
電気加熱装置、およびプレート要素を製造する方法

【課題】複数の電気加熱要素を有する電気加熱装置を提供する。
【解決手段】電気加熱装置は複数の電気加熱要素を有し、電気加熱要素は筐体によって保持されかつ熱伝導面に当接し、その上を加熱すべき媒体が流れ、電気加熱要素は電気的接続用接触爪を備え、本質的に同じ高さに配置される接触爪はプレート要素(1)を通して接続され、プレート要素は伝導経路(18)と接触爪の電気的接触のために形成される接触爪受部(13)とを備える。単純でかつ製造が経済的な電気加熱装置はプレート要素(1)を備え、このために非導通材料の担体プレート(20)と打抜きされた金属プレート(10)とが1個のユニットを形成するように接合される。
【解決手段】電気加熱装置は複数の電気加熱要素を有し、電気加熱要素は筐体によって保持されかつ熱伝導面に当接し、その上を加熱すべき媒体が流れ、電気加熱要素は電気的接続用接触爪を備え、本質的に同じ高さに配置される接触爪はプレート要素(1)を通して接続され、プレート要素は伝導経路(18)と接触爪の電気的接触のために形成される接触爪受部(13)とを備える。単純でかつ製造が経済的な電気加熱装置はプレート要素(1)を備え、このために非導通材料の担体プレート(20)と打抜きされた金属プレート(10)とが1個のユニットを形成するように接合される。
【発明の詳細な説明】
【背景技術】
【0001】
発明の詳細な説明
本発明は複数の電気加熱要素を有する電気加熱装置に関し、複数の電気加熱要素は筐体によって保持されかつ熱伝導面に当接し、加熱すべき媒体がその上を流れることができる。電気加熱装置の加熱要素には、それらの電気的接続用の接触爪が設けられる。接触爪のうちすべてまたはいくつかは本質的に同じ高さに配置され、プレート要素によって接続される。プレート要素には伝導経路が設けられ、接触爪と電気的に接触をとるための接触爪受部を備える。
【0002】
この性質の電気加熱装置は、たとえば出願人の発明の特許文献1から公知である。この現行技術によると、筐体は、電気加熱要素の熱がその中で液体媒体に転送されるチャンバを形成する。この目的のため、電気加熱要素はいくつかのU字状の加熱チャンバ中に位置し、加熱チャンバの壁と熱伝導接触し、その上を液体が外側を流れる。
【0003】
しかしながら、一般的な電気加熱装置を、車室中の空気を暖めるための補助電気加熱器によって形成することもできる。この場合、筐体は通常、複数の電気加熱要素がその中に層構造で保持され、かつ放熱器要素を備えるフレームによって形成される。放熱器要素は電気加熱要素に当接し、その上を加熱すべき空気が流れる。電気加熱要素はここではPTC要素も備え、シート状金属バンドが両側でこれらの要素に当接する。単一シート状金属バンドが層構造の上に引出され、側面で接触爪を形成する。この性質の電気加熱装置はたとえば特許文献2に記載されている。
【0004】
一般的な加熱装置の場合、電気加熱要素を単に接触させる必要がある。ここで、通常、電気加熱要素は、電気加熱要素に対して何らかの電気的接続がなされる前に筐体中に予め組立てられる。その結果、電気加熱要素の接触爪への単純なしかし有効かつ永続的な電気的接続を容易にするプラグ接続が要件となることがしばしばである。
【0005】
特許文献1から公知の電気加熱装置は、平行列として設けられた複数の電気加熱要素を有する。各々の加熱要素は2つの接触爪を有し、その各々をプレート要素を介して接続する必要がある。この点において、特許文献1は関連の接触爪のための伝導経路と伝導経路に電気的に接続される接触爪受部とを有する導体基板を開示し、加熱回路へのさまざまな接触爪をグループ分けし、さらに平坦プラグを担持する。これらの平坦プラグはさらなる導体基板の受部の中に収容され、当該導体基板に電気的に接続される。この導体基板は電気加熱装置の開および閉ループ制御のための回路を備え、これにより個々の加熱回路が切換え可能となる。
【0006】
しかしながら回路基板の製造はコスト高である。さらに、特定的な伝導経路のために、回路基板は異なる加熱回路または異なる伝導経路を形成するための適合化を全く許容しない。さらに、たとえば、接触爪受部は導体基板にはんだ付けされ、これにより伝導経路に電気的に接続される。このことは精巧な製造方法を要件とするだけでなく、先行技術のプレート要素を使用できる温度を限定してしまう。
【0007】
この本発明の意図は、より単純にかつよりコスト効率よく製造可能な、伝導経路を備えるプレート要素を提供することである。さらに、この本発明の意図はプレート要素を製造する方法を特定することである。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】欧州特許第1872986号A1
【特許文献2】欧州特許第1157867号A1
【発明の概要】
【課題を解決するための手段】
【0009】
装置関連の問題の解決のため、本発明は、請求項1の特徴を有する電気加熱装置を特定する。これは、プレート要素が非導通材料からなる担体プレートと打抜き金属プレートとを備える点で先行技術の電気加熱装置とは異なっている。担体プレートと打抜き金属プレートとが接続されて1個のユニットを形成する。
【0010】
担体プレートは通常好ましくは射出成形によって非導電性プラスチックから製造されるため、担体プレートは、筐体の中またはその上への設置を容易にするさらなる機能的表面または要素を備えることができ、このことは電子機器またはケーブル配線などのさらなる構成要素の組み立てまたは筐体の完成の役に立つ。プラスチックとしては、プロカン(Procan)、PPT GF30(CTI600)、または別の比較的耐熱性のプラスチックが考えられる。これは、はんだ接続を全く行なわずにプラグ差込みのみによって金属プレートへの電気的インターフェイスがなされる場合は特に、プレート要素をより高温に晒せる可能性を与える。プレート要素の構造的完全性を与える構成要素、すなわち担体プレートは必要に応じて形成可能であり、射出成形による製造の可能性によってのみ限定される。しかしながら、発明に従うプレート要素を用いる場合、伝導経路は打抜き金属プレートによって形成される。この打抜き金属プレートは経済的に準備でき、次に担体プレートに接続することができる。
【0011】
電気加熱要素の電気的インターフェイスのためのさまざまな構成要素の、プレート要素への接合はこのように、さらなる発展例で示唆されるように、接触爪受部を金属プレートに対する打抜きおよび曲げによって1個の部品に形成することによって回避することができる。この目的のため、金属プレートは好ましくは、数μmの銀および/または銅/スズの薄いコーティングで被覆される、たとえばCuSnNi1Mgなどの硬引きの十分に接触性のある材料から形成される。ここで、対向して位置する接触爪の横方向面上の接触爪の規定された接触のために、接触爪受部は、ある張力下で接触爪に当接する当接可能接触ばねを有する。
