
Fターム[5E062AA01]の内容
コア、コイル、磁石の製造 (4,690) | 鉄心の材料、用途 (231) | 鉄心材料 (124)
Fターム[5E062AA01]の下位に属するFターム
アモルファス磁性材料を用いるもの (69)
Fターム[5E062AA01]に分類される特許
1 - 20 / 55
リアクトルおよびその製造方法
【課題】リアクトルを製造する際に、コアを覆うカバーに不要な孔を形成することなく、コアの露出部におけるバリの発生を抑制する技術を提供する。
【解決手段】本明細書は、リアクトルの製造方法を開示する。リアクトルは、コア部材と、コア部材の周りに捲回されたコイルを備えている。コア部材は、コアと、コアを覆う樹脂製のカバーを備えている。カバーの少なくとも一部には、コアの露出面が露出する露出部が形成されている。その方法は、インサート成形によって、コアと一体的にカバーを形成して、コア部材を得る工程と、コア部材とコイルを組み立てて、リアクトルを得る工程を備えている。その方法では、コア部材を得る工程において、露出面に対応して金型に設けられた接触面を介してコアを支持し、コアの露出面の背面側に配置されたゲートから樹脂を注入する。
(もっと読む)
フィルタリアクトルおよびその製造方法

【課題】簡単な鉄心形状でありながら漏洩磁路の磁気抵抗を容易かつ均等に設けることができるフィルタリアクトルを得る。
【解決手段】3個の巻線13R、13S、13Tがそれぞれ独立して巻回される円筒状の共通鉄心11と、その内側に配置される断面略Y字形状の漏れ磁束用鉄心12とを備え、共通鉄心11と漏れ磁束用鉄心12とにより各巻線13R、13S、13T間が仕切られている。漏れ磁束用鉄心12には各巻線13R、13S、13Tを流れるノーマルモード電流により磁束が生じ、上記巻線がノーマルモード電流に対するインダクタンスとして作用し、共通鉄心11には各巻線13R、13S、13Tを流れるノーマルモード電流とコモンモード電流とにより磁束が生じ、上記巻線がコモンモード電流に対するインダクタンスとして作用し、共通鉄心11と漏れ磁束用鉄心12との間に隙間を設けている。
(もっと読む)
磁心およびその成形方法
【課題】箔体を巻回して成形利用する磁心において、渦電流損失を低減させる簡便な成形法を提供する。
【解決手段】箔帯をその長手方向に折り返し、折り返し後の一方端から巻き始めて積層することで筒状体を得、該筒状体を前記箔帯の幅方向に励磁して使用される磁心
(もっと読む)
方向性電磁鋼板およびその製造方法
【課題】実機トランスに組上げた場合に、優れた騒音特性および鉄損特性を得ることが可能な方向性電磁鋼板を提供する。
【解決手段】二次再結晶粒の平均β角が2°以下、二次再結晶粒の粒内の平均β角変動幅が1°以上4°以下で、かつ圧延方向における表面張力が10MPa以上であり、磁束密度:1.7T、周波数:50Hzにおける磁歪λp-pの値が1.0×10-6以下で、さらに板厚tと鉄損W17/50とが、以下の式(1)を満足させる。
W17/50 ≦2.1×t + 0.3 ・・・(1)
t : 板厚(mm)
(もっと読む)
方向性電磁鋼板の製造方法
【課題】鉄心にギャップを設ける以外の方法で、偏磁が生じる用途で使われる場合にも、優れた磁気特性を有する方向性電磁鋼板を提案する。
【解決手段】電子ビーム照射により、板幅方向と30度以内をなす角度で線状に、照射列の圧延方向の列間隔を2〜10mmとして、以下の式(1)にて定義される単位面積あたりの照射エネルギー量E(mJ/mm2)を、磁束密度B8が1.90T以上でかつ磁束密度B0.5が1.60T以下を満足するように、20〜220 mJ/mm2の範囲で歪を導入する。
E(mJ/mm2)=電子ビーム加速電圧(kV)×ビーム電流値(mA)/ (ビーム走査速度(m/s)×ビーム径(mm)) …(1)
(もっと読む)
電子部品および電子部品の製造方法
【課題】コイル配線導体が内蔵されたセラミック積層体を有する電子部品において、積層体を構成する非磁性体と磁芯部材を磁性体の熱収縮率が異なることから、一体焼成をする際にセラミック積層体と磁芯部材との界面に応力が集中しやすい、という課題があった。
