
住友電工焼結合金株式会社により出願された特許
1 - 10 / 214
内接歯車式オイルポンプ用ロータ
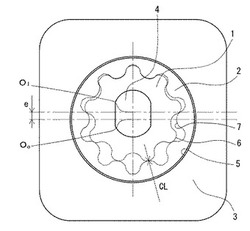
【課題】この発明は、アウターロータ歯底にポケット部を設けても、ポンプ性能の低下が起こらないようにすることを課題とする。
【解決手段】外歯を有するインナーロータと、前記外歯と噛み合う内歯を有するアウターロータとを含む内接歯車式オイルポンプロータであって、前記内歯はポケット部を歯底に有し、前記ポケット部の開始点における、前記アウターロータの歯形曲線の接線と前記アウターロータ中心と歯底中央とを通る直線とによって作られる角度αが40度以上、70度以下である内接歯車式オイルポンプロータとした。
(もっと読む)
粉末成形体のチャッキング装置

【課題】脆弱な上に真空吸引や磁力による吸着保持もできない粉末成形体であっても、変形や破損を生じさせずに掴んで搬送することを可能にすることを課題としている。
【解決手段】チャックハンド2,2と、各チャックハンドを個別に支えるアーム3,3と、そのアームを互いに接近、離反させてチャックハンド2,2を開閉する駆動機構4と、チャックハンド2を案内するスライドガイド5と、分散配置されてチャックハンド2を閉じ方向に付勢する複数個のばね7を備えさせて粉末成形体のチャッキング装置1を構成した。
(もっと読む)
圧粉磁心
【課題】高透磁率で低損失な圧粉磁心、及びその製造方法を提供する。
【解決手段】軟磁性粒子の表面に絶縁被膜を有する複数の被覆粒子から構成される圧粉磁心であり、軟磁性粒子がFe-Si-Al合金粒子とFe-Ni合金粒子とで構成されている。Fe-Si-Al合金粒子の平均粒径が25μm〜100μm、Fe-Ni合金粒子の平均粒径が25μm未満である。複数のFe-Si-Al合金粒子がつくる隙間に、相対的に圧縮性に優れる上に保磁力が小さい微粒のFe-Ni合金粒子を充填させることで、成形性に優れる上に、透磁率の向上及び低損失を図ることができる。原料粉末を圧縮成形した後、加熱温度:550℃〜900℃の熱処理を施すことで、成形時の歪を除去してヒステリシス損を低減でき、かつ絶縁被膜の熱的損傷を防止して渦電流損を低減できることからも、低損失な圧粉磁心が得られる。
(もっと読む)
粉末成形用金型
【課題】粉末成形体をダイの成形孔の上方へ抜き出す際に、粉末成形体が損傷するのを抑制することができる粉末成形用金型を提供する。
【解決手段】粉末成形用金型1は、成形孔3を有するダイ2と、成形孔3に上方から挿入されるとともに下端面4aに粉末成形体Wの上面に転写する起伏が形成された上パンチ4と、成形孔3に下方から挿入されるとともに上端面5aに粉末成形体Wの下面に転写する起伏であってかつ上パンチ4の下端面4aの起伏と異なる起伏が形成された下パンチ5とを備えている。ダイ2における成形孔3の上側の開口周縁2a1には、下パンチ5の上端外周縁5a1の起伏に合わせた起伏が形成されている。
(もっと読む)
内接歯車ポンプ
【課題】歯数がnのインナーロータと歯数が{n+1}のアウターロータを組み合わせた内接歯車ポンプにおいて、ロータ回転に伴う噛み合いピッチ径や噛み合い圧力角の変動を抑制し、ポンプ性能を高めることを課題としている。
【解決手段】インナーロータ2とアウターロータ3を組み合わせたポンプロータを有し、前記インナーロータ2とアウターロータ3の噛み合いが偏心軸CLに対して常にロータの回転方向後方で起こる内接歯車ポンプのアウターロータ3の歯面曲線の噛み合い部付近にある領域を、インナーロータ2の噛み合い部付近の歯面形状が転写された形状とした。
(もっと読む)
内接歯車ポンプ
【課題】トロコイド曲線を利用して歯形を創成したインナーロータと、そのインナーロータの歯形曲線群の軌跡の包絡線で歯形を創成したアウターロータを備える内接歯車ポンプについて、高吐出圧下で高容積効率が求められるときにも要求チップクリアランスのレンジに見合った歯形精度の管理を行えるようにすることを課題としている。