【0012】
したがって、発明は、筐体上の位置決めおよび補強のために、このために特に形成されかつ経済的なプラスチックから製造される担体プレートに接合される金属プレートの打抜きおよび曲げによって、接触爪の接続に必要な要素と伝導経路とを1個の部品として形成する可能性を与える。
【0013】
電気的接続のさらなる簡略化のため、本発明の好ましい実施形態に従うと、担体プレート上の1個の部品として形成される平坦プラグ保持具によって保持される少なくとも1つの平坦プラグを設けることが示唆される。平坦プラグは通常、一方側、すなわち金属プレートから離れる方に向いた上側で担体プレートから突出している。平坦プラグの電気的接触のため、金属プレートは、対応して平坦プラグに形成される平坦プラグ接触受部を備える。好ましくはこの平坦プラグ接触受部にも接触ばねが設けられるため、平坦プラグの電気的接触は当該プラグを平坦プラグ接触受部の中に挿入するだけでなされる。
【0014】
これに従うと、本発明に従うプレート要素の打抜き金属プレートは、伝導経路と、一方では接触爪のためのおよび他方では平坦プラグのための、好ましくは打抜きによって切抜かれるだけの受部とを備え、これを通して、接触爪または平坦プラグの挿入により、伝導経路への電気的接触が直接になされる。本発明のプレート要素はしたがって、電気加熱要素とこの目的のための電源または回路とに容易に接触をなすことができる。請求項1の特徴およびこれに従属する請求項に従うさらなる発展例を有するプレート要素も、それ自身で、電気加熱装置なしでも発明に必須であり得る。
【0015】
平坦プラグは好ましくはシート状金属ストリップから形成され、少なくとも1つのロッキング突起を有し、ロッキング突起はシート状金属ストリップの横方向面から突出し、かつ打抜きおよび曲げによって作られる。平坦プラグはこのロッキング突起によって平坦プラグ保持具にロックする。通常、平坦プラグ保持具はこのためのアンダーカットを備え、アンダーカットは平坦プラグのための挿入および保持チャネルの隣に形成され、この中でロッキング突起は当該チャネルを通った後に中でクリップ留めをなす。次にロッキング突起は、アンダーカットへの当接により、平坦プラグが反対方向に引抜かれないようにする。
【0016】
担体プレートと打抜き金属プレートとの間の容易な接続のため、好ましくは1個の部品として形成される担体プレート上に保持要素を設け、これにより金属プレートが担体プレートにロック可能となる。次に、好ましくは接合の動きにより、打抜き金属プレートと担体プレートとの間をしっかりとロックする接合部ができる。
【0017】
担体プレートはここでは通常、担体プレート上に1個の部品として形成される複数の適切な保持要素を有する。通常、それらは打抜き金属プレートの少なくとも周辺領域にわたって把持を行なう。
【0018】
担体要素への金属プレートの確実かつ全体的な取付けのため、金属プレートは保持要素に割当てられる保持開口を備え、この保持開口を、金属プレートに対するロックのために保持要素が貫通する。しばしば、打抜き金属プレートはその中央区域にもこの性質の複数の保持開口を備える。このように、打抜き金属プレートは担体プレートにロックされ、したがって端縁においてだけでなくその中央領域中のさまざまな点においておよび好ましくはその完全な長手方向延在部にわたっても、しっかりと保持される。
【0019】
特に確実なロッキングは本発明の好ましい実施形態に従ってなされ、担体プレート上に1個の部品に形成される保持要素隆起部が本質的に中央で保持開口を架橋し、そこから、担体プレート上に両側に形成されかつラッチ爪がその上に設けられた、金属プレート背後で把持するばね棒が下向きに突出する。
【0020】
本発明のさらなる好ましい発展例に従うと、金属プレートは、電気加熱装置の加熱回路に割当てられ、電気伝導経路をグループ分けする複数の区域要素を有する。これらの区域要素はまず接続隆起部によってともに接続されるため、打抜きおよび曲げによって均一な構成要素として金属プレートを準備することができる。平坦プラグのうち少なくとも1つは各個別の区域要素に割当てられる。担体プレートは接続隆起部を自由なまま残す打抜き開口を備える。接続隆起部は通常、適切な打抜き開口のほぼ中央を貫通する。通常は射出成形で形成される打抜き開口は、打抜き金属プレートの組立後の接続隆起部の貫通を容易にし、個別の区域要素を互いから電気的に絶縁する。ここで、通常、保持要素のうち少なくとも1つは担体プレート側上の各個別の区域要素に割当てられる。
【0021】
本発明の連携した方法関連の局面に従うと、伝導経路を備えるプレート要素は、まず、伝導経路と、接続隆起部によってともに接合される区域要素および区域要素に設けられる接触爪受部とを形成するための金属プレートを打抜きまたは曲げによって加工して製造される。その後で初めて担体プレートへの接合が行なわれる。発明に従うと、これは射出成形によってプラスチックから製造される。接続隆起部は接合工程の後にのみ分離されて、先に均一に製造されかつ相互に接続された区域要素を電気的に分離する。しばしば、担体プレートはまず金属プレートとは独立して製造される。しかしながら、金属プレートをオーバーモールドすることによって両構成要素を接合し、同時に担体プレートを製造することを排除できるわけではない。
【0022】
発明に従う方法の範囲内では、接合の際、好ましくは各々の区域要素を接合し、担体プレートにしっかりとロックし、接続隆起部を分離した後ですら個別の区域要素を担体プレート上にしっかりと保持する。
【0023】
発明に従う技術のさらなる好ましい実施形態に従うと、平坦プラグは、担体プレートと金属プレートとが接合された後に、割当てられた平坦プラグ保持具の中に挿入される。平坦プラグ上に形成される挿入止め具によって通常は特定されるこの挿入の動きの終わりに、平坦プラグは平坦プラグ接触保持具中にロックし、プレート要素上に形成される平坦プラグ接触受部はプラグに差込まれた接続部において対応の平坦プラグに電気的に接触する。その結果、挿入の動きの範囲内で、平坦プラグの機械的取付けおよび打抜き金属プレートへの電気的結合も生じる。
【0024】
図面と関連した実施形態の以下の説明において本発明のさらなる詳細および利点を与える。これは以下を示す。
【図面の簡単な説明】
【0025】
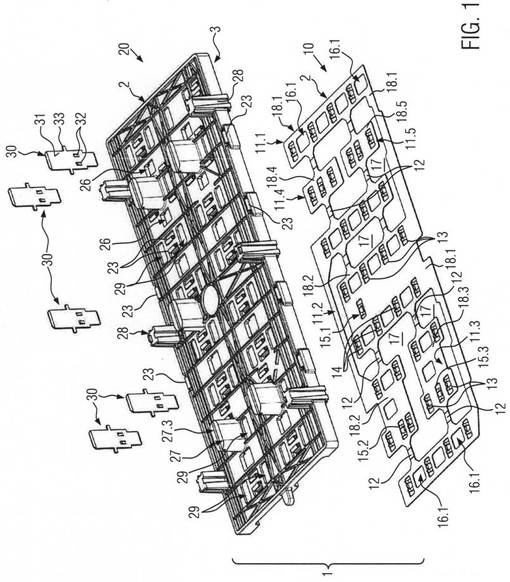
【図1】実施形態に従うプレート要素の上側図の分解斜視図である。
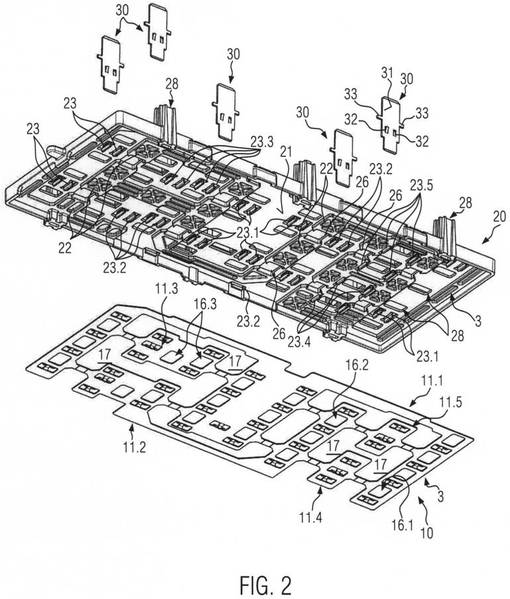
