
リアクトルおよびその製造方法

【課題】リアクトルを製造する際に、コアを覆うカバーに不要な孔を形成することなく、コアの露出部におけるバリの発生を抑制する技術を提供する。
【解決手段】本明細書は、リアクトルの製造方法を開示する。リアクトルは、コア部材と、コア部材の周りに捲回されたコイルを備えている。コア部材は、コアと、コアを覆う樹脂製のカバーを備えている。カバーの少なくとも一部には、コアの露出面が露出する露出部が形成されている。その方法は、インサート成形によって、コアと一体的にカバーを形成して、コア部材を得る工程と、コア部材とコイルを組み立てて、リアクトルを得る工程を備えている。その方法では、コア部材を得る工程において、露出面に対応して金型に設けられた接触面を介してコアを支持し、コアの露出面の背面側に配置されたゲートから樹脂を注入する。
【解決手段】本明細書は、リアクトルの製造方法を開示する。リアクトルは、コア部材と、コア部材の周りに捲回されたコイルを備えている。コア部材は、コアと、コアを覆う樹脂製のカバーを備えている。カバーの少なくとも一部には、コアの露出面が露出する露出部が形成されている。その方法は、インサート成形によって、コアと一体的にカバーを形成して、コア部材を得る工程と、コア部材とコイルを組み立てて、リアクトルを得る工程を備えている。その方法では、コア部材を得る工程において、露出面に対応して金型に設けられた接触面を介してコアを支持し、コアの露出面の背面側に配置されたゲートから樹脂を注入する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、リアクトルとその製造方法に関する。
【背景技術】
【0002】
近年、ハイブリッド自動車や電気自動車等の電動車両が本格的に実用化され、普及が拡大している。電動車両の電力変換装置は、リアクトルを備えることが多い。リアクトルは、コアと、コアの周りに捲回されたコイルを備えている。多くの場合、コアを防錆し、コアとコイルの間での絶縁性を確保するために、コアの周囲は樹脂製のカバーによって覆われ、そのカバーの外側にコイルが捲回される。コアを覆うカバーは、インサート成形によってコアと一体的に形成される。このようなリアクトルが、例えば特許文献1に記載されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2004−314338号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
カバーの一部にコアが露出する露出部を形成する場合、コアの露出面を金型と密着させた状態で樹脂を注入する。この際に、コアを金型に強く押し付けていないと、樹脂がコアと金型の間に入り込んでしまい、バリを発生してしまう。
【0005】
特許文献1の技術のように、冶具をコアに押し当てながら樹脂を注入すれば、コアと金型の間に樹脂が入り込むことを防ぐことができる。しかしながら、この場合には、成形後のカバーに冶具に対応する孔が形成されてしまう。このような孔が存在すると、コアの防錆性能の低下や、カバーの強度の低下を招いてしまう。カバーに不要な孔を形成してしまうことなく、コアの露出部におけるバリの発生を防ぐことが可能な技術が期待されている。
【0006】
本明細書では、上記の課題を解決する技術を提供する。本明細書では、リアクトルを製造する際に、コアを覆うカバーに不要な孔を形成することなく、コアの露出部におけるバリの発生を抑制することが可能な技術を提供する。
【課題を解決するための手段】
【0007】
本明細書は、リアクトルの製造方法を開示する。リアクトルは、コア部材と、コア部材の周りに捲回されたコイルを備えている。コア部材は、コアと、コアを覆う樹脂製のカバーを備えている。カバーの少なくとも一部には、コアの露出面が露出する露出部が形成されている。その方法は、インサート成形によって、コアと一体的にカバーを形成して、コア部材を得る工程と、コア部材とコイルを組み立てて、リアクトルを得る工程を備えている。その方法では、コア部材を得る工程において、露出面に対応して金型に設けられた接触面を介してコアを支持し、コアの露出面の背面側に配置されたゲートから樹脂を注入する。
【0008】
上記の方法では、インサート成形によってコアを覆うカバーを成形する際に、露出面に対応して金型に設けられた接触面を介してコアを支持し、かつコアの露出面の背面側(コアから見て露出面の反対側)に配置されたゲートから樹脂を注入する。注入された樹脂から受ける圧力によってコアが接触面に押し付けられることで、コアの露出面と金型の接触面とが密着し、射出された樹脂がそれらの間に入り込むことがない。上記の方法によれば、カバーに不要な孔を形成してしまうことなく、バリの発生を抑制することができる。
