
国際特許分類[C22C49/11]の内容
化学;冶金 (1,075,549) | 冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理 (53,456) | 合金 (38,126) | 金属または非金属の繊維またはフィラメントを含む合金 (268) | マトリックス材料に特徴があるもの (138) | 耐火金属 (22) | チタン (21)
国際特許分類[C22C49/11]に分類される特許
1 - 10 / 21
複合金属材料及びその製造方法
【課題】 チタンを基材とし、燃料電池用のセパレータ等に利用できる、導電性に優れた複合金属材料及びその製造方法を提供する。
【解決手段】 チタン粉末にカーボン繊維を加えた粉末を粉砕混合して混合粉末10を調製する工程と、前記混合粉末10に圧縮荷重を加えながら剪断荷重を負荷することにより、前記混合粉末10を固化して成形体とする圧縮剪断法による加工を施す工程とにより、Tiを基材とする導電性に優れた複合金属材料を提供することができる。
(もっと読む)
繊維から成る内部補強材を有する複合金属部品を製造する方法、それを実施するためのブランク、およびこのようにして得られる金属部品
金属本体または容器(10)に補強繊維(14)から成るインサートを圧密化することによって複合金属部品を実現する間に、圧密化に使用されるガスが、インサート(14)を覆う蓋(16)と容器(10)との間でインサート(14)を受け入れるために容器(10)に形成されるキャビティ(12)に入ることがある。この種の侵入は、圧密化、ならびに、それらの間で、および/またはキャビティ(12)の壁(10a)に対してインサート(14)の繊維シースの拡散溶接を妨げ、または低下させる場合がある。前記問題を解決するために、本発明は、容器(10)の上に蓋(16)を事前溶接することを含む。本発明は、温度を上昇させ、維持することを含む段階の後に、加圧ガスを加熱供給し、前記部品を得るためにアセンブリを機械加工することを含む段階によって、等静水圧圧密化を開始させることを含む。温度上昇段階は、調圧された蓋の壁(16a)および容器の壁(10a)を硬く接続する材料の拡散事前溶接を行うように調整される。本発明は、航空機の着陸装置用の部品などの、引張圧縮抵抗を有する部品を設計するために使用され得る。 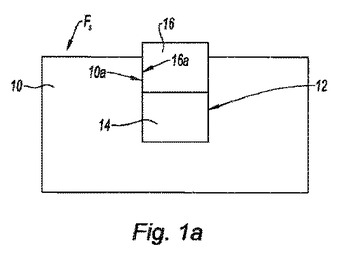 (もっと読む)
(もっと読む)
金属およびナノ粒子を含む複合材料
本発明は、配合物が、100nmより大きく200nmまで、好ましくは120nmおよび200nmの間の範囲で平均寸法を有する微結晶の金属微結晶構造を有することを特徴とする金属およびナノ粒子、特にカーボンナノチューブ(CNT)を含む配合物材料に関する。 (もっと読む)
結合手段、その製造方法および材料接合
金属、とりわけAl、Mg、CuもしくはTiまたはそれらを1つ以上含む合金より作られる結合手段58が本明細書内に開示される。結合手段58は、ナノ粒子、とりわけCNTによって強化された前記金属の複合材料より作られ、強化された金属は、前記ナノ粒子によって少なくとも部分的に分離された金属結晶を含む微細構造を有する。 (もっと読む)
セラミック繊維によって強化された金属部品を製造する方法
本発明は、セラミック繊維によって強化された金属部品を製造する方法に関し、その方法によれば、挿入物用の少なくとも1つの凹部(10A)が上面(10B)を有する金属体(10)に機械加工され、金属マトリックス中にセラミック繊維からなる少なくとも1つの挿入物(11)は凹部内に配置され、挿入物はカバーで被覆され、挿入物のまわりのギャップは真空下に置かれて密閉され、カバーを備えた金属体全体は熱間等方圧圧縮によって処理され、前記処理されたアセンブリは前記部品を製造するために機械加工される。方法は、カバーが、溝中の挿入物(11)を被覆するとともに上面から突出する要素(12)と、前記要素(12)を備えた上面を被覆するフィルム(14)とを含むことを特徴とする。特に、挿入物(11)は直線的であり、金属体中の挿入物の凹部は直線的な溝を形成する。 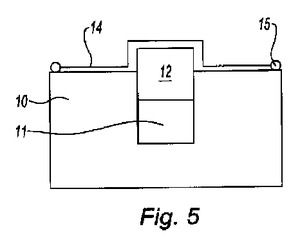 (もっと読む)
(もっと読む)
セラミック繊維で補強された金属部品の製造プロセス