【解決手段】表面に開口する凹部を有するセラミック積層体および前記凹部の周りを周回するように前記セラミック積層体に埋設されたコイル配線導体を備えたコイル部材を準備する工程と、前記凹部に磁性体からなる磁芯部材を配設する工程と、前記凹部と前記磁芯部材との間に磁性体を含有させた樹脂部材を充填するとともに該樹脂部材により前記セラミック積層体と前記磁芯部材とを接合する工程とを備えた電子部品の製造方法とする。
(もっと読む)
リングマグネットを製造する方法及びリングマグネットを備えたロータ
【課題】ロータに取り付けたリングマグネットが周方向において密度が異なるため、ロータの振動が大きくなる。
【解決手段】希土類合金が粗粉砕された希土類磁性粗粉末を再粉砕して希土類磁性粉末を得るステップと、再粉砕後の希土類磁性粉末をメッシュの篩いを用いて選別するステップと、選別後の希土類磁性体の粉末に樹脂を添加して混合粉末を得るステップと、混合粉末を、圧縮体の外周面を規制する外周型と、圧縮体の内周面を規制する内周型と、を有する金型の中に充填して圧縮成形することにより圧縮体を得るステップと、圧縮体を高温雰囲気中で硬化処理して硬化体を得るステップと、硬化体の表面を防錆処理をするステップを含んでリングマグネットを製造する。
(もっと読む)
トロイダル型コイル
【課題】トロイダル型コアにコイルの巻線を巻回する際の作業性を改善し、巻線の整列巻きをより簡便にかつ確実に行え、また、コイル形成後の巻線の位置ずれを抑制できるトロイダル型コイルを提供する。
【解決手段】巻線4aの巻始め位置Sを固定部に保持して巻線4aの巻回が行える。これにより、作業者が指もしくは治具を用いて巻線4aを巻始め位置Sで押さえる必要がなくなって作業が簡便となるとともに、巻線4aを固定部に保持して巻回を行えるのでより確実に巻線4aの整列巻きが行える。また、固定部を複数個所に設けることにより、コイルに円周方向の力が加わって巻線4aが位置ずれを起こしても、固定部に保持された巻線4aで位置ずれがストップするため、巻線4aの位置ずれに起因する性能の変化を最小限に抑えることができる。
(もっと読む)
個別の軟磁性シートを含む合板積層物,電磁作動装置,それらの製造方法,及び軟磁性合板積層物の使用方法
【課題】電磁コイルシステムに適した磁気特性を有する個別軟磁性シートを含む合板積層物、及び電磁噴射弁における電磁作動装置と、これらを製造する簡便な方法を提供する。
【解決手段】合板積層物は、略U字形の複数の軟磁性の個別シート18により形成される。個別シート18は,合板積層物において伸開線状に湾曲しており、それぞれが積層され、外区画部14及び内区画部15を形成した後に、合板積層物内に、その脚部としてU字型の領域を有する。それぞれの個別シート18の、非曲線状態にあるときの前記U字型の領域に対応する矩形の凹部は、個別シート18の側面から等距離にある。
(もっと読む)
リアクトル及びその製造方法
【課題】外部への漏れ磁束を低減でき、小型なリアクトル及びその製造方法を提供する。
【解決手段】リアクトル1αは、一つのコイル2と、コイル2が配置される磁性コア3と、コイル2と磁性コア3との組合体10を収納するケース4とを具える。磁性コア3は、コイル2内に挿通された内側コア部31と、コイル2の外周に配置された連結コア部32とを有する。連結コア部32は、磁性粉末と樹脂との混合物から構成され、コイル2は連結コア部32により覆われてケース4に封止される。リアクトル1αは、ケース4の開口部から露出する最表領域に、磁性粉末よりも比重が小さく、導電性を有する非磁性粉末と上記樹脂とからなる磁気シールド層5を具える。リアクトル1αは、磁性粉末と非磁性粉末と樹脂との混合物をケース4に充填し、非磁性粉末がケース4の開口側に浮上し、磁性粉末がケース4の底面側に沈降した状態とした後、樹脂を硬化して製造する。
(もっと読む)
無方向性電磁鋼板の製造方法
【課題】高効率分割鉄心型モータの固定子鉄心に好適な、圧延方向の磁気特性が良好な無方向性電磁鋼板の製造方法を提供する。