【図2】実施形態に従うプレート要素の下側図の分解斜視図である。
【図3】すべての構成要素の接合後の、図1および図2に図示される実施形態の上側の斜視平面図である。
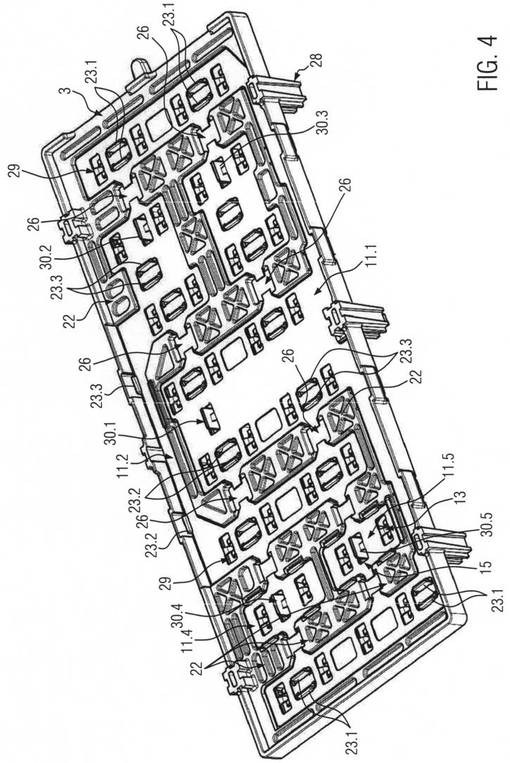
【図4】すべての構成要素の接合後の、図1および図2に図示される実施形態の下側の斜視平面図である。
【図5】図3に従う線V−Vに沿った断面図である。
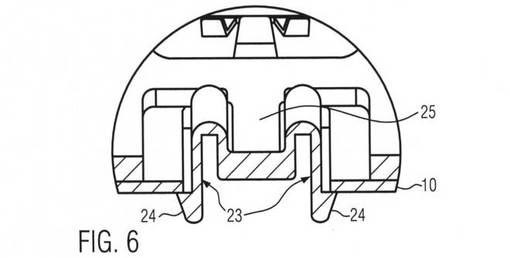
【図6】図3の図示に従う線VI−VIに沿った断面図である。
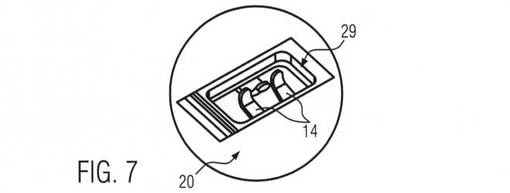
【図7】図3に従うVIIの詳細図である。
【発明を実施するための形態】
【0026】
図中の構成要素は、たとえば、特許文献1から既知の、平行列に配置された複数の電気加熱要素を有する加熱装置のプレート要素である。この点で、特許文献1の具体的な記載を参照する。この特許出願の開示は、この本願の開示において引用により含まれる。以下の具体的な説明では、特許文献1で分配基板として指定される構成要素のみを詳細に扱う。
【0027】
このプレート要素は図中参照番号1で標識付けられ、これは金属プレート10、担体プレート20、および複数の平坦プラグ30からなる。
【0028】
さらに、図中、関連の構成要素の上側は参照番号2で標識付けられ、下側は参照番号3で標識付けられる。
【0029】
金属プレート10は、たとえば、2.5μm厚の銀コーティングを有するCuSnNi1Mgなどの硬引き接触材料を打抜きかつ曲げることによって形成される。打抜き作業により、金属プレートは格子状に再成形される。金属プレート10は、各々が接続隆起部12によって互いに接続される5つの区域要素11を有する。各々の区域要素11は、複数の接触爪受部13を有し、これらは接触ばね14を残して挿入開口を切取ることによって形成され、接触ばねは挿入開口の対向して位置する周辺から下向きに突出する。これらの打抜きされた接触ばねは、下側3から、接触ばね14の先端へ僅かに漏斗形状に先細になった部分が作製されるように曲げることによって、金属プレート10の上側2に対して配置される。
【0030】
参照番号15で標識付けられる平坦プラグ接触受部にも適切な接触ばね14を設ける。各々の区域要素11.1から11.5毎に、平坦プラグ接触受部15.1から15.5が設けられる(図3)。
【0031】
さらに、打抜きによって金属プレート10に矩形の保持開口16および内側開口17が形成される。金属プレート10の残余の材料は部分的に、隆起形状の部分的に平らな伝導経路18を形成する。金属プレート10のすべての機能的要素および機能的区域は、パネル形状のシート状金属半仕上げ製品に対する打抜きおよび打抜き/曲げ作業によってのみ形成される。
【0032】
担体プレート20は金属プレート10のための平坦接触基部21を形成し、この上に、金属プレート10の内側開口17の中へ貫通する補強セグメント22が延在する。補強セグメント22の輪郭は本質的に割当てられた区域要素11の周辺輪郭に対応するため、金属プレート10は担体プレート20に対して整列され、金属プレート10は担体プレート20に対して予め規定された方向にのみこれに当接することができる。接触基部21はさらにばね棒23を有し、ラッチ爪24がその上に突出する。ラッチ爪は図6に拡大して図示され、担体プレート20上での金属プレート10のしっかりとロックされた保持のための保持要素を形成する。このために、ばね棒23およびラッチ爪24は保持開口16を通り、ラッチ爪24は金属プレート10の下側3の背後で把持する。ばね棒23は保持要素隆起部25から延在し、保持要素隆起部は、金属プレート10と担体プレート20とを接合した後、ほぼ中央で(図6を参照)保持開口16を架橋する。区域要素11.4および11.5のための接触基部21.4および21.5は割当てられたラッチ爪を用いてばね棒23.4、23.5によって端縁で限界を定められ、ラッチ爪は、接合された状態で、対応の区域要素11.4および11.5の周辺と相互作用し、それらをしっかりロックされた状態に固定する。
【0033】
金属プレート10の外側輪郭もばね棒23によって周方向に把持され、しっかりとロックされる。
【0034】
接続隆起部12の位置に対応して、担体プレート20は打抜き開口26を備える。接合された状態で、接続隆起部12はこれらの打抜き開口26中のほぼ中央に位置する。
【0035】
図1に見ることができる担体プレート20の上側2は5つの平坦プラグ保持具27を有し、各々の場合、長手方向側に分散した3つの支持部28がプレート上に突出し、当該支持部は平坦プラグ保持具27と同じ高さで終端する。各々の平坦プラグ保持具27は挿入チャネル27.1を有し、チャネルは平坦プラグ30の厚みに適合して形成されかつ受け領域27.2に繋がり、これは担体プレート20を形成するプラスチック材料によって周方向に囲まれ、アンダーカットを形成する。最後に、接触爪−または平坦プラグ接触受部13、15に対応して、接触挿入開口29が担体プレート20上に自由なまま残される。
【0036】
担体プレート20のここまでに記載したすべての要素は担体プレート20の射出成形の際に1個の部品としてこれとともに形成される。
【0037】
平坦プラグ30は、対向して位置する横方向面31から突出するロッキング突起32を有し、ロッキング突起は平坦プラグ30のシート平面を打抜くおよびシート平面から曲げることによって形成される。さらに、挿入止め具33が平坦プラグ30から横方向に下向きに突出し、その収容のため、平坦プラグ保持具27の自由面側に溝27.3を設ける。
【0038】
図示される実施形態の場合、まず、担体プレート20は、たとえばPBTなどの耐熱性プラスチックからの射出成形によって1個の部品として作られる。金属プレート10は打抜きおよび曲げによって準備される。次に、2つの構成要素10、20が互いに対して位置決めされる。担体プレート20はここでは通常、その下側3を上向きにした向きにされる。金属プレート10が定位置に置かれた後、接合工具が、担体プレート20の接触基部21に対して金属プレート10を押さえる。これを行なう際、ラッチ爪24は保持開口16の端縁または区域要素11.4、11.5の長手方向端縁に対してラッチする。同様に、担体プレート20の長手方向端縁上に設けられるばね棒23は、その外側輪郭に沿って金属プレート10に対してラッチする。
【0039】
次に、分離工具、たとえばパンチング工具によって分離作業が行なわれる。その間に接続隆起部12が分離される。打抜き開口を通してパンチングスタンプが導入され、接続隆起部12が削ぎ取られた。特に図4の打抜き開口26の領域に接続隆起部12の残余を見ることができる。5つの区域要素11.1から11.5が互いから電気的に分離されて作られる。
