
国際特許分類[C21D9/18]の内容
化学;冶金 (1,075,549) | 鉄冶金 (18,991) | 鉄系金属の物理的構造の改良;鉄系もしくは非鉄系金属または合金の熱処理用の一般的装置;脱炭,焼もどし,または他の処理による金属の可鍛化 (13,238) | 特定の品物に用いられる熱処理,それに用いる炉,例.焼なまし,硬化,焼入れ,焼もどし (5,563) | ナイフ,大かま,はさみ,または類似の手動切断工具用 (12)
国際特許分類[C21D9/18]に分類される特許
1 - 10 / 12
耐久性に優れた帯状打抜き刃用鋼板および帯状打抜き刃
【課題】良好な曲げ加工性を有し、かつ耐久性を更に改善した帯状打抜き刃を提供する。
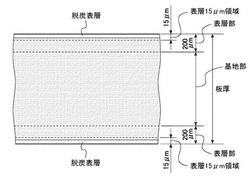
【解決手段】鋼板表面から200μmを超える基地部は、C:0.40〜0.80質量%、Nb:0.10〜0.50質量%を含有する化学組成を有し、ベイナイト中または焼戻しマルテンサイト中にセメンタイトからなる球状炭化物が1.0体積%以上存在し、かつ円相当径0.5μm以上のNb含有炭化物の存在密度が900μm2あたり10.0個以上である金属組織を有し、硬さが300〜450HVに調整されており、表層部にはフェライト単相組織からなる厚さ5μm以上の脱炭表層があり、表層15μm領域において円相当径0.5μm以上のNb含有炭化物の存在密度が900μm2あたり0〜5.0個である、耐久性に優れた帯状打抜き刃用鋼板。
(もっと読む)
切刃およびその製造方法

【課題】刃の表面に印章を提供する。
【解決手段】炭素鋼材料から形成された本体を含む刃が提供される。前記本体は刃先部と側面部とを有する。前記側面部はその上に有色酸化被膜220を有する。前記酸化被膜の選択された部分は前記下層の炭素鋼材料が露出されるように除去されて、当該酸化被膜と前記露出された炭素鋼材料との間の色の対比によって前記刃の表面に印章が提供される。
(もっと読む)
チタンクラッド鋼刃物及びその製造方法
【課題】刃物鋼として使用するための焼き入れ硬化処理を行なっても、クラッド接合部からの層間剥離を起こさず、しかも軽量性と耐食性及び耐久性に優れたチタン材料で構成した使い易いチタンクラッド鋼刃物及びその製造方法を提供する。
【解決手段】ステンレス刃物鋼材1と、チタン系材料で構成する刃物外皮材5と、前記ステンレス刃物鋼材と前記刃物外皮材との間に、ステンレス刃物鋼材ならびに刃物外皮材とは異なる複数の材料を重ね合わせてクラッド材としたチタンクラッド刃物鋼であって、前記ステンレス刃物鋼材ならびに刃物外皮材とは異なる複数の材料は、ステンレス刃物鋼材側から、銅合金の第3中間層2、Moの第2中間層3、V族元素金属の第1中間層4の順に重ね合わせたチタンクラッド刃物であり、特に熱間圧延工程の前段階で真空脱気を行う製造方法により、クラッド接合部からの層間剥離を起こさない軽量性と耐食性及び耐久性に優れたチタン材料で構成したチタンクラッド鋼とし、良質な刃物用材とする。
(もっと読む)
刃物およびその製造方法ならびにスライス装置
【課題】良好な切れ味を確保しながら高い耐食性を発揮する刃物を提供する。
【解決手段】母材23がオーステナイト系ステンレス鋼からなる刃物であって、刃物の表層部に、母材23のオーステナイト相に炭素が固溶することにより、最大硬度がHv600以上の母材23より硬度の高い炭素固溶硬化層24が形成され、上記炭素固溶硬化層24により刃先21が構成されている。したがって、脆性によって刃付けや再研磨ができないという問題が生じることがなく、高硬度でシャープな刃を立てて、食肉に使用した場合にも優れた切れ味を発揮し、ドリップによる商品価値の低下や食感の悪化という問題が生じにくい。また、従来のマルテンサイト系のものに比べて格段に高い耐食性を発揮する。