【0009】
上記の方法は、コアが2以上の露出面を有しており、ゲートが露出面の背面同士が交わるコアの角部近傍に配置されていることが好ましい。
【0010】
上記の方法によれば、一つのゲートから注入される樹脂の圧力によって、コアの各露出面を金型に押し付けることができる。簡素な設備により、不要な孔を有しておらず、バリのないカバーを成形することができる。
【0011】
上記の方法は、金型のゲートの近傍に、樹脂が流れる方向に沿った溝部が形成されていることが好ましい。
【0012】
形成されるカバーの形状によっては、インサート成形の際に、樹脂が流れやすい箇所と樹脂が流れにくい箇所で樹脂の注入に不均衡が生じて、コアを接触面に押し付ける力が不十分となるおそれがある。上記の方法では、樹脂が流れる方向に沿った溝部を金型のゲート近傍に形成することで、樹脂が流れにくい箇所にも十分に樹脂を注入し、樹脂の注入の不均衡を解消することができる。確実にコアを接触面に押し付けて、コアの露出面と金型の接触面との間の密着性をより確実にする。
【0013】
上記の方法は、金型の接触面(その近傍を含む)に、コアを吸着する磁石が配置されていることが好ましい。
【0014】
金型の接触面に磁石を配置することで、注入される樹脂の圧力によりコアを接触面に押し付けるのに加えて、磁石の吸着力によってコアを接触面に吸着することができる。金型に対するコアの位置をしっかりと固定することができる。
【0015】
本明細書は、上記の方法により製造されるリアクトルも開示する。そのリアクトルは、コア部材と、コア部材の周りに捲回されたコイルを備えている。コア部材は、コアと、コアを覆う樹脂製のカバーを備えている。カバーの少なくとも一部には、コアの露出面が露出する露出部が形成されている。そのリアクトルは、カバーのコアの露出面の背面側にゲート跡を有する。
【0016】
上記のリアクトルは、コアが2以上の露出面を有する場合、ゲート跡が露出面の背面同士が交わるコアの角部近傍に配置されている。
【0017】
また、金型のゲートの近傍に、樹脂が流れる方向に沿った溝部が形成されている場合には、上記の方法により製造されるリアクトルは、ゲート跡の近傍に、樹脂が流れる方向に沿ったリブが形成されている。
【発明の効果】
【0018】
本明細書が開示する技術によれば、リアクトルを製造する際に、コアを覆うカバーに不要な孔を形成することなく、コアの露出部におけるバリの発生を抑制することができる。
【図面の簡単な説明】
【0019】
【図1】リアクトル10の分解斜視図である。
【図2】リアクトル10の斜視図である。
【図3】コア部材12aを下方から見た斜視図である。
【図4】コア24aを下型40に載置した状態を示す図である。
【図5】下型40と上型38を型閉めした状態を示す図である。
【図6】キャビティ52に樹脂を注入している状態を示す図である。
【図7】キャビティ52への樹脂の注入が完了した状態を示す図である。
【図8】樹脂の注入が不均衡となった状態を示す図である。
【図9】下型40にフローリーダー54を設けた状態を示す図である。
【図10】フローリーダーリブ56を備えるコア部材12aの斜視図である。
【発明を実施するための形態】
【0020】
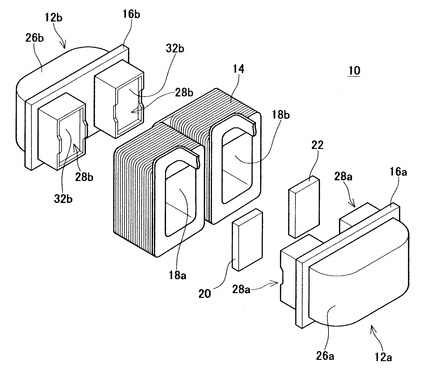
図1は、本実施例のリアクトル10の分解斜視図を示しており、図2は、リアクトル10の斜視図を示している。リアクトル10は、例えばハイブリッド自動車や電気自動車の電力変換装置において使用される。
【0021】
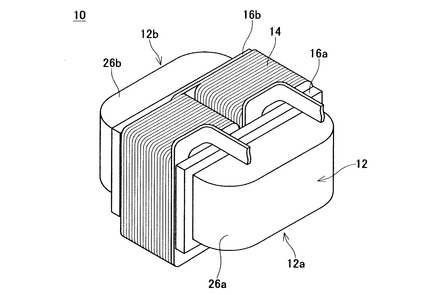
図2に示すように、リアクトル10は、リング状のリアクトルコア12と、リアクトルコア12の2箇所で捲回されたコイル14を備えている。
【0022】
コイル14は、リアクトルコア12に形成されたフランジ16a,16bの間で捲回されている。図1に良く示すように、コイル14は平角線を用いて形成されている。平角線は断面が矩形の導線である。コイル14は2つの挿通孔18a,18bを有する形状に捲回されている。
【0023】
図1に示すように、リアクトルコア12は、U字形状の2つのコア部材12a、12bに分割されている。リアクトル10の製造時には、コイル14の一方側から挿通孔18a、18bにコア部材12aを差込み、コイル14の他方側から挿通孔18a、18bにコア部材12bを差込み、スペーサ20,22を介してコア部材12aとコア部材12bを接合することで、コイル14が巻き掛けられたリアクトルコア12が形成される。スペーサ20,22は、非磁性材料で作られている。スペーサ20,22の材料は例えばアルミナセラミックスである。