【解決手段】熱延鋼板に45%以上75%以下の圧下率の冷間圧延を施す第1冷間圧延工程;(B)上記第1冷間圧延工程により得られた冷延鋼板に900℃以上1150℃以下の温度域に1秒間以上10分間以下保持する中間焼鈍を施す中間焼鈍工程;(C)上記中間焼鈍工程により得られた中間焼鈍鋼板に冷間圧延を施す第2冷間圧延工程であって、上記第1冷間圧延工程および上記第2冷間圧延工程における総圧下率が83.0%以上92%以下となるように、50%以上85%以下の圧下率の冷間圧延を施す第2冷間圧延工程;および(D)上記第2冷間圧延工程により得られた冷延鋼板に900℃以上1200℃以下の温度域に保持する仕上焼鈍を施す仕上焼鈍工程;を有することを特徴とする。
(もっと読む)
高耐電圧平面トランス
【課題】 高耐電圧領域での長期の絶縁性能に優れた薄型の高耐電圧平面トランスを得る。
【解決手段】 高耐電圧平面トランス1において、第1多層基板7の内部にパターン形成された1次コイル2と、第1多層基板7の両主面の少なくとも一方の面に1次コイル2を覆うようにパターン形成されて1次コイル2と共に1次巻線4を形成するシールド導体3と、第1多層基板7のシールド導体3が形成された面と対向する第2多層基板9の内部にパターン形成されて1次巻線4と絶縁層5dを介して対向する2次コイル5と、第1多層基板7および第2多層基板9を貫通して1次巻線4と2次コイル5を磁気結合させる磁気回路を形成するコア6と、第1多層基板7と第2多層基板9とが対向する面を所定の距離隔てる空間12とを備えた。
(もっと読む)
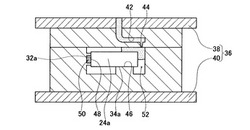
コイル部品の製造方法
【課題】製造の作業効率を向上させると共に、部品の信頼性を向上することのできるコイル部品の製造方法を提供する。
【解決手段】内部にコイル9が配置されてリード線2,3が引き出された本体部8を準備する工程と、リード線2,3に沿って延びると共に、リード線2,3と共に溶接される溶接片32,42を有する端子金具6,7を準備する工程と、リード線2,3と溶接片32,42とを押圧する工程と、リード線2,3及び溶接片32,42において、圧力が付与された圧力付与部分50を溶接する工程と、を備える。リード線2,3と溶接片32,42とは、確実に固定された状態で溶接される。従って、溶接後のリード線2,3と端子金具6,7とが離れてしまうことは、確実に防止され、リード線2,3と端子金具6,7との間の接続性が確保される。
(もっと読む)
IPMモータのロータ鉄心用鋼板、その製造方法およびIPMモータのロータ鉄心
【課題】打抜き加工性が良好であり、ロータ鉄心としたときに高い降伏強度を有しかつ磁気特性に優れるIPMモータのロータ鉄心用鋼板を提供すること。
【解決手段】C:0.05質量%〜0.35質量%、Si:0.05質量%〜1.0質量%、Mn:0.2質量%〜1.5質量%、P:0.05質量%以下、S:0.02質量%以下、酸可溶Al:0.005質量%〜2.95質量%かつSi+Al:3.0質量%以下、残部がFeおよび不可避的不純物からなる成分組成を有する熱延鋼板に、1回または中間焼鈍を含む2回以上の冷間圧延を施して所定の板厚とし、Ac1−50℃〜Ac1未満の温度範囲で0.5時間以上保持する1段目の熱処理、Ac1〜Ac1+100℃の温度範囲で0.5時間〜20時間保持する2段目の熱処理およびAr1−80℃〜Ar1の温度範囲で2時間〜60時間保持する3段目の熱処理を含みかつ2段目の熱処理温度から3段目の熱処理温度への冷却速度を5℃/h〜30℃/hとする3段焼鈍を施して得られる鋼板である。
(もっと読む)
著しく鉄損が低い方向性電磁鋼板の製造方法
【課題】著しく鉄損の低い方向性電磁鋼板を、工業的規模にて、安定的に製造する方法を提供する。
【解決手段】質量%で、C:0.02〜0.10%、Si:2.5〜4.5%、Mn:0.01〜0.15%、S:0.001〜0.050%、酸可溶性Al:0.01〜0.05%、N:0.002〜0.015%、Te:0.0005〜0.10%を含有し、残部Feおよび不可避的不純物からなるスラブを、1280℃以上に加熱し、熱間圧延を施した後、熱延板焼鈍を施し、一回の冷間圧延もしくは中間焼鈍を挟む二回以上の冷間圧延を施して冷延鋼板とした後、脱炭焼鈍を施し、鋼板表面にMgOを主成分とする焼鈍分離剤を塗布してから仕上焼鈍を施す一連の工程からなる方向性電磁鋼板の製造方法において、脱炭焼鈍中もしくは脱炭焼鈍に先立つ昇温過程と脱炭焼鈍の間に溝付与する、あるいは脱炭焼鈍後に溝付与した後に再結晶焼鈍する。
