
国際特許分類[C22C38/54]の内容
化学;冶金 (1,075,549) | 冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理 (53,456) | 合金 (38,126) | 鉄合金,例.合金鋼 (19,815) | クロムを含有するもの (6,130) | ニッケルを共に含有するもの (4,065) | ほう素を共に含有するもの (590)
国際特許分類[C22C38/54]に分類される特許
31 - 40 / 590
低炭素系鋳鋼ショット
【課題】形状が均一で、金属組織、硬さのバラツキが小さく、研掃能力の安定した低炭素系鋳鋼ショットを提供する。
【解決手段】質量%で、C:0.1〜0.25%、Si:0.1〜0.3%、Mn:0.4〜1.0%、Cr:0.3〜1.0%、P:0.05%以下、S:0.05%以下を含有し、必要により、NiとCuを単独又は合計で0.4〜1.0%、Moを0.1〜0.3%、Alを0.04〜0.12、Bを0.001〜0.05、V、NbおよびTiの1種以上を合計で0.05〜0.5含有する組成の低炭素系鋳鋼ショット。
(もっと読む)
冷間加工用機械構造用鋼およびその製造方法、並びに機械構造用部品
【課題】比較的簡便な球状化焼鈍を施した場合であっても、これまで以上の軟質化を図ることができ、硬さのばらつきの小さくなるような冷間加工用機械構造用鋼、およびこのような冷間加工用機械構造用鋼を製造するための有用な方法、並びにこのような冷間加工用機械構造用鋼から得られる機械構造用部品を提供する。
【解決手段】所定の化学成分組成を有し、鋼の金属組織が、パーライトとフェライトを有し、全組織に対するパーライトとフェライトの合計面積率が95面積%以上であると共に、フェライトの面積率Aが、所定の式で表されるAe値との関係でA>Aeを満足し、且つ隣り合う2つの結晶粒の方位差が15°よりも大きい大角粒界で囲まれたbcc−Fe結晶粒の平均円相当直径が5μm以上、15μm未満である。
(もっと読む)
冷間加工用機械構造用鋼およびその製造方法、並びに機械構造用部品
【課題】通常の球状化焼鈍を施した場合であっても、これまで以上の軟質化を図ることができるような冷間加工用機械構造用鋼、およびこのような冷間加工用機械構造用鋼を製造するための有用な方法、並びにこのような冷間加工用機械構造用鋼から得られる機械構造用部品を提供する。
【解決手段】所定の化学成分組成を有し、鋼の金属組織が、パーライトとフェライトを有し、全組織に対するパーライトとフェライトの合計面積率が95面積%以上であると共に、フェライトの面積率Aが、下記(1)式で表されるAe値との関係でA>Aeを満足し、且つ隣り合う2つの結晶粒の方位差が15°よりも大きい大角粒界で囲まれたbcc−Fe結晶粒の平均円相当直径が15〜35μmである。
Ae=(1.0−Ceq1)×96.75 …(1)
但し、Ceq1=[C]+0.1×[Si]+0.06×[Mn]であり、[C],[Si]および[Mn]は、夫々C,SiおよびMnの含有量(質量%)を示す。
(もっと読む)
耐サワー性能に優れた調質型低降伏比厚鋼板およびその製造方法
【課題】本発明では、耐サワー性能を低下させることなく、降伏比が低く冷間〜熱間における加工性に優れた厚鋼板およびその製造方法を提供する。
【解決手段】 C:0.03%以上0.08%未満、Si:0.5%以下、Mn:0.5〜1.5%、P:0.010%以下、S:0.0030%以下、Al:0.005〜0.050%、Ti:0.005〜0.025%、B:0.0003%以下、Ca:0.0005〜0.0050%、O:0.0030%以下を含有し、さらにCu:0.5%以下、Ni:0.5%以下、Cr:0.5%以下、Mo:0.5%以下、Nb:0.10%以下、V:0.10%以下の中から選ばれる1種または2種以上を含有し、Ceqを0.28以上、PHICを1.00以下、ACRを1.0〜4.0とし、残部Feおよび不可避的不純物からなる厚鋼板であり、板厚中央部の組織がポリゴナルフェライトおよび擬ポリゴナルフェライトを主体とする組織で、これらの平均粒径を10〜40μm、平均アスペクト比を2.0以下とし、硬質第2相の体積分率を20vol%以下、平均アスペクト比を2.0以下とすることを特徴とする耐サワー性能に優れた調質型低降伏比厚鋼板。
(もっと読む)
冷間加工用機械構造用鋼およびその製造方法、並びに機械構造用部品
【課題】通常の球状化焼鈍を施した場合であっても、これまで以上の軟質化を図ることができ、しかも良好な高周波焼入れ性を発揮できるような冷間加工用機械構造用鋼、およびこのような冷間加工用機械構造用鋼を製造するための有用な方法、並びにこのような冷間加工用機械構造用鋼から得られる機械構造用部品を提供する。
【解決手段】所定の化学成分組成を有し、鋼の金属組織が、パーライト、フェライトおよびベイナイトを有し、全組織に対するパーライト、フェライトおよびベイナイトの合計面積率が95面積%以上、パーライトとフェライトの合計面積率が70面積%以上、ベイナイトの面積率が10超〜30面積%であると共に、フェライトの面積率Aが、所定の関係式を満足し、且つ隣り合う2つの結晶粒の方位差が15°よりも大きい大角粒界で囲まれたbcc−Fe結晶粒の平均円相当直径が15〜35μmである。