【0040】
その後、割当てられた平坦プラグ保持具27のそれぞれの挿入チャネル27.1の中へ平坦プラグ30が上側2から導入される。この挿入の動きの範囲内で、ロッキング突起32は平坦プラグ材料30の平面の中に弾性的に押戻される。最後に、平坦プラグ30の先端が平坦プラグ受部15の接触ばね14を押圧するため、接触爪受部13のように当初形成されかつともに取られる平坦プラグ受部15の接触ばね14が金属プレート10の上側2を越えて延在して下側3を越えて折り曲げられる。挿入チャネル27.1を通した平坦プラグ30の正確な誘導は接触ばね14の再成形の動きを簡略化する。平坦プラグ30は通常、機械によって圧入される。平坦プラグの挿入の動きは、挿入止め具33が平坦プラグ保持具27の溝27.3の底部に当接すると終了する。この位置は図5の断面図に図示される。
【0041】
このように準備されるプレート要素1は次に個別の電気加熱要素の接触爪上に押し付けられ、これらを区域要素11.1から11.5に従う加熱回路にグループ分けする。関連の電気加熱要素の接触爪のうち1つはここでは常に区域要素11.1と接触し、これは接地に接続される一方で、他の区域要素11.2から11.4は割当てられた平坦プラグ30.2から30.5を介してスイッチ、特に電力スイッチに接続され、スイッチは導体基板にはんだ付けされ、基板は支持部28および平坦プラグ保持具27の表側端上に載置され、伝導経路への平坦プラグ30の電気的接触のための平坦プラグ受部を有する(特許文献1を参照)。
【0042】
実施形態により、加熱回路を、すべての接続隆起部12を完全に取外すことなく単純な態様で変更できることが指摘される。
【符号の説明】
【0043】
1 プレート要素、2 上側、3 下側、10 金属プレート、11 区域要素、11.1−11.5 個別の加熱回路の区域要素、12 接続隆起部、13 接触爪受部、14 接触ばね、15 平坦プラグ接触受部、16 保持開口、17 内側開口、18 伝導経路、20 担体プレート、21 接触基部、22 補強セグメント、23 ばね棒、24 ラッチ爪、25 保持要素隆起部、26 打抜き開口、27 平坦プラグ保持具、27.1 挿入チャネル、27.2 受け領域、27.3 溝、28 支持部、29 接触挿入開口、30 平坦プラグ、31 横方向面、32 ロッキング突起、33 挿入止め具。
【背景技術】
【0001】
発明の詳細な説明
本発明は複数の電気加熱要素を有する電気加熱装置に関し、複数の電気加熱要素は筐体によって保持されかつ熱伝導面に当接し、加熱すべき媒体がその上を流れることができる。電気加熱装置の加熱要素には、それらの電気的接続用の接触爪が設けられる。接触爪のうちすべてまたはいくつかは本質的に同じ高さに配置され、プレート要素によって接続される。プレート要素には伝導経路が設けられ、接触爪と電気的に接触をとるための接触爪受部を備える。
【0002】
この性質の電気加熱装置は、たとえば出願人の発明の特許文献1から公知である。この現行技術によると、筐体は、電気加熱要素の熱がその中で液体媒体に転送されるチャンバを形成する。この目的のため、電気加熱要素はいくつかのU字状の加熱チャンバ中に位置し、加熱チャンバの壁と熱伝導接触し、その上を液体が外側を流れる。
【0003】
しかしながら、一般的な電気加熱装置を、車室中の空気を暖めるための補助電気加熱器によって形成することもできる。この場合、筐体は通常、複数の電気加熱要素がその中に層構造で保持され、かつ放熱器要素を備えるフレームによって形成される。放熱器要素は電気加熱要素に当接し、その上を加熱すべき空気が流れる。電気加熱要素はここではPTC要素も備え、シート状金属バンドが両側でこれらの要素に当接する。単一シート状金属バンドが層構造の上に引出され、側面で接触爪を形成する。この性質の電気加熱装置はたとえば特許文献2に記載されている。
【0004】
一般的な加熱装置の場合、電気加熱要素を単に接触させる必要がある。ここで、通常、電気加熱要素は、電気加熱要素に対して何らかの電気的接続がなされる前に筐体中に予め組立てられる。その結果、電気加熱要素の接触爪への単純なしかし有効かつ永続的な電気的接続を容易にするプラグ接続が要件となることがしばしばである。
【0005】
特許文献1から公知の電気加熱装置は、平行列として設けられた複数の電気加熱要素を有する。各々の加熱要素は2つの接触爪を有し、その各々をプレート要素を介して接続する必要がある。この点において、特許文献1は関連の接触爪のための伝導経路と伝導経路に電気的に接続される接触爪受部とを有する導体基板を開示し、加熱回路へのさまざまな接触爪をグループ分けし、さらに平坦プラグを担持する。これらの平坦プラグはさらなる導体基板の受部の中に収容され、当該導体基板に電気的に接続される。この導体基板は電気加熱装置の開および閉ループ制御のための回路を備え、これにより個々の加熱回路が切換え可能となる。
【0006】
しかしながら回路基板の製造はコスト高である。さらに、特定的な伝導経路のために、回路基板は異なる加熱回路または異なる伝導経路を形成するための適合化を全く許容しない。さらに、たとえば、接触爪受部は導体基板にはんだ付けされ、これにより伝導経路に電気的に接続される。このことは精巧な製造方法を要件とするだけでなく、先行技術のプレート要素を使用できる温度を限定してしまう。
【0007】
この本発明の意図は、より単純にかつよりコスト効率よく製造可能な、伝導経路を備えるプレート要素を提供することである。さらに、この本発明の意図はプレート要素を製造する方法を特定することである。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】欧州特許第1872986号A1
【特許文献2】欧州特許第1157867号A1
【発明の概要】
【課題を解決するための手段】
【0009】
装置関連の問題の解決のため、本発明は、請求項1の特徴を有する電気加熱装置を特定する。これは、プレート要素が非導通材料からなる担体プレートと打抜き金属プレートとを備える点で先行技術の電気加熱装置とは異なっている。担体プレートと打抜き金属プレートとが接続されて1個のユニットを形成する。
【0010】