(もっと読む)
巻線コイル部品の製造方法
【課題】モールド用の樹脂が乾燥・硬化の工程で流れ出すことを抑制して、樹脂成分が外部電極の表面にまで回り込むことによる外部電極の汚染を防止し、信頼性の高い巻線型コイル部品を確実に、しかも効率よく製造することを可能にする。
【解決手段】巻芯部と、その両端側に配設された一対の鍔部と、少なくとも一方の鍔部の外側面に配設された外部電極とを有する磁性コアの巻芯部に巻回された巻線を覆うように配設されたモールド樹脂を備えた巻線コイル部品を製造するにあたって、分子量が1850以上のエポキシ樹脂と、フィラーと、溶剤とを含有する、硬化後にモールド樹脂となる樹脂組成物を、巻芯部に巻回された巻線を覆うように一対の鍔部間に付与し、この樹脂組成物を乾燥・硬化させることにより巻線がモールド樹脂によりモールドされた巻線型コイル部品を得る。
樹脂組成物を乾燥・硬化させる工程を、100℃以上180℃以下の温度範囲で実施する。
(もっと読む)
巻線型コイル部品の製造方法
【課題】ディップ半田によって品質の安定した半田接続が行える巻線型コイル部品を提供する。
【解決手段】巻線型コイル部品の製造過程で、ドラム型コア2の巻芯部にコイル導線5を巻回した後、台座鍔部23の溝部内に配置させた該コイル導線5の両端部を対応する端子電極に半田接続するためのディップ半田工程において、台座鍔部23をその底面から所定の高さ位置まで半田槽15内の溶融半田18に浸漬した後、溝部の延伸方向が略接線方向となるようにドラム型コア2を所定の速さで回転させながら該コア2を半田槽15から引き上げていく。その際、台座鍔部23の底面が半田槽15内の溶融半田18の液面から離れるときの該底面と該液面とのなす角度θを15度以上(好ましくは約30度)に設定し、かつ前記所定の速さを毎秒3000mm以下に設定しておく。
(もっと読む)
高性能バルク金属磁気構成部品
【解決手段】高性能バルク磁気構成部品は、一体に接着結合されて多面体形状部を形成する、複数の結晶性強磁性金属帯板層を含む。励磁周波数「f」でピーク誘導レベルBmaxまで励磁させると、磁気構成部品は、以下の「L」よりも小さいコア損失を示す。Lは、式L=0.0135f(Bmax)1.9+0.000108f1.6(Bmax)1.92によって与えられ、前記コア損失、前記励磁周波数および前記ピーク誘導レベルの単位は、それぞれワット毎キログラム、ヘルツおよびテスラである。
【効果】高性能バルク磁気構成部品の性能特性は、同じ周波数範囲で動作させたケイ素鋼構成部品に比べて、相当に良好である。
(もっと読む)
積層コア製造装置および積層コア製造方法
【課題】従来のコア厚み精度確保方法では、積層枚数制御方式のため、シート状金属素材厚みにばらつきが発生すれば、同一積厚枚数でも積層厚みにばらつきが生じる。コア積厚公差が素材厚み以下であれば、コア1枚を積層しても剥離しても公差を満足出来ないという問題が発生する。
【解決手段】 プレス1ストローク毎にシート状金属素材厚みを計測可能な計測器を用い積層と同時に累積寸法をカウントし、現状、積厚公差下限未満の状態で、1枚追加すると公差上限を超える場合には、標準シート状金属の送り装置とは他の角度から標準シート金属素材厚みより薄い素材を金型へ供給し、薄い金属材料を1枚あるいは複数枚挿入し、積厚公差範囲内の製品を製作する。
(もっと読む)
良好な熱伝導性を有する電磁鋼板積層コアおよびその製造方法
【課題】電動機、発電機や変圧器等のエネルギー変換用電気機器に用いるコア(鉄心)の積層方向の熱伝導率を向上させる。
【解決手段】コアに用いる電磁鋼板を、嫌気性接着剤による0.2μm以上15μm以下の接着層を介して鋼板間に空隙を生じることなく全面接着し積層して積層コアとすることにより、コアの積層方向の熱伝導率が改善し、高出力化が可能となる。
(もっと読む)
1 - 20 / 55
[ Back to top ]