【0024】
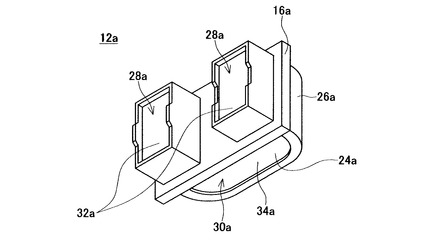
コア部材12aとコア部材12bは、同じ構造を備えている。以下ではコア部材12aを例として詳細に説明する。図3に示すように、コア部材12aは、コア24aと、コア24aの周囲を覆うカバー26aを備えている。本実施例では、コア24aは磁性材料であるフェライト製の圧粉コアである。コア24aはU字形状に形成されている。カバー26aは、コア24aをインサート成形した絶縁性の樹脂製部材である。カバー26aには、フランジ16aが形成されている。カバー26aには、コア24aが露出する露出部として、接着部28aと冷却部30aが形成されている。接着部28aでは、コア24aの接着面32aが露出している。接着面32aは、接着剤を塗布してスペーサ20,22と面接着するために使用される。冷却部30aでは、コア24aの冷却面34aが露出している。冷却面34aは、コイル14に通電してリアクトル10を動作させる際に、外部の冷却機構(図示せず)との面接触によってコア24aを冷却するために使用される。
【0025】
以下ではリアクトル10の製造方法について説明する。リアクトル10を製造する際には、まずコア部材12a、12bとコイル14をそれぞれ用意する。
【0026】
コア部材12a、12bは、同じ製造方法により製造される。以下ではコア部材12aを例として、製造方法を説明する。
【0027】
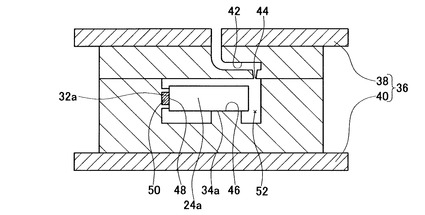
まず、図4に示すように、コア24aを金型36にセットする。金型36は、上型38と、下型40を備えている。上型38、下型40には、成形されるカバー26aの外形に対応したキャビティ面が形成されている。上型38には、樹脂を注入するための樹脂注入経路42が形成されている。樹脂注入経路42は、上型38のキャビティ面に設けられたゲート44に連通している。下型40は、下方接触面46と、側方接触面48を備えている。下方接触面46の形状は、コア部材12aにおいて露出するコア24aの冷却面34aの形状と一致している。側方接触面48の形状は、コア部材12aにおいて露出するコア24aの接着面32aの形状と一致している。コア24aは、下方接触面46および側方接触面48の双方と接触する状態で、下型40に支持される。
【0028】
なお、本実施例では、コア24aを下型40へ強く固定するために、図4に示すように、下型40の側方接触面48の近傍に、磁石50を設けている。磁石50の磁力によりコア24aが側方接触面48に吸着されて、コア24aを下型40へ強く固定することができる。
【0029】
その後、図5に示すように、上型38と下型40を型閉じする。これにより、金型36の内部において、コア24aの周囲にカバー26aの形状に対応したキャビティ52が形成される。
【0030】
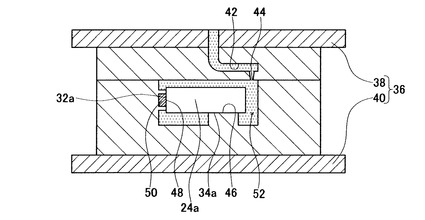
その後、図6に示すように、樹脂注入経路42を介して樹脂を注入する。これにより、ゲート44から流入した樹脂が、コア24aの周囲のキャビティ52に充填されていく。
【0031】
本実施例では、コア24aから見て、冷却面34aの反対側(冷却面34aの背面側)であり、かつ接着面32aの反対側(接着面32aの背面側)の位置に、ゲート44が配置されている。従って、ゲート44から注入される樹脂の圧力によって、コア24aが下方接触面46と側方接触面48に押し付けられる。これにより、コア24aの位置がずれてしまうことない。また、ゲート44から注入される樹脂の圧力によって、金型36の下方接触面46とコアの冷却面34a、及び、金型36の側方接触面48とコアの接着面32aが密着し、それらの面の間に溶融樹脂が入り込むことがない。それゆえ、バリが発生しない。本実施例によれば、位置決めのための冶具をコア24aに押し当てることなく、コア24aの位置を固定することができる。コア24aに冶具を押し当てることなく、カバー26aを成形することができる。同時に、バリの発生を抑制することができる。
【0032】
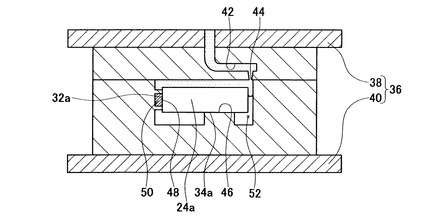
図7に示すように、キャビティ52への樹脂の充填が完了すると、樹脂を冷却して硬化させる。以上により、コア24aを覆うカバー26aが形成されて、コア部材12aを製造することができる。上記のように製造されたコア部材12aは、コア24aから見て、冷却面34aの反対側(冷却面34aの背面側)であり、かつ接着面32aの反対側(接着面32aの背面側)の位置に、ゲート跡を有する。
【0033】