【解決手段】直径Aの基礎円上を滑りなく転がる直径Bの転円の固定点の軌跡でトロコイド曲線を描き、そのトロコイド曲線上に中心を持つ、直径Cの軌跡円の群れの包絡線を歯形となした歯数がnのインナーロータと、軌跡円直径をC´とした創成用インナーロータの中心がアウターロータ中心を中心とする直径2eの円S上を1周公転し、その間に創成用インナーロータが(1/n)回自転し、このときの創成用インナーロータの歯形曲線群の包絡線を歯形となした歯数が(n+1)のアウターロータを組み合わせて内接歯車ポンプを構成した。
(もっと読む)
圧粉成形体の成形方法
【課題】圧粉成形体を均一な品質で生産性良く成形可能な圧粉成形体の成形方法を提供する。
【解決手段】原料粉末3を用意する(準備工程)。第一パンチ(下パンチ12)の外周面12sとダイ10の内周面10sとの間に金型用潤滑剤を存在させ、この状態でこれら下パンチ12とダイ10とを相対的に移動させて、ダイ10の内周面10sに金型用潤滑剤を塗布する(塗布工程)。キャビティに、原料粉末3を充填し、当該原料粉末3を加圧して圧粉成形体100を成形する(成形工程)。ここで、塗布工程では、下パンチ12に設けられた供給口12iから金型用潤滑剤を吐出し、かつ下パンチ12に設けられた排出口12oからその吐出された金型用潤滑剤を回収しつつ、ダイ10の内周面10sに金型用潤滑剤を塗布する。
(もっと読む)
はすば歯車用金型
【課題】成形するはすばと同一リード角のガイド溝を有するガイド部で、ダイを成形時に案内して回転させ、その際に、下パンチを追従回転させるはすば歯車成形金型の初期セットを容易化することを課題としている。
【解決手段】ダイ1、ダイの成形用はすばG1と噛み合うはすばG2,G3を外周に形成した下パンチ2及び上パンチ3、コアロッド4、成形用はすばと同一リード角のガイド溝5aを備えたガイド部5を有し、上パンチ3がダイ1に押し込まれてキャビティ19内の原料粉末Pが圧縮され、このときに、下パンチ2がダイに追従して回転するはすば歯車成形用の金型において、位置の固定されたガイドホルダ9にボールプランジャ17を設け、そのボールプランジャのボールが、ガイド部5と下パンチ2の位相が一致した位置で下パンチ2の取付け部の外周に設けた係合用凹部に係合してガイド部5と下パンチ2の位置決め状態が保持されるようにした。
(もっと読む)
内接歯車ポンプ
【課題】歯数がnのインナーロータと、歯数が(n+1)のアウターロータを組み合わせたポンプロータを備える内接歯車ポンプについて、チャンバ内圧力の急変を抑制してポンプのNV特性を改善することを課題としている。
【解決手段】ロータ室6の端面に形成されるチャンバ閉じ込み部9の設置領域を、インナーロータ2の回転角で表したときに閉じ込み角度よりも狭くし、チャンバ10が吸入ポート7から切り離される前に吐出ポート8に連通するようにした。
(もっと読む)
圧粉成形体及び電流センサ
【課題】生産性よく高性能な電流センサが得られる圧粉成形体、及びその製造方法、電流センサを提供する。
【解決手段】ギャップ120を有する磁気コア110と、ギャップ120に介在された磁電変換素子200とを具える電流センサ100であり、磁気コア110として、磁性粒子の外周に絶縁被覆を具えた被覆磁性粉末が加圧成形された圧粉成形体を具える。この圧粉成形体は、磁性粒子がFeを97質量%以上含有し、平均粒径が165μm以上であり、絶縁被覆が実質的にFe3(P2O7)2から構成されている。この圧粉成形体は、Fe成分が多いことで飽和磁束密度が高くなって直線性を高められ、比較的粗粒であることで保磁力が低下してヒステリシス誤差を低減でき、耐熱性に優れる特定の絶縁被覆を具えることで、歪み除去のための熱処理の温度を高めても十分に絶縁性を保持できて周波数特性に優れる。圧粉成形体は、珪素鋼板よりも生産性に優れる。
(もっと読む)
1 - 10 / 214
[ Back to top ]