(もっと読む)
耐サワー性能に優れた調質型低降伏比厚鋼板およびその製造方法
【課題】耐サワー性能を低下させることなく、降伏比が低く冷間〜熱間における加工性に優れた厚鋼板およびその製造方法を提供する
【解決手段】C:0.03%以上0.08%未満、Si:0.5%以下、Mn:0.5〜1.5%、P:0.010%以下、S:0.0030%以下、Al:0.005〜0.050%、Ti:0.005〜0.025%、B:0.0003%以下、Ca:0.0005〜0.0050%、O:0.0030%以下を含有し、さらにCu:0.5%以下、Ni:0.5%以下、Cr:0.5%以下、Mo:0.5%以下、Nb:0.10%以下、V:0.10%以下の中から選ばれる1種または2種以上を含有し、Ceqを0.28以上、PHICを1.00以下、ACRを1.0〜4.0とし、残部Feおよび不可避的不純物からなる厚鋼板であり、板厚中央部の組織が平均アスペクト比2.0以下、平均粒径40μm以下のポリゴナルフェライトおよび擬ポリゴナルフェライトを10〜60vol%含む組織で、硬質第2相との硬度(Hv)差が20〜100であることを特徴とする耐サワー性能に優れた調質型低降伏比厚鋼板。
(もっと読む)
耐圧潰性および耐サワー性に優れた高強度ラインパイプおよびその製造方法
【課題】耐圧潰性および耐サワー性能を低下させることなく、高生産性、低コストで製造できる高強度ラインパイプおよびその製造方法を提供することを目的とする。
【解決手段】厚鋼板からなる母材を管状に成形し、その突合せ部を2層以上の溶接によって接合した溶接鋼管であって、質量%で、C: 0.02〜0.08%、Si: 0.01〜0.50%、Mn: 0.5〜1.5%その他一定含有量のP、S、Al、Nb、
Ca、Oを含有し、さらに、一定量のCu、Ni、Cr、Moの中から選ばれる1種以上を含有し、さらに、Ceqが0.30以上、PHICが1.00以下、ACRが1.0〜6.0で、残部Feおよび不可避的不純物からなり、管厚全域で島状マルテンサイト(M−A)の体積分率が4%以下で、母材表層部、母材管厚中心部の金属組織と硬さを規定した耐圧潰性および耐サワー性に優れた高強度ラインパイプ及びその製造方法。
(もっと読む)
耐圧潰性に優れた高強度耐サワーラインパイプ及びその製造方法
【課題】耐圧潰性および耐サワー性能を低下させることなく、高生産性、低コストで製造できる高強度ラインパイプおよびその製造方法を提供することを目的とする。
【解決手段】厚鋼板からなる母材を管状に成形し、その突合せ部を2層以上の溶接によって接合した溶接鋼管であって、質量%で、C: 0.02〜0.08%、Si: 0.01〜0.50%、Mn: 0.5〜1.5%その他一定含有量のP、S、Al、Nb、
Ca、Oを含有し、さらに、一定量のCu、Ni、Cr、Moの中から選ばれる1種以上を含有し、さらに、Ceqが0.30以上、PHICが0.10以下、ACRが1.00〜6.00で、残部Feおよび不可避的不純物からなり、表層部、管厚中心部の金属組織と硬さを規定した高強度耐サワーラインパイプ及びその製造方法。
(もっと読む)
耐圧潰性および耐サワー性に優れた高強度ラインパイプおよびその製造方法
【課題】耐圧潰性および耐サワー性能を低下させることなく、高生産性、低コストで製造できる高強度ラインパイプおよびその製造方法を提供することを目的とする。
【解決手段】厚鋼板からなる母材を管状に成形し、その突合せ部を2層以上の溶接によって接合した溶接鋼管であって、質量%で、C: 0.02〜0.08%、Si: 0.01〜0.50%、Mn: 0.5〜1.5%その他一定含有量のP、S、Al、Nb、
Ca、Oを含有し、さらに、一定量のCu、Ni、Cr、Moの中から選ばれる1種以上を含有し、さらに、Ceqが0.30以上、PHICが1.00以下、ACRが1.0〜6.0で、残部Feおよび不可避的不純物からなり、管厚全域で島状マルテンサイト(M−A)の体積分率が1%以下で、母材表層部、母材管厚中心部の金属組織と硬さを規定した耐圧潰性および耐サワー性に優れた高強度ラインパイプ及びその製造方法。
(もっと読む)
P含有高強度合金化溶融亜鉛めっき鋼板の製造方法
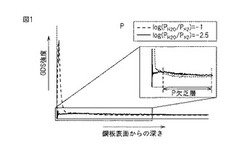
【課題】P含有高強度鋼板をめっき原板とし、水溶液塗布設備やプレめっき設備を用いず、めっき前焼鈍時に複雑な雰囲気制御を行わずに合金化速度を促進して、P含有高強度合金化溶融亜鉛めっき鋼板を製造する。
【解決手段】連続溶融亜鉛めっき設備で、Pを0.01〜0.1質量%含むめっき原板(鋼板)に溶融亜鉛めっきを施し、高強度合金化溶融亜鉛めっき鋼板を製造する方法において、(a)めっき原板(鋼板)を、H2を1〜15質量%含有し、残部がN2、H2O、及び、不可避的不純物からなり、水蒸気分圧と水素分圧が特定の関係を満たす雰囲気中で750〜850℃の温度域に40秒以上保持し、その後、(b)Alを添加した溶融亜鉛めっき浴の中に浸漬し、次いで、(c)めっき層の加熱合金化処理を450〜550℃の温度域で行う。
(もっと読む)
31 - 40 / 590
[ Back to top ]