コア部材12a、12bを製造した後、図1に示すように捲回した状態のコイル14にコア部材12a、12bを組み付けることで、リアクトル10を製造することができる。
【0034】
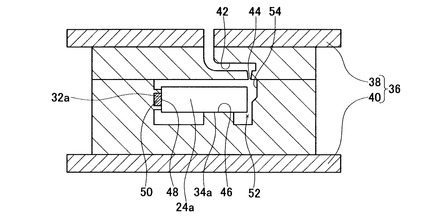
なお、図6に示すようにキャビティ52に樹脂を充填する際に、コア部材12aの形状によっては、樹脂が流れやすい箇所と樹脂が流れにくい箇所で、樹脂の注入に不均衡が生じてしまうことがある。図8に示す例では、コア24aの上面に沿う箇所では樹脂が流れやすく、コア24aの側面に沿う箇所では樹脂が流れにくい場合を示している。図8に示す例では、コア24aの側面への樹脂の充填が十分になされず、キャビティ52全体に均一に樹脂が充填されないおそれがある。また、コア24aを側方接触面48へ押し付ける力が不十分となるおそれがある。
【0035】
このような場合には、図9に示すように、ゲート44の近傍にフローリーダー54を設けて、樹脂が流れにくい箇所にも十分に樹脂が注入されるようにする。フローリーダー54は、樹脂の流動を促進するために金型36に設けられた、樹脂が流れる方向に沿う溝部である。ゲート44の近傍にフローリーダー54を設けることで、樹脂が流れにくい箇所にも十分に樹脂が注入されて、樹脂の注入の不均衡が解消される。これにより、確実にコア24aを側方接触面48へ押し付け、コア24aの位置をしっかり固定しておくことができる。また、側方接触面48での樹脂のバリの発生を抑制することができる。なお、このように製造されたコア部材12aには、図10に示すように、フローリーダー54に対応するフローリーダーリブ56が形成される。フローリーダーリブ56は、カバー26aのゲート跡の近傍に形成される。
【0036】
上記の実施例では、コア24aとして圧粉コアを用いる場合を例として説明したが、コア24aは積層コアなどの他の種類のコアであってもよい。
【0037】
上記の実施例では、コイル14として平角線を用いる場合を例として説明したが、コイル14は他の種類のコイルであってもよい。
【0038】
上記の実施例では、予め捲回されたコイル14に、U字形状の2つのコア部材12a,12bを組み付けることでリアクトル10を製造する場合について説明したが、例えばリングコア12を一つのコア部材として製造した後に、コイル14を外側から巻き掛けることでリアクトル10を製造してもよい。
【0039】
以上、本発明の具体例を詳細に説明したが、これらは例示に過ぎず、特許請求の範囲を限定するものではない。特許請求の範囲に記載の技術には、以上に例示した具体例を様々に変形、変更したものが含まれる。本明細書または図面に説明した技術要素は、単独であるいは各種の組合せによって技術的有用性を発揮するものであり、出願時請求項記載の組合せに限定されるものではない。また、本明細書または図面に例示した技術は複数目的を同時に達成し得るものであり、そのうちの一つの目的を達成すること自体で技術的有用性を持つものである。
【符号の説明】
【0040】
10 リアクトル
12 リアクトルコア
12a,12b コア部材
14 コイル
16a,16b フランジ
18a,18b 挿通孔
20,22 スペーサ
24a,24b コア
26a,26b カバー
28a,28b 接着部
30a,30b 冷却部
32a,32b 接着面
34a,34b 冷却面
36 金型
38 上型
40 下型
42 樹脂注入経路
44 ゲート
46 下方接触面
48 側方接触面
50 磁石
52 キャビティ
54 フローリーダー
56 フローリーダーリブ
【技術分野】
【0001】
本発明は、リアクトルとその製造方法に関する。
【背景技術】
【0002】
近年、ハイブリッド自動車や電気自動車等の電動車両が本格的に実用化され、普及が拡大している。電動車両の電力変換装置は、リアクトルを備えることが多い。リアクトルは、コアと、コアの周りに捲回されたコイルを備えている。多くの場合、コアを防錆し、コアとコイルの間での絶縁性を確保するために、コアの周囲は樹脂製のカバーによって覆われ、そのカバーの外側にコイルが捲回される。コアを覆うカバーは、インサート成形によってコアと一体的に形成される。このようなリアクトルが、例えば特許文献1に記載されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2004−314338号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
カバーの一部にコアが露出する露出部を形成する場合、コアの露出面を金型と密着させた状態で樹脂を注入する。この際に、コアを金型に強く押し付けていないと、樹脂がコアと金型の間に入り込んでしまい、バリを発生してしまう。
【0005】
