
国際特許分類[F16G3/10]の内容
機械工学;照明;加熱;武器;爆破 (654,968) | 機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段 (198,328) | 主として伝動用に使用されるベルト,ケーブルまたはロープ;チェーン;主としてそのために使用される付属品 (3,116) | ベルト継ぎ手,例.コンベヤベルト用 (50) | 縫うか,はり付けるか,加硫するかまたは類似のことによりベルトを接合するもの;この目的のためにベルト端部の構造の改作 (26)
国際特許分類[F16G3/10]に分類される特許
11 - 20 / 26
継手ベルト及びベルトの継手加工方法

【課題】ベルト両端部の継手部分において亀裂が生じるのを防止するためのベルトを提供する。
【解決手段】ベルト20の一方の端部21に少なくとも2つの凸部23’、23’を形成し、これら凸部23’、23’の間に凹部24を形成する。ベルト20の他方の端部22を、一方の端部22に相補的に形成する。一方の端部21において、凹部24の底部24Dから長手方向に延在するスリット30を形成する。ベルト20の一方の端部21の端面21Kを、他方の端部22の端面22Kに突き合わせて、これら端面21K、22Kを接合して無端状の継手ベルトを形成する。
(もっと読む)
平ベルト

【課題】フィンガー継手部の剛性が高く、優れた走行安定性を有する平ベルトを提供することである。
【解決手段】鋸刃状に形成された端部11,11(両端)同士を噛み合わせ熱融着によって一体に接合したフィンガー継手部12を有する無端状の平ベルト15であって、フィンガー継手部12の曲げ弾性率が35MPa以上であるように構成した。この平ベルト15は、接着剤をコーティングもしくはディッピング処理した織布層の両面に、熱可塑性エラストマーを含む中間樹脂層を押出ラミネーションによりラミネートした後、この両面に表面ゴム層を積層接着した5層構造から成り、前記中間樹脂層の曲げ弾性率が130MPa以上であるのが好ましい。
(もっと読む)
ベルトの継手加工方法
【課題】ベルト両端部の突き合わせ部から発生する割れを防止するためのベルトの継手加工方法を提供する。
【解決手段】ベルトの一方の端部21を、複数の凸部23を形成してフィンガー状にする。隣接する凸部23の間には凹部24’が形成される。ベルトの他方の端部22を、複数の凹部24を形成して端部21に相補的な形状にする。隣接する凹部24の間には凸部23’が形成される。両端部21、22のいずれか一方の端面に接着剤を塗布して、両端面を突き合わせこれらを接合する。次いで、突き合わせ部分Bのうち、凸部23、23’の先端部23T、23T’と凹部24、24’の底部24B、24B’との突き合わせ箇所P、P’に超音波振動を与える。その超音波振動により、先端部23T、23T’と底部24B、24B’とが熱融着する。
(もっと読む)
ベルトの継手加工方法
【課題】接合部分の平面性を容易に確保できる継手加工方法を提供する。
【解決手段】ベルト20の一方の端部21をフィンガー状にすると共に、他方の端部22を一方の端部21に相補的なフィンガー状にする。これら両端部21、22の端面同士を突き合わせる。その突き合わせ部分Bを、側壁11Bと可動部材12とによってベルト幅方向に挟圧する。その挟圧した状態で、突き合わせ部分Bに、ベルトの厚さ方向に超音波振動を与えて両端部21、22を接合する。
(もっと読む)
シームベルト
【課題】ベルトの周動に対して、少なくとも溶着部分つまり接合部分が剥がれることを抑制し、信頼性の高いシームベルトを提供する。
【解決手段】2つの端部を継ぎ合わせたシームベルトであって、シームベルト(10)の両面において、少なくとも前記2つの端部(100A,100B)とそれぞれ接合する第1の接合部材(110)と第2の接合部材(120)とを備え、前記第1の接合部材の外形線(YB1L,YB1R)と、前記第2の接合部材の外形線(YB2L,YB2R)とが、前記シームベルトの周動方向と直交する幅方向において、平面的に重ならない。