担体プレートは通常好ましくは射出成形によって非導電性プラスチックから製造されるため、担体プレートは、筐体の中またはその上への設置を容易にするさらなる機能的表面または要素を備えることができ、このことは電子機器またはケーブル配線などのさらなる構成要素の組み立てまたは筐体の完成の役に立つ。プラスチックとしては、プロカン(Procan)、PPT GF30(CTI600)、または別の比較的耐熱性のプラスチックが考えられる。これは、はんだ接続を全く行なわずにプラグ差込みのみによって金属プレートへの電気的インターフェイスがなされる場合は特に、プレート要素をより高温に晒せる可能性を与える。プレート要素の構造的完全性を与える構成要素、すなわち担体プレートは必要に応じて形成可能であり、射出成形による製造の可能性によってのみ限定される。しかしながら、発明に従うプレート要素を用いる場合、伝導経路は打抜き金属プレートによって形成される。この打抜き金属プレートは経済的に準備でき、次に担体プレートに接続することができる。
【0011】
電気加熱要素の電気的インターフェイスのためのさまざまな構成要素の、プレート要素への接合はこのように、さらなる発展例で示唆されるように、接触爪受部を金属プレートに対する打抜きおよび曲げによって1個の部品に形成することによって回避することができる。この目的のため、金属プレートは好ましくは、数μmの銀および/または銅/スズの薄いコーティングで被覆される、たとえばCuSnNi1Mgなどの硬引きの十分に接触性のある材料から形成される。ここで、対向して位置する接触爪の横方向面上の接触爪の規定された接触のために、接触爪受部は、ある張力下で接触爪に当接する当接可能接触ばねを有する。
【0012】
したがって、発明は、筐体上の位置決めおよび補強のために、このために特に形成されかつ経済的なプラスチックから製造される担体プレートに接合される金属プレートの打抜きおよび曲げによって、接触爪の接続に必要な要素と伝導経路とを1個の部品として形成する可能性を与える。
【0013】
電気的接続のさらなる簡略化のため、本発明の好ましい実施形態に従うと、担体プレート上の1個の部品として形成される平坦プラグ保持具によって保持される少なくとも1つの平坦プラグを設けることが示唆される。平坦プラグは通常、一方側、すなわち金属プレートから離れる方に向いた上側で担体プレートから突出している。平坦プラグの電気的接触のため、金属プレートは、対応して平坦プラグに形成される平坦プラグ接触受部を備える。好ましくはこの平坦プラグ接触受部にも接触ばねが設けられるため、平坦プラグの電気的接触は当該プラグを平坦プラグ接触受部の中に挿入するだけでなされる。
【0014】
これに従うと、本発明に従うプレート要素の打抜き金属プレートは、伝導経路と、一方では接触爪のためのおよび他方では平坦プラグのための、好ましくは打抜きによって切抜かれるだけの受部とを備え、これを通して、接触爪または平坦プラグの挿入により、伝導経路への電気的接触が直接になされる。本発明のプレート要素はしたがって、電気加熱要素とこの目的のための電源または回路とに容易に接触をなすことができる。請求項1の特徴およびこれに従属する請求項に従うさらなる発展例を有するプレート要素も、それ自身で、電気加熱装置なしでも発明に必須であり得る。
【0015】
平坦プラグは好ましくはシート状金属ストリップから形成され、少なくとも1つのロッキング突起を有し、ロッキング突起はシート状金属ストリップの横方向面から突出し、かつ打抜きおよび曲げによって作られる。平坦プラグはこのロッキング突起によって平坦プラグ保持具にロックする。通常、平坦プラグ保持具はこのためのアンダーカットを備え、アンダーカットは平坦プラグのための挿入および保持チャネルの隣に形成され、この中でロッキング突起は当該チャネルを通った後に中でクリップ留めをなす。次にロッキング突起は、アンダーカットへの当接により、平坦プラグが反対方向に引抜かれないようにする。
【0016】
担体プレートと打抜き金属プレートとの間の容易な接続のため、好ましくは1個の部品として形成される担体プレート上に保持要素を設け、これにより金属プレートが担体プレートにロック可能となる。次に、好ましくは接合の動きにより、打抜き金属プレートと担体プレートとの間をしっかりとロックする接合部ができる。
【0017】
担体プレートはここでは通常、担体プレート上に1個の部品として形成される複数の適切な保持要素を有する。通常、それらは打抜き金属プレートの少なくとも周辺領域にわたって把持を行なう。
【0018】
担体要素への金属プレートの確実かつ全体的な取付けのため、金属プレートは保持要素に割当てられる保持開口を備え、この保持開口を、金属プレートに対するロックのために保持要素が貫通する。しばしば、打抜き金属プレートはその中央区域にもこの性質の複数の保持開口を備える。このように、打抜き金属プレートは担体プレートにロックされ、したがって端縁においてだけでなくその中央領域中のさまざまな点においておよび好ましくはその完全な長手方向延在部にわたっても、しっかりと保持される。
【0019】
特に確実なロッキングは本発明の好ましい実施形態に従ってなされ、担体プレート上に1個の部品に形成される保持要素隆起部が本質的に中央で保持開口を架橋し、そこから、担体プレート上に両側に形成されかつラッチ爪がその上に設けられた、金属プレート背後で把持するばね棒が下向きに突出する。
【0020】
本発明のさらなる好ましい発展例に従うと、金属プレートは、電気加熱装置の加熱回路に割当てられ、電気伝導経路をグループ分けする複数の区域要素を有する。これらの区域要素はまず接続隆起部によってともに接続されるため、打抜きおよび曲げによって均一な構成要素として金属プレートを準備することができる。平坦プラグのうち少なくとも1つは各個別の区域要素に割当てられる。担体プレートは接続隆起部を自由なまま残す打抜き開口を備える。接続隆起部は通常、適切な打抜き開口のほぼ中央を貫通する。通常は射出成形で形成される打抜き開口は、打抜き金属プレートの組立後の接続隆起部の貫通を容易にし、個別の区域要素を互いから電気的に絶縁する。ここで、通常、保持要素のうち少なくとも1つは担体プレート側上の各個別の区域要素に割当てられる。
【0021】
本発明の連携した方法関連の局面に従うと、伝導経路を備えるプレート要素は、まず、伝導経路と、接続隆起部によってともに接合される区域要素および区域要素に設けられる接触爪受部とを形成するための金属プレートを打抜きまたは曲げによって加工して製造される。その後で初めて担体プレートへの接合が行なわれる。発明に従うと、これは射出成形によってプラスチックから製造される。接続隆起部は接合工程の後にのみ分離されて、先に均一に製造されかつ相互に接続された区域要素を電気的に分離する。しばしば、担体プレートはまず金属プレートとは独立して製造される。しかしながら、金属プレートをオーバーモールドすることによって両構成要素を接合し、同時に担体プレートを製造することを排除できるわけではない。
【0022】
発明に従う方法の範囲内では、接合の際、好ましくは各々の区域要素を接合し、担体プレートにしっかりとロックし、接続隆起部を分離した後ですら個別の区域要素を担体プレート上にしっかりと保持する。