特許文献1の技術のように、冶具をコアに押し当てながら樹脂を注入すれば、コアと金型の間に樹脂が入り込むことを防ぐことができる。しかしながら、この場合には、成形後のカバーに冶具に対応する孔が形成されてしまう。このような孔が存在すると、コアの防錆性能の低下や、カバーの強度の低下を招いてしまう。カバーに不要な孔を形成してしまうことなく、コアの露出部におけるバリの発生を防ぐことが可能な技術が期待されている。
【0006】
本明細書では、上記の課題を解決する技術を提供する。本明細書では、リアクトルを製造する際に、コアを覆うカバーに不要な孔を形成することなく、コアの露出部におけるバリの発生を抑制することが可能な技術を提供する。
【課題を解決するための手段】
【0007】
本明細書は、リアクトルの製造方法を開示する。リアクトルは、コア部材と、コア部材の周りに捲回されたコイルを備えている。コア部材は、コアと、コアを覆う樹脂製のカバーを備えている。カバーの少なくとも一部には、コアの露出面が露出する露出部が形成されている。その方法は、インサート成形によって、コアと一体的にカバーを形成して、コア部材を得る工程と、コア部材とコイルを組み立てて、リアクトルを得る工程を備えている。その方法では、コア部材を得る工程において、露出面に対応して金型に設けられた接触面を介してコアを支持し、コアの露出面の背面側に配置されたゲートから樹脂を注入する。
【0008】
上記の方法では、インサート成形によってコアを覆うカバーを成形する際に、露出面に対応して金型に設けられた接触面を介してコアを支持し、かつコアの露出面の背面側(コアから見て露出面の反対側)に配置されたゲートから樹脂を注入する。注入された樹脂から受ける圧力によってコアが接触面に押し付けられることで、コアの露出面と金型の接触面とが密着し、射出された樹脂がそれらの間に入り込むことがない。上記の方法によれば、カバーに不要な孔を形成してしまうことなく、バリの発生を抑制することができる。
【0009】
上記の方法は、コアが2以上の露出面を有しており、ゲートが露出面の背面同士が交わるコアの角部近傍に配置されていることが好ましい。
【0010】
上記の方法によれば、一つのゲートから注入される樹脂の圧力によって、コアの各露出面を金型に押し付けることができる。簡素な設備により、不要な孔を有しておらず、バリのないカバーを成形することができる。
【0011】
上記の方法は、金型のゲートの近傍に、樹脂が流れる方向に沿った溝部が形成されていることが好ましい。
【0012】
形成されるカバーの形状によっては、インサート成形の際に、樹脂が流れやすい箇所と樹脂が流れにくい箇所で樹脂の注入に不均衡が生じて、コアを接触面に押し付ける力が不十分となるおそれがある。上記の方法では、樹脂が流れる方向に沿った溝部を金型のゲート近傍に形成することで、樹脂が流れにくい箇所にも十分に樹脂を注入し、樹脂の注入の不均衡を解消することができる。確実にコアを接触面に押し付けて、コアの露出面と金型の接触面との間の密着性をより確実にする。
【0013】
上記の方法は、金型の接触面(その近傍を含む)に、コアを吸着する磁石が配置されていることが好ましい。
【0014】
金型の接触面に磁石を配置することで、注入される樹脂の圧力によりコアを接触面に押し付けるのに加えて、磁石の吸着力によってコアを接触面に吸着することができる。金型に対するコアの位置をしっかりと固定することができる。
【0015】
本明細書は、上記の方法により製造されるリアクトルも開示する。そのリアクトルは、コア部材と、コア部材の周りに捲回されたコイルを備えている。コア部材は、コアと、コアを覆う樹脂製のカバーを備えている。カバーの少なくとも一部には、コアの露出面が露出する露出部が形成されている。そのリアクトルは、カバーのコアの露出面の背面側にゲート跡を有する。
【0016】
上記のリアクトルは、コアが2以上の露出面を有する場合、ゲート跡が露出面の背面同士が交わるコアの角部近傍に配置されている。
【0017】
また、金型のゲートの近傍に、樹脂が流れる方向に沿った溝部が形成されている場合には、上記の方法により製造されるリアクトルは、ゲート跡の近傍に、樹脂が流れる方向に沿ったリブが形成されている。
【発明の効果】
【0018】
本明細書が開示する技術によれば、リアクトルを製造する際に、コアを覆うカバーに不要な孔を形成することなく、コアの露出部におけるバリの発生を抑制することができる。
【図面の簡単な説明】
【0019】
【図1】リアクトル10の分解斜視図である。
【図2】リアクトル10の斜視図である。
【図3】コア部材12aを下方から見た斜視図である。
【図4】コア24aを下型40に載置した状態を示す図である。
【図5】下型40と上型38を型閉めした状態を示す図である。