(もっと読む)
ベルトの継手加工方法
【課題】ベルトの両端を継ぎ合わせることができる継手加工方法を提供する。
【解決手段】ベルト20の一方の端部21に複数の突起23を設ける。他方の端部22には、突起23と同一外形を有する凹部24を設ける。凹部24の外周壁に接着剤を塗布する。各突起23が各凹部24に嵌め合わされるように両端部21、22を突き合わす。突き合わせ部分Bを下型の上に載置する。可動部材12によってベルトの側部を押圧し、可動部材12と側壁11Bによって突き合わせ部分Bを挟圧する。両端部21、22は接着剤を介して継ぎ合わされ、無端状ベルトが得られる。
(もっと読む)
歯付ベルトの製造方法及び歯付ベルト
【課題】1種類のスリーブ形成用モールドを用いて、サイズ(歯数)の異なる複数種類のベルトを製造することのできる歯付ベルトの製造方法を提供すること。
【解決手段】外周面に複数の溝部を有するモールドを用いて形成された半加硫スリーブを螺旋状に切断して、両端が切り離された長尺ベルト13を形成した後、この長尺ベルト13を幅方向に密着させながら複数の歯付プーリに巻き掛け、ベルト並列体を作製する。このとき、複数の歯付プーリへの長尺ベルト13の巻き掛け長さを調節することにより、ベルト並列体の内面に配置される歯部の数を調整する。その後、ベルト並列体を加硫して長尺ベルト13を一体化することにより加硫スリーブ15を作製し、この加硫スリーブ15を所定幅で切断して、歯付ベルト1を形成する。
(もっと読む)
ベルトの継手加工方法
【課題】長尺ベルトがクッション性を有するような場合でも、簡単に両端部を接合することができる長尺ベルトの継手加工方法を提供する。
【解決手段】長尺平ベルトの両端部において、第2の層12を第1の層11から剥離する。第1の層11の一端部の上面11C側を研削して、その一端部に第1のテーパー面11Sを形成する。第1の層11の他端部の下面11D側を研削して、その他端部に第2のテーパー面11Tを形成する。第2の層12の他端部は切断し、第2の層12の長さを第1の層11の長さに一致させる。テーパー面11S、11T同士、第2の層12の両端面12F、12G同士を接合するとともに、剥離された第1の層11を第2の層12に接着し、無端状ベルトを成形する。
(もっと読む)
耐熱性無端ベルト、及び、それを有する画像形成装置
【課題】フッ素樹脂の焼成温度である300〜350℃の高温に加熱しても、耐熱性樹脂シートの両先端部分の切削加工部が重ね合わされて接着された接合部の接着強度が低下せず、しかも、該接合部が画像に影響を与えない耐熱性無端ベルトを低コストで提供する。
【解決手段】耐熱性樹脂シート1の一方の先端部分2の表面を傾斜形状に切削加工して第1の切削加工部4とすると共に、その他方の先端部分3の裏面を傾斜形状に切削加工して第2の切削加工部5とし、そして、これらの切削加工部4,5を重ね合わせて接着剤6で接着することにより接合部とした耐熱性無端ベルト10において、前記接着剤6が、伸び率:200%以上の付加重合型シリコーン系接着剤であるものとする。前記耐熱性樹脂シート1は、好ましくは、熱硬化性ポリイミドで構成されている。前記付加重合型シリコーン系接着剤は、好ましくは、導電性及び/又は熱伝導性を有する材料で構成される粒子を含有している。
(もっと読む)
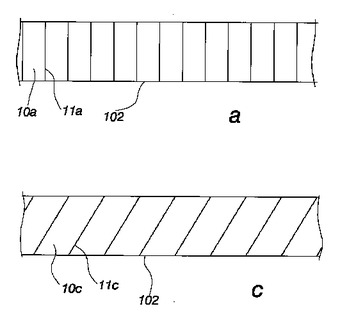
抄紙機/板紙抄紙機又は仕上げ機用金属ベルト製造方法
本発明は、抄紙機/板紙抄紙機又は仕上げ機用の金属ベルト(102)の製造方法に関する。本方法は、所望の幅と長さのベルト(102)により必要とされる数で金属ベルトの最終幅よりも狭い幾つかの金属ベルトブランク(10a;10b;10c)を横並び及び/又は連続的に配置し、摩擦溶接によりそれらの間の接合部を溶接することにより金属ベルトを生成することを含み、前記接合部は、基礎材料と同様の成分を形成する。
 (もっと読む)
(もっと読む)
11 - 20 / 26
[ Back to top ]