【0023】
発明に従う技術のさらなる好ましい実施形態に従うと、平坦プラグは、担体プレートと金属プレートとが接合された後に、割当てられた平坦プラグ保持具の中に挿入される。平坦プラグ上に形成される挿入止め具によって通常は特定されるこの挿入の動きの終わりに、平坦プラグは平坦プラグ接触保持具中にロックし、プレート要素上に形成される平坦プラグ接触受部はプラグに差込まれた接続部において対応の平坦プラグに電気的に接触する。その結果、挿入の動きの範囲内で、平坦プラグの機械的取付けおよび打抜き金属プレートへの電気的結合も生じる。
【0024】
図面と関連した実施形態の以下の説明において本発明のさらなる詳細および利点を与える。これは以下を示す。
【図面の簡単な説明】
【0025】
【図1】実施形態に従うプレート要素の上側図の分解斜視図である。
【図2】実施形態に従うプレート要素の下側図の分解斜視図である。
【図3】すべての構成要素の接合後の、図1および図2に図示される実施形態の上側の斜視平面図である。
【図4】すべての構成要素の接合後の、図1および図2に図示される実施形態の下側の斜視平面図である。
【図5】図3に従う線V−Vに沿った断面図である。
【図6】図3の図示に従う線VI−VIに沿った断面図である。
【図7】図3に従うVIIの詳細図である。
【発明を実施するための形態】
【0026】
図中の構成要素は、たとえば、特許文献1から既知の、平行列に配置された複数の電気加熱要素を有する加熱装置のプレート要素である。この点で、特許文献1の具体的な記載を参照する。この特許出願の開示は、この本願の開示において引用により含まれる。以下の具体的な説明では、特許文献1で分配基板として指定される構成要素のみを詳細に扱う。
【0027】
このプレート要素は図中参照番号1で標識付けられ、これは金属プレート10、担体プレート20、および複数の平坦プラグ30からなる。
【0028】
さらに、図中、関連の構成要素の上側は参照番号2で標識付けられ、下側は参照番号3で標識付けられる。
【0029】
金属プレート10は、たとえば、2.5μm厚の銀コーティングを有するCuSnNi1Mgなどの硬引き接触材料を打抜きかつ曲げることによって形成される。打抜き作業により、金属プレートは格子状に再成形される。金属プレート10は、各々が接続隆起部12によって互いに接続される5つの区域要素11を有する。各々の区域要素11は、複数の接触爪受部13を有し、これらは接触ばね14を残して挿入開口を切取ることによって形成され、接触ばねは挿入開口の対向して位置する周辺から下向きに突出する。これらの打抜きされた接触ばねは、下側3から、接触ばね14の先端へ僅かに漏斗形状に先細になった部分が作製されるように曲げることによって、金属プレート10の上側2に対して配置される。
【0030】
参照番号15で標識付けられる平坦プラグ接触受部にも適切な接触ばね14を設ける。各々の区域要素11.1から11.5毎に、平坦プラグ接触受部15.1から15.5が設けられる(図3)。
【0031】
さらに、打抜きによって金属プレート10に矩形の保持開口16および内側開口17が形成される。金属プレート10の残余の材料は部分的に、隆起形状の部分的に平らな伝導経路18を形成する。金属プレート10のすべての機能的要素および機能的区域は、パネル形状のシート状金属半仕上げ製品に対する打抜きおよび打抜き/曲げ作業によってのみ形成される。
【0032】
担体プレート20は金属プレート10のための平坦接触基部21を形成し、この上に、金属プレート10の内側開口17の中へ貫通する補強セグメント22が延在する。補強セグメント22の輪郭は本質的に割当てられた区域要素11の周辺輪郭に対応するため、金属プレート10は担体プレート20に対して整列され、金属プレート10は担体プレート20に対して予め規定された方向にのみこれに当接することができる。接触基部21はさらにばね棒23を有し、ラッチ爪24がその上に突出する。ラッチ爪は図6に拡大して図示され、担体プレート20上での金属プレート10のしっかりとロックされた保持のための保持要素を形成する。このために、ばね棒23およびラッチ爪24は保持開口16を通り、ラッチ爪24は金属プレート10の下側3の背後で把持する。ばね棒23は保持要素隆起部25から延在し、保持要素隆起部は、金属プレート10と担体プレート20とを接合した後、ほぼ中央で(図6を参照)保持開口16を架橋する。区域要素11.4および11.5のための接触基部21.4および21.5は割当てられたラッチ爪を用いてばね棒23.4、23.5によって端縁で限界を定められ、ラッチ爪は、接合された状態で、対応の区域要素11.4および11.5の周辺と相互作用し、それらをしっかりロックされた状態に固定する。
【0033】
金属プレート10の外側輪郭もばね棒23によって周方向に把持され、しっかりとロックされる。
【0034】
接続隆起部12の位置に対応して、担体プレート20は打抜き開口26を備える。接合された状態で、接続隆起部12はこれらの打抜き開口26中のほぼ中央に位置する。
【0035】
図1に見ることができる担体プレート20の上側2は5つの平坦プラグ保持具27を有し、各々の場合、長手方向側に分散した3つの支持部28がプレート上に突出し、当該支持部は平坦プラグ保持具27と同じ高さで終端する。各々の平坦プラグ保持具27は挿入チャネル27.1を有し、チャネルは平坦プラグ30の厚みに適合して形成されかつ受け領域27.2に繋がり、これは担体プレート20を形成するプラスチック材料によって周方向に囲まれ、アンダーカットを形成する。最後に、接触爪−または平坦プラグ接触受部13、15に対応して、接触挿入開口29が担体プレート20上に自由なまま残される。
【0036】
担体プレート20のここまでに記載したすべての要素は担体プレート20の射出成形の際に1個の部品としてこれとともに形成される。
【0037】
平坦プラグ30は、対向して位置する横方向面31から突出するロッキング突起32を有し、ロッキング突起は平坦プラグ30のシート平面を打抜くおよびシート平面から曲げることによって形成される。さらに、挿入止め具33が平坦プラグ30から横方向に下向きに突出し、その収容のため、平坦プラグ保持具27の自由面側に溝27.3を設ける。
【0038】
図示される実施形態の場合、まず、担体プレート20は、たとえばPBTなどの耐熱性プラスチックからの射出成形によって1個の部品として作られる。金属プレート10は打抜きおよび曲げによって準備される。次に、2つの構成要素10、20が互いに対して位置決めされる。担体プレート20はここでは通常、その下側3を上向きにした向きにされる。金属プレート10が定位置に置かれた後、接合工具が、担体プレート20の接触基部21に対して金属プレート10を押さえる。これを行なう際、ラッチ爪24は保持開口16の端縁または区域要素11.4、11.5の長手方向端縁に対してラッチする。同様に、担体プレート20の長手方向端縁上に設けられるばね棒23は、その外側輪郭に沿って金属プレート10に対してラッチする。