【図6】キャビティ52に樹脂を注入している状態を示す図である。
【図7】キャビティ52への樹脂の注入が完了した状態を示す図である。
【図8】樹脂の注入が不均衡となった状態を示す図である。
【図9】下型40にフローリーダー54を設けた状態を示す図である。
【図10】フローリーダーリブ56を備えるコア部材12aの斜視図である。
【発明を実施するための形態】
【0020】
図1は、本実施例のリアクトル10の分解斜視図を示しており、図2は、リアクトル10の斜視図を示している。リアクトル10は、例えばハイブリッド自動車や電気自動車の電力変換装置において使用される。
【0021】
図2に示すように、リアクトル10は、リング状のリアクトルコア12と、リアクトルコア12の2箇所で捲回されたコイル14を備えている。
【0022】
コイル14は、リアクトルコア12に形成されたフランジ16a,16bの間で捲回されている。図1に良く示すように、コイル14は平角線を用いて形成されている。平角線は断面が矩形の導線である。コイル14は2つの挿通孔18a,18bを有する形状に捲回されている。
【0023】
図1に示すように、リアクトルコア12は、U字形状の2つのコア部材12a、12bに分割されている。リアクトル10の製造時には、コイル14の一方側から挿通孔18a、18bにコア部材12aを差込み、コイル14の他方側から挿通孔18a、18bにコア部材12bを差込み、スペーサ20,22を介してコア部材12aとコア部材12bを接合することで、コイル14が巻き掛けられたリアクトルコア12が形成される。スペーサ20,22は、非磁性材料で作られている。スペーサ20,22の材料は例えばアルミナセラミックスである。
【0024】
コア部材12aとコア部材12bは、同じ構造を備えている。以下ではコア部材12aを例として詳細に説明する。図3に示すように、コア部材12aは、コア24aと、コア24aの周囲を覆うカバー26aを備えている。本実施例では、コア24aは磁性材料であるフェライト製の圧粉コアである。コア24aはU字形状に形成されている。カバー26aは、コア24aをインサート成形した絶縁性の樹脂製部材である。カバー26aには、フランジ16aが形成されている。カバー26aには、コア24aが露出する露出部として、接着部28aと冷却部30aが形成されている。接着部28aでは、コア24aの接着面32aが露出している。接着面32aは、接着剤を塗布してスペーサ20,22と面接着するために使用される。冷却部30aでは、コア24aの冷却面34aが露出している。冷却面34aは、コイル14に通電してリアクトル10を動作させる際に、外部の冷却機構(図示せず)との面接触によってコア24aを冷却するために使用される。
【0025】
以下ではリアクトル10の製造方法について説明する。リアクトル10を製造する際には、まずコア部材12a、12bとコイル14をそれぞれ用意する。
【0026】
コア部材12a、12bは、同じ製造方法により製造される。以下ではコア部材12aを例として、製造方法を説明する。
【0027】
まず、図4に示すように、コア24aを金型36にセットする。金型36は、上型38と、下型40を備えている。上型38、下型40には、成形されるカバー26aの外形に対応したキャビティ面が形成されている。上型38には、樹脂を注入するための樹脂注入経路42が形成されている。樹脂注入経路42は、上型38のキャビティ面に設けられたゲート44に連通している。下型40は、下方接触面46と、側方接触面48を備えている。下方接触面46の形状は、コア部材12aにおいて露出するコア24aの冷却面34aの形状と一致している。側方接触面48の形状は、コア部材12aにおいて露出するコア24aの接着面32aの形状と一致している。コア24aは、下方接触面46および側方接触面48の双方と接触する状態で、下型40に支持される。
【0028】
なお、本実施例では、コア24aを下型40へ強く固定するために、図4に示すように、下型40の側方接触面48の近傍に、磁石50を設けている。磁石50の磁力によりコア24aが側方接触面48に吸着されて、コア24aを下型40へ強く固定することができる。
【0029】
その後、図5に示すように、上型38と下型40を型閉じする。これにより、金型36の内部において、コア24aの周囲にカバー26aの形状に対応したキャビティ52が形成される。
【0030】
その後、図6に示すように、樹脂注入経路42を介して樹脂を注入する。これにより、ゲート44から流入した樹脂が、コア24aの周囲のキャビティ52に充填されていく。
【0031】