(もっと読む)
高い耐摩耗性を持つグラニュレータブレード及び該ブレードを鋭利にする方法
冷間加工工具鋼製の、高い耐摩耗性を持つグラニュレータ用のブレードであって、好ましくは高いバナジウム含有率を持ち、かつ加工後に、500℃〜700℃なる範囲の温度にて熱的に処理されている。該ブレードの鋭利化は、適当な操作条件の下で、ダイプレート表面に対して、該ブレードを研磨することによって行われる。 (もっと読む)
刃物用ステンレス鋼材およびその製造法
【課題】腐食環境下での切れ味持続性を顕著に改善した比較的低廉な刃物用素材を提供する。
【解決手段】質量%で、C:0.05〜0.5%、Si:1%以下、Mn:1%以下、Cr:10〜16%、さらに必要に応じてTi、Nb、V、WおよびMoの1種以上:合計1%以下、残部Feおよび不可避的不純物の組成を有し、マトリクスがマルテンサイト相であり、炭化物の析出量が2質量%以下であり、硬さが450HV以上である焼戻し処理された刃物用ステンレス鋼材。この鋼材は、1000〜1150℃で保持したのち急冷する焼入れ処理を施し、その後、200〜240℃で保持する焼戻し処理を施すことにより製造される。
(もっと読む)
シェービングカミソリ用の切断部材
局所熱処理加工、例えば、レーザーエネルギーの適用を受けているカミソリ用の切断部材が提供される。一部の例では、切断部材には曲げ部分が含まれており、延性を向上させることによって曲げ部分を形成しやすくするために、局所熱処理加工が使用される。 (もっと読む)
かみそりブレードの着色の自動制御
自動色制御の方法およびシステムが提供される。これらの方法およびシステムは、熱処理された鋼、例えばかみそりブレード鋼を着色するための様々な酸化プロセスに使用するのに適している。色を測定する工程、測定された色を目標の色値と比較し、それらの間の差を定量化する工程、および、差が予め定められた閾値を超える場合、測定された色および目標色が同等になるか、または予め定められた差異以内になるように、色調節パラメータ、例えば、酸化区域への空気流を調節する工程を包含する、フィードバックループ(閉ループ制御)が確立される。  (もっと読む)
(もっと読む)
複合ユーティリティナイフブレードとそのブレードの製造方法
複合ユーティリティブレードとそのようなブレード(10)を製造する方法は、高速度鋼または工具鋼ワイヤ(44)を合金鋼峰部材ストリップ(34)の前端部に突き合わせ溶接するステップを含む。ワイヤ(44)は、ブレード(10)の切刃部(14)の断面形状に実質的に対応する既定の断面形状を備える。ワイヤ(44)を峰部材ストリップ(34)に電子ビーム溶接し、合金鋼峰部材ストリップ(34)で形成された第一金属部分(20)と、高速度鋼または工具鋼ワイヤ(44)で形成された第二金属部分(22)と、第一と第二金属部分(20,22)を接合する溶接域(28)とを備える複合ストリップ(46)を形成する。切刃部(14)には,AlTiNコーティング、TiNコーティング、またはAlTiNの内層コーティングとTiNの外層コーティングを施し得る。  (もっと読む)
(もっと読む)
色のついたかみそりブレード
色のついたかみそりブレードが提供される。そのようなブレードを製造する方法も提供され、ブレード材料を焼入れプロセスに曝す工程、及び焼入れプロセス中にブレード材料を酸化して酸化層をブレード材料上に形成する工程を伴う方法が含まれる。その方法には、酸化工程の後でブレード材料を急冷してブレード材料のマルテンサイト変態を開始する工程、及び焼入れしたブレード材料をかみそりブレードに形成する工程も含み、酸化層により、色のついた表面を有するかみそりブレードが提供される。  (もっと読む)
(もっと読む)
1 - 10 / 12
[ Back to top ]