【0039】
次に、分離工具、たとえばパンチング工具によって分離作業が行なわれる。その間に接続隆起部12が分離される。打抜き開口を通してパンチングスタンプが導入され、接続隆起部12が削ぎ取られた。特に図4の打抜き開口26の領域に接続隆起部12の残余を見ることができる。5つの区域要素11.1から11.5が互いから電気的に分離されて作られる。
【0040】
その後、割当てられた平坦プラグ保持具27のそれぞれの挿入チャネル27.1の中へ平坦プラグ30が上側2から導入される。この挿入の動きの範囲内で、ロッキング突起32は平坦プラグ材料30の平面の中に弾性的に押戻される。最後に、平坦プラグ30の先端が平坦プラグ受部15の接触ばね14を押圧するため、接触爪受部13のように当初形成されかつともに取られる平坦プラグ受部15の接触ばね14が金属プレート10の上側2を越えて延在して下側3を越えて折り曲げられる。挿入チャネル27.1を通した平坦プラグ30の正確な誘導は接触ばね14の再成形の動きを簡略化する。平坦プラグ30は通常、機械によって圧入される。平坦プラグの挿入の動きは、挿入止め具33が平坦プラグ保持具27の溝27.3の底部に当接すると終了する。この位置は図5の断面図に図示される。
【0041】
このように準備されるプレート要素1は次に個別の電気加熱要素の接触爪上に押し付けられ、これらを区域要素11.1から11.5に従う加熱回路にグループ分けする。関連の電気加熱要素の接触爪のうち1つはここでは常に区域要素11.1と接触し、これは接地に接続される一方で、他の区域要素11.2から11.4は割当てられた平坦プラグ30.2から30.5を介してスイッチ、特に電力スイッチに接続され、スイッチは導体基板にはんだ付けされ、基板は支持部28および平坦プラグ保持具27の表側端上に載置され、伝導経路への平坦プラグ30の電気的接触のための平坦プラグ受部を有する(特許文献1を参照)。
【0042】
実施形態により、加熱回路を、すべての接続隆起部12を完全に取外すことなく単純な態様で変更できることが指摘される。
【符号の説明】
【0043】
1 プレート要素、2 上側、3 下側、10 金属プレート、11 区域要素、11.1−11.5 個別の加熱回路の区域要素、12 接続隆起部、13 接触爪受部、14 接触ばね、15 平坦プラグ接触受部、16 保持開口、17 内側開口、18 伝導経路、20 担体プレート、21 接触基部、22 補強セグメント、23 ばね棒、24 ラッチ爪、25 保持要素隆起部、26 打抜き開口、27 平坦プラグ保持具、27.1 挿入チャネル、27.2 受け領域、27.3 溝、28 支持部、29 接触挿入開口、30 平坦プラグ、31 横方向面、32 ロッキング突起、33 挿入止め具。
【特許請求の範囲】
【請求項1】
複数の電気加熱要素を有する電気加熱装置であって、前記電気加熱要素は筐体によって保持されかつ熱伝導面に当接し、その上に加熱すべき媒体が流れ、前記電気加熱要素は電気接続のための接触爪を備え、本質的に同じ高さに配置される接触爪はプレート要素(1)を通して接続され、前記プレート要素は導体ストリップ(18)と前記接触爪の電気接触のために形成される接触爪受部(13)とを備え、
前記プレート要素(1)は、担体プレート(20)と打抜きされた金属プレート(10)とを備え、前記担体プレート(20)と前記打抜きされた金属プレート(10)とはともに接続されることを特徴とする、電気加熱装置。
【請求項2】
前記接触爪受部(13)は、前記金属プレート(10)に対する打抜きおよび曲げによって1個の部品として形成されることを特徴とする、請求項1に記載の電気加熱装置。
【請求項3】
前記接触爪受部(13)は各々接触ばね(14)を備え、前記接触ばねは前記接触爪の対向して位置する横方向面に当接することができることを特徴とする、請求項1または2に記載の電気加熱装置。
【請求項4】
前記担体プレート(20)は少なくとも1つの平坦プラグ(30)を有し、前記平坦プラグは、前記担体プレート(20)上に延在して前記担体プレート(20)上の1個の部品として形成される平坦プラグ保持具(27)によって保持されることを特徴とする、請求項1から3のうち1項に記載の電気加熱装置。
【請求項5】
前記金属プレート(10)上に形成される平坦プラグ接触受部(15)は前記平坦プラグ(30)に割当てられ、プラグ接続によって接触されることを特徴とする、請求項4に記載の電気加熱装置。
【請求項6】
前記平坦プラグ(30)はシート状金属ストリップから形成され、かつ少なくとも1つのロッキング突起(32)を備え、前記ロッキング突起は、横方向面(31)から突出し、打抜きおよび曲げによって製造され、かつ平坦プラグ保持具(27)にロックされることを特徴とする、請求項1から5のうち1項に記載の電気加熱装置。
【請求項7】
前記金属プレート(10)は、前記担体プレート(20)上に1個の部品として形成される保持要素(23)を通して前記担体プレート(20)にロックされることを特徴とする、請求項1から6のうち1項に記載の電気加熱装置。
【請求項8】
保持開口(16)であって、前記保持要素(23)のために形成され、前記金属プレート(10)に対するラッチのために前記保持要素(23)を通させる保持開口(16)を特徴とする、請求項7に記載の電気加熱装置。
【請求項9】
前記保持開口(16)は、本質的に中央で前記担体プレート(20)の保持要素隆起部(25)によって架橋され、担体プレート(20)からその両側に形成されたばね棒(23)が下向きに突出し、前記ラッチ爪(24)が前記金属プレート(10)の背後で把持することを特徴とする、請求項8に記載の電気加熱装置。
【請求項10】
前記金属プレート(10)は複数の区域要素(11)を形成し、前記複数の区域要素は電気加熱装置の加熱回路に割当てられ、伝導経路をグループ分けし、まず接続隆起部(12)によって互いに接続され、単一部品金属プレートの構成要素部品として製造され、前記平坦プラグ(30)のうち少なくとも1つは単一の区域要素(11)に割当てられ、前記担体プレート(20)は前記接続隆起部(12)を自由なままに残す前記打抜き開口(26)を形成することを特徴とする、請求項1から9のうち1項に記載の電気加熱装置。
【請求項11】
