.3〜1.0%、Mo:0.3〜0.5%、残部Feとする。Cu、Ni、Cr、Moを適切な量で加入して通常に鋳造してベースの硬度及び靭性を確保し、その後、切刃部または曲げ刃部を強制水冷による火炎焼き入れを施すことによって硬度アップを図るとともに、変形を最小限に留めるようにする。
(もっと読む)
火炎焼入れ装置およびこの火炎焼入れ装置を使用した焼入れ方法
【課題】 ワークの火炎焼入れを一人の作業者により均一に行うことができるようにすることである。
【解決手段】火炎焼入れ装置10は加熱手段20および冷却手段40を備えている。加熱手段40は第1ノズル31を有し、冷却手段40は第2ノズル51を有し、第1ノズル31の先端31aと第2ノズル51の先端51aを一定の間隔に保持しつつ、第2ノズル51の先端51aが第1ノズル31の先端31aの周りに回転可能である。第1ノズル31の先端31aからワーク60を加熱する火炎32を噴出し、第2ノズル51の先端51aからワーク60を冷却する冷却水52を噴出する。さらに、第2ノズル51は回転可能なユニバーサルエルボ45に接続されて保持され、ユニバーサルエルボ45の出口の回転中心軸は第1ノズル31の先端31aから火炎32を噴出する方向と一致している。
(もっと読む)
鉄合金製機構部品の表面改質法
【課題】特性の制限や後加工を要することなく、部品の表面の硬度、耐疲労強度、耐磨耗性、耐食性を向上させて靭性も併せ持たせる鉄合金製機構部品の表面改質法を提供する。
【解決手段】鉄合金製機構部品をオーステナイト領域の温度に急速加熱した後、オーステナイト領域以下の温度まで急速冷却する加熱・冷却工程を少なくとも3回以上繰り返す熱処理を施して焼入れする。この熱処理により、平均結晶粒径を1〜10μmに調製する。熱処理は、高周波焼入れ、レーザ焼入れ、火炎焼入れ、電解焼入れまたは電子ビーム焼入れによって行う。
(もっと読む)
鉄鋼製部材の耐摩耗、耐酸化、表面処理方法
【課題】型材や切削工具等の鉄鋼製部材に耐酸化、耐摩耗表面処理を行う場合に、基板材の硬さも高いことが必要であるため、工具鋼であるSKH-51のような高合金鋼や超硬合金を使用しており、材料コストが大きくなるという課題がある。
【解決手段】基板材として炭素鋼や可鍛鋳鉄のような低合金を用い、この基板材の焼き入れ温度以上の高温での耐酸化性、耐熱性を有するTi-Al-N系又はAl-Cr-N系又はAl-Cr-Si-N系の皮膜を最外層とする皮膜をアーク式イオンプレーティングで形成した後、火炎焼き入れ等の局部的熱処理により耐摩耗性必要部位の焼入れを行うことにより、低コストの低合金を基板材とした鉄鋼製部材の耐摩耗性、耐酸化性を付与する製造方法、及び低合金を用いて上記表面処理後に基板材の硬化熱処理を行うための、耐熱、耐酸化表面処理サービス。
(もっと読む)
機械部品の円筒部端面の熱処理方法
【課題】円筒部を有し、その円筒部の一端側と他端側の肉厚が異なる機械部品の前記円筒部の肉厚大側の端面を、円筒部の一端側の内径と他端側の内径の縮み量に大きな差を発生させずに熱処理できるようにすることを課題としている。
【解決手段】機械部品1に設けられた円筒部2の肉厚小側の端面Bを、その面Bの熱処理が要求されないときにも加熱し、その後、焼き入れなどが要求される円筒部2の肉厚大側の端面Aを加熱する。この方法を採ると、円筒部2の一端側と他端側の穴寸法精度の悪化が抑えられ、機械加工なしで要求される穴寸法精度を確保することができる。
(もっと読む)
鉄合金製機構部品の表面改質法
【課題】特性の制限や後加工を要することなく、部品の表面の硬度、耐疲労強度、耐磨耗性、耐食性を向上させて靭性も併せ持たせる鉄合金製機構部品の表面改質法を提供する。
【解決手段】鉄合金製機構部品をオーステナイト領域の温度に急速加熱した後、オーステナイト領域以下の温度まで急速冷却する加熱・冷却工程を少なくとも3回以上繰り返す熱処理を施して焼入れする。この熱処理により、平均結晶粒径を1〜10μmに調製する。熱処理は、高周波焼入れ、レーザ焼入れ、火炎焼入れ、電解焼入れまたは電子ビーム焼入れによって行う。
(もっと読む)
1 - 7 / 7
[ Back to top ]