本実施例では、コア24aから見て、冷却面34aの反対側(冷却面34aの背面側)であり、かつ接着面32aの反対側(接着面32aの背面側)の位置に、ゲート44が配置されている。従って、ゲート44から注入される樹脂の圧力によって、コア24aが下方接触面46と側方接触面48に押し付けられる。これにより、コア24aの位置がずれてしまうことない。また、ゲート44から注入される樹脂の圧力によって、金型36の下方接触面46とコアの冷却面34a、及び、金型36の側方接触面48とコアの接着面32aが密着し、それらの面の間に溶融樹脂が入り込むことがない。それゆえ、バリが発生しない。本実施例によれば、位置決めのための冶具をコア24aに押し当てることなく、コア24aの位置を固定することができる。コア24aに冶具を押し当てることなく、カバー26aを成形することができる。同時に、バリの発生を抑制することができる。
【0032】
図7に示すように、キャビティ52への樹脂の充填が完了すると、樹脂を冷却して硬化させる。以上により、コア24aを覆うカバー26aが形成されて、コア部材12aを製造することができる。上記のように製造されたコア部材12aは、コア24aから見て、冷却面34aの反対側(冷却面34aの背面側)であり、かつ接着面32aの反対側(接着面32aの背面側)の位置に、ゲート跡を有する。
【0033】
コア部材12a、12bを製造した後、図1に示すように捲回した状態のコイル14にコア部材12a、12bを組み付けることで、リアクトル10を製造することができる。
【0034】
なお、図6に示すようにキャビティ52に樹脂を充填する際に、コア部材12aの形状によっては、樹脂が流れやすい箇所と樹脂が流れにくい箇所で、樹脂の注入に不均衡が生じてしまうことがある。図8に示す例では、コア24aの上面に沿う箇所では樹脂が流れやすく、コア24aの側面に沿う箇所では樹脂が流れにくい場合を示している。図8に示す例では、コア24aの側面への樹脂の充填が十分になされず、キャビティ52全体に均一に樹脂が充填されないおそれがある。また、コア24aを側方接触面48へ押し付ける力が不十分となるおそれがある。
【0035】
このような場合には、図9に示すように、ゲート44の近傍にフローリーダー54を設けて、樹脂が流れにくい箇所にも十分に樹脂が注入されるようにする。フローリーダー54は、樹脂の流動を促進するために金型36に設けられた、樹脂が流れる方向に沿う溝部である。ゲート44の近傍にフローリーダー54を設けることで、樹脂が流れにくい箇所にも十分に樹脂が注入されて、樹脂の注入の不均衡が解消される。これにより、確実にコア24aを側方接触面48へ押し付け、コア24aの位置をしっかり固定しておくことができる。また、側方接触面48での樹脂のバリの発生を抑制することができる。なお、このように製造されたコア部材12aには、図10に示すように、フローリーダー54に対応するフローリーダーリブ56が形成される。フローリーダーリブ56は、カバー26aのゲート跡の近傍に形成される。
【0036】
上記の実施例では、コア24aとして圧粉コアを用いる場合を例として説明したが、コア24aは積層コアなどの他の種類のコアであってもよい。
【0037】
上記の実施例では、コイル14として平角線を用いる場合を例として説明したが、コイル14は他の種類のコイルであってもよい。
【0038】
上記の実施例では、予め捲回されたコイル14に、U字形状の2つのコア部材12a,12bを組み付けることでリアクトル10を製造する場合について説明したが、例えばリングコア12を一つのコア部材として製造した後に、コイル14を外側から巻き掛けることでリアクトル10を製造してもよい。
【0039】
以上、本発明の具体例を詳細に説明したが、これらは例示に過ぎず、特許請求の範囲を限定するものではない。特許請求の範囲に記載の技術には、以上に例示した具体例を様々に変形、変更したものが含まれる。本明細書または図面に説明した技術要素は、単独であるいは各種の組合せによって技術的有用性を発揮するものであり、出願時請求項記載の組合せに限定されるものではない。また、本明細書または図面に例示した技術は複数目的を同時に達成し得るものであり、そのうちの一つの目的を達成すること自体で技術的有用性を持つものである。
【符号の説明】
【0040】
10 リアクトル
12 リアクトルコア
12a,12b コア部材
14 コイル
16a,16b フランジ
18a,18b 挿通孔
20,22 スペーサ
24a,24b コア
26a,26b カバー
28a,28b 接着部
30a,30b 冷却部
32a,32b 接着面
34a,34b 冷却面
36 金型
38 上型
40 下型
42 樹脂注入経路
44 ゲート
46 下方接触面
48 側方接触面
50 磁石
52 キャビティ
54 フローリーダー