本発明は、セラミック繊維で補強された金属部品を製造するためのプロセスであって、インサート用のハウジングが、上面(10A、10B)を有する金属本体(10)の中に機械加工され、金属マトリクスを有する繊維の束から形成されたインサート(11)がハウジング内に配置され、インサート(11)を覆うように金属カバー(12)が本体上に位置決めされ、カバー(12)が金属本体(10)上に溶接され、カバーを備える金属本体を含むアセンブリが熱間等静圧圧縮成形処理を施され、前記部品を得るように前記処理済みアセンブリが機械加工されるプロセスに関する。プロセスは、インサート(11)が直線状インサートであって、ハウジングは、インサートを越えて延在して両端が開放されている直線状の溝(10A1、10A2、10B1、10B2)を形成し、前記溝は、カバー(12)による閉鎖の際に凸部(14)によって塞がれることを特徴とする。  (もっと読む)
(もっと読む)
金属マトリクス複合材料からなるインサートで部品を作製する方法
本発明は、セラミック繊維からなる補強材(15)を含む金属部品を作製する方法に関する。方法は、金属が被覆された繊維の束を集めることによって、少なくとも1つの環状形状のインサート(15)を形成するステップと、インサートが中空モールドの壁(10a、10b)間に間隔を置くように、インサートを中空モールド(10)に設置するステップと、モールドを金属粉末で満たすステップと、モールド内に真空を生成し、モールドを閉鎖するステップと、壁間で粉末粒子を結合するとともに、壁間で挿入繊維を結合するのに十分な温度および圧力で組立品を熱間等静圧圧縮成形するステップと、モールドを除去し、所望の形状に任意に機械加工するステップとを含む。 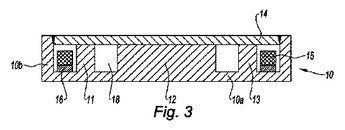 (もっと読む)
(もっと読む)
セラミック繊維で補強された金属部品の製造プロセス
本発明は、セラミック繊維で補強された金属部品を製造するためのプロセスであって、インサート用ハウジングが上面(21)を有する主要金属本体(2)に形成され、金属マトリクスを有する繊維の束から形成されたインサート(3)がハウジング内に配置され、インサート(3)を覆うように金属カバー(4)が本体(2)上に配置され、カバーが金属本体に溶接され、熱間等静圧圧縮成形工程が実行され、得られた部品が所望の形状に機械加工される、プロセスに関する。プロセスは、ハウジングが上面(21)に対して垂直な面(23P)および上面(21)と平行な面(23S)を有するL字型断面の切り込みの形状を有し、カバー(4)がL字型断面の内部切り込み(43)を有し、これが前記インサートを備える金属本体の切り込みを補完する形状を有し、圧縮力が切り込み(23)の前記面に対して垂直にかかるようにカバー(4)が外側に形成されていることを特徴とする。  (もっと読む)
(もっと読む)
複合材料で製作された挿入物を含む機械部品
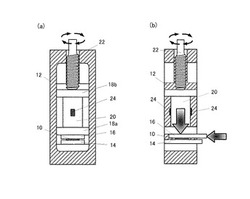
本発明は、セラミック繊維が中に延在する金属母材を含む複合材料で製作された少なくとも1つの挿入物(3)を備える機械部品(10)の製作方法において、複合材料の挿入物(3)が、金属外装で被覆されたセラミック繊維をそれぞれが備える複数の被覆糸(32)から得られる方法であって、被覆糸(32)の束または結合繊維を回転部品(2)のまわりに巻き付けるステップによって少なくとも1つの挿入物(3)を製造することを備える方法に関する。本発明によると、巻き付けの少なくとも一部は直線方向で実施される。本発明はまた、このようにして得られた機械部品(10)にも関し、本発明の製造方法を実施するように適合された巻付装置(20)にも関する。  (もっと読む)
(もっと読む)
複合材料で製作された挿入物を含む機械部品
本発明は、セラミック繊維が中に延在する金属母材を含む複合材料で製作された少なくとも1つの挿入物(3)を備える機械部品(10、110)の製作方法において、複合材料の挿入物(3)は、金属外装で被覆されたセラミック繊維をそれぞれが備える複数の被覆糸(32)から得られる方法であって、被覆糸(32)の束または結合繊維を回転部品(2、202)のまわりに巻き付けるステップによって挿入物(3)の予備成形物(33)を製造することを備える方法に関する。本発明によると、巻き付けの少なくとも一部は直線方向で実施される。本方法は、挿入物(3)の予備成形物(33)を第1容器(4)内に挿入するステップと、第1容器(4)を熱間静水圧圧縮するステップと、直線の挿入物(3)を形成するように第1容器(4)を機械加工するステップとをさらに備える。発明はまた、このようにして得られた機械部品(10)に関し、本発明の製造方法を実施するように適合された巻付装置(20)にも関する。 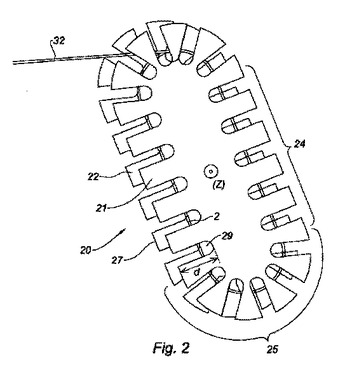 (もっと読む)
(もっと読む)
1 - 10 / 21
[ Back to top ]