伝導経路を備えるプレート要素(1)を製造する方法であって、このために担体プレート(20)は射出成形によってプラスチック材料から製造され、金属プレート(10)は区域要素(11.1−11.5)を形成するための打抜き作業を施され、前記区域要素は接続隆起部(12)によってともに接合され、接触爪受部(13;15)が前記区域要素(11.1−11.5)中に設けられ、前記担体プレート(20)と前記金属プレート(10)とが接合され、次に前記接続隆起部(12)が分離される、方法。
【請求項12】
接合の際、各々の区域要素(11.1−11.5)は前記担体プレート(20)にしっかりとロックされて接合されることを特徴とする、請求項11に記載の方法。
【請求項13】
平坦プラグ(30)は、平坦プラグ保持具(27)の中に挿入され、挿入の動きの終わりに前記平坦プラグ保持具(27)の中にロックし、前記金属プレート(10)上に形成される平坦プラグ接触受部(50)中の割当てられた区域要素(11)に電気的に接続されることを特徴とする、請求項11または12に記載の方法。
【請求項1】
複数の電気加熱要素を有する電気加熱装置であって、前記電気加熱要素は筐体によって保持されかつ熱伝導面に当接し、その上に加熱すべき媒体が流れ、前記電気加熱要素は電気接続のための接触爪を備え、本質的に同じ高さに配置される接触爪はプレート要素(1)を通して接続され、前記プレート要素は導体ストリップ(18)と前記接触爪の電気接触のために形成される接触爪受部(13)とを備え、
前記プレート要素(1)は、担体プレート(20)と打抜きされた金属プレート(10)とを備え、前記担体プレート(20)と前記打抜きされた金属プレート(10)とはともに接続されることを特徴とする、電気加熱装置。
【請求項2】
前記接触爪受部(13)は、前記金属プレート(10)に対する打抜きおよび曲げによって1個の部品として形成されることを特徴とする、請求項1に記載の電気加熱装置。
【請求項3】
前記接触爪受部(13)は各々接触ばね(14)を備え、前記接触ばねは前記接触爪の対向して位置する横方向面に当接することができることを特徴とする、請求項1または2に記載の電気加熱装置。
【請求項4】
前記担体プレート(20)は少なくとも1つの平坦プラグ(30)を有し、前記平坦プラグは、前記担体プレート(20)上に延在して前記担体プレート(20)上の1個の部品として形成される平坦プラグ保持具(27)によって保持されることを特徴とする、請求項1から3のうち1項に記載の電気加熱装置。
【請求項5】
前記金属プレート(10)上に形成される平坦プラグ接触受部(15)は前記平坦プラグ(30)に割当てられ、プラグ接続によって接触されることを特徴とする、請求項4に記載の電気加熱装置。
【請求項6】
前記平坦プラグ(30)はシート状金属ストリップから形成され、かつ少なくとも1つのロッキング突起(32)を備え、前記ロッキング突起は、横方向面(31)から突出し、打抜きおよび曲げによって製造され、かつ平坦プラグ保持具(27)にロックされることを特徴とする、請求項1から5のうち1項に記載の電気加熱装置。
【請求項7】
前記金属プレート(10)は、前記担体プレート(20)上に1個の部品として形成される保持要素(23)を通して前記担体プレート(20)にロックされることを特徴とする、請求項1から6のうち1項に記載の電気加熱装置。
【請求項8】
保持開口(16)であって、前記保持要素(23)のために形成され、前記金属プレート(10)に対するラッチのために前記保持要素(23)を通させる保持開口(16)を特徴とする、請求項7に記載の電気加熱装置。
【請求項9】
前記保持開口(16)は、本質的に中央で前記担体プレート(20)の保持要素隆起部(25)によって架橋され、担体プレート(20)からその両側に形成されたばね棒(23)が下向きに突出し、前記ラッチ爪(24)が前記金属プレート(10)の背後で把持することを特徴とする、請求項8に記載の電気加熱装置。
【請求項10】
前記金属プレート(10)は複数の区域要素(11)を形成し、前記複数の区域要素は電気加熱装置の加熱回路に割当てられ、伝導経路をグループ分けし、まず接続隆起部(12)によって互いに接続され、単一部品金属プレートの構成要素部品として製造され、前記平坦プラグ(30)のうち少なくとも1つは単一の区域要素(11)に割当てられ、前記担体プレート(20)は前記接続隆起部(12)を自由なままに残す前記打抜き開口(26)を形成することを特徴とする、請求項1から9のうち1項に記載の電気加熱装置。
【請求項11】
伝導経路を備えるプレート要素(1)を製造する方法であって、このために担体プレート(20)は射出成形によってプラスチック材料から製造され、金属プレート(10)は区域要素(11.1−11.5)を形成するための打抜き作業を施され、前記区域要素は接続隆起部(12)によってともに接合され、接触爪受部(13;15)が前記区域要素(11.1−11.5)中に設けられ、前記担体プレート(20)と前記金属プレート(10)とが接合され、次に前記接続隆起部(12)が分離される、方法。
【請求項12】
接合の際、各々の区域要素(11.1−11.5)は前記担体プレート(20)にしっかりとロックされて接合されることを特徴とする、請求項11に記載の方法。
【請求項13】
平坦プラグ(30)は、平坦プラグ保持具(27)の中に挿入され、挿入の動きの終わりに前記平坦プラグ保持具(27)の中にロックし、前記金属プレート(10)上に形成される平坦プラグ接触受部(50)中の割当てられた区域要素(11)に電気的に接続されることを特徴とする、請求項11または12に記載の方法。
【図1】


【図2】
【図3】

【図4】
【図5】

【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−211758(P2012−211758A)
【公開日】平成24年11月1日(2012.11.1)
【国際特許分類】
【外国語出願】
【出願番号】特願2012−76363(P2012−76363)
【出願日】平成24年3月29日(2012.3.29)
【出願人】(501324823)エーベルスパッヒャー・カテム・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツング・ウント・コンパニー・コマンディットゲゼルシャフト (23)
【Fターム(参考)】
【公開日】平成24年11月1日(2012.11.1)
【国際特許分類】
【出願番号】特願2012−76363(P2012−76363)
【出願日】平成24年3月29日(2012.3.29)
【出願人】(501324823)エーベルスパッヒャー・カテム・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツング・ウント・コンパニー・コマンディットゲゼルシャフト (23)
【Fターム(参考)】
[ Back to top ]