56 フローリーダーリブ
【特許請求の範囲】
【請求項1】
リアクトルの製造方法であって、
前記リアクトルは、コア部材と、前記コア部材の周りに捲回されたコイルを備えており、
前記コア部材は、コアと、前記コアを覆う樹脂製のカバーを備えており、
前記カバーの少なくとも一部に、前記コアの露出面が露出する露出部が形成されており、
その方法は、
インサート成形によって、前記コアと一体的に前記カバーを形成して、前記コア部材を得る工程と、
前記コア部材と前記コイルを組み立てて、前記リアクトルを得る工程を備えており、
前記コア部材を得る工程において、前記露出面に対応して金型に設けられた接触面を介して前記コアを支持し、前記コアの前記露出面の背面側に配置されたゲートから樹脂を注入する、リアクトルの製造方法。
【請求項2】
前記コアが、2以上の前記露出面を有しており、
前記ゲートが、前記露出面の背面同士が交わる前記コアの角部近傍に配置されている、請求項1のリアクトルの製造方法。
【請求項3】
前記金型の前記ゲートの近傍に、樹脂が流れる方向に沿った溝部が形成されている請求項1または2のリアクトルの製造方法。
【請求項4】
前記金型の前記接触面に、前記コアを吸着する磁石が配置されている請求項1から3の何れか一項のリアクトルの製造方法。
【請求項5】
コア部材と、前記コア部材の周りに捲回されたコイルを備えるリアクトルであって、
前記コア部材は、コアと、前記コアを覆う樹脂製のカバーを備えており、
前記カバーの少なくとも一部に、前記コアの露出面が露出する露出部が形成されており、
前記カバーの前記コアの前記露出面の背面側にゲート跡を有するリアクトル。
【請求項6】
前記コアが、2以上の前記露出面を有しており、
前記ゲート跡が、前記露出面の背面同士が交わる前記コアの角部近傍に配置されている請求項5のリアクトル。
【請求項7】
前記ゲート跡の近傍に、樹脂が流れる方向に沿ったリブが形成されている請求項5または6のリアクトル。
【請求項1】
リアクトルの製造方法であって、
前記リアクトルは、コア部材と、前記コア部材の周りに捲回されたコイルを備えており、
前記コア部材は、コアと、前記コアを覆う樹脂製のカバーを備えており、
前記カバーの少なくとも一部に、前記コアの露出面が露出する露出部が形成されており、
その方法は、
インサート成形によって、前記コアと一体的に前記カバーを形成して、前記コア部材を得る工程と、
前記コア部材と前記コイルを組み立てて、前記リアクトルを得る工程を備えており、
前記コア部材を得る工程において、前記露出面に対応して金型に設けられた接触面を介して前記コアを支持し、前記コアの前記露出面の背面側に配置されたゲートから樹脂を注入する、リアクトルの製造方法。
【請求項2】
前記コアが、2以上の前記露出面を有しており、
前記ゲートが、前記露出面の背面同士が交わる前記コアの角部近傍に配置されている、請求項1のリアクトルの製造方法。
【請求項3】
前記金型の前記ゲートの近傍に、樹脂が流れる方向に沿った溝部が形成されている請求項1または2のリアクトルの製造方法。
【請求項4】
前記金型の前記接触面に、前記コアを吸着する磁石が配置されている請求項1から3の何れか一項のリアクトルの製造方法。
【請求項5】
コア部材と、前記コア部材の周りに捲回されたコイルを備えるリアクトルであって、
前記コア部材は、コアと、前記コアを覆う樹脂製のカバーを備えており、
前記カバーの少なくとも一部に、前記コアの露出面が露出する露出部が形成されており、
前記カバーの前記コアの前記露出面の背面側にゲート跡を有するリアクトル。
【請求項6】
前記コアが、2以上の前記露出面を有しており、
前記ゲート跡が、前記露出面の背面同士が交わる前記コアの角部近傍に配置されている請求項5のリアクトル。
【請求項7】
前記ゲート跡の近傍に、樹脂が流れる方向に沿ったリブが形成されている請求項5または6のリアクトル。
【図1】


【図2】
【図3】
【図4】

【図5】
【図6】

【図7】
【図8】
【図9】
【図10】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2013−115140(P2013−115140A)
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2011−258084(P2011−258084)
【出願日】平成23年11月25日(2011.11.25)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年11月25日(2011.11.25)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]