
東芝機械株式会社により出願された特許
781 - 790 / 843
マスクブランクス基板
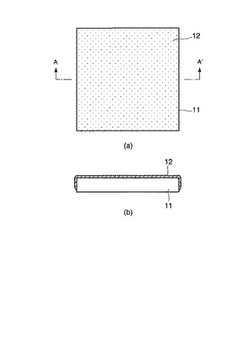
【課題】 荷電ビーム照射に伴うレジストの帯電及び放電破壊を防止することができ、露光用マスクにおけるパターン精度の向上及び製造歩留まりの向上をはかる。
【解決手段】 露光光に対して透明な基板11上の一主面に荷電ビームリソグラフィーを含むプロセスによりパターンを形成するための露光光に対して不透明な導電性の遮光体12を形成したマスクブランクス基板であって、基板11の一主面上の4隅を含む全面がく導電性材料で覆われている。
(もっと読む)
基板検知装置

【課題】 搬送経路の特定箇所に基板が有るか否かを光電式センサによって非接触で検知することができ、且つセンサの発熱を極力抑えてパターン描画誤差の発生を抑制する。
【解決手段】 基板検知装置であって、搬送経路の特定の場所に基板11が存在するか否かを検知するセンサ12と、センサ12の近傍に配置され、センサ12を周期的に且つ該周期よりも短いパルスで駆動する電源供給部15と、センサ12の近傍に配置され、電源供給部15によるセンサ12の駆動タイミングと同期してセンサ12の検出信号から基板11の有無状態を測定し、この測定データを保持する信号出力部17と、信号出力部17に基板検知要求信号を送出し、信号出力部17に保持された測定データを受け取り、基板11の有無状態を表示する状態表示部14とを備えた。
(もっと読む)
成形機の油圧装置
【課題】 シリンダ機構を駆動する作動油圧の立ち上がりが早く、しかも省設備化が図れる成形機用の油圧装置を提供する。
【解決手段】 油圧装置10Aは、可変速電動機40と、この可変速電動機40によって同時に駆動される可変容量ポンプ41および定容量ポンプ42を備えている。定容量ポンプ42が吐出する作動油は、パイロット油路32を経てロジック弁等の制御弁30のパイロットポート31に供給される。さらにこの定容量ポンプ42が吐出する作動油は、可変容量ポンプ41のパイロット圧としても使用される。定容量ポンプ42から吐出してアンロードされる作動油は、フィルトレーション回路70に導かれ、フィルタ装置72によって濾過されるとともに冷却器73によって冷却される。
(もっと読む)
射出成形機用ノズル及びこれを用いたサンドイッチ射出成形方法
【課題】 三種類の樹脂を使用して、二種類の異なるスキン層を有するサンドイッチ成形を行うための射出成形機用ノズルを提供する。
【解決手段】 ノズル10には、三つのポート、四つの流路、及び二つのノズルチップが設けられている。第一流路31は、第一ポート21に続く孔状流路から始まり、第一コア41の周囲を通る環状流路31aとなって第一ノズルチップ11内の流路15につながっている。第二流路32は、第一流路31と同様の経路を経て、第二ノズルチップ12内の流路16につながっている。第三流路33は、第三ポート23から分岐する孔状流路の一方を通り、第一コア41の内部に入り、第一コア41の中心軸上を通る孔状流路33aとなって第一ノズルチップ11の内部で流路15につながっている。第四流路33は、第三ポート23から分岐する孔状流路のもう一方を通り、第三流路33と同様な経路を経て、第二ノズルチップ12内の流路16につながっている。
(もっと読む)
成形機の型駆動装置
【課題】ポンプの吐出量を低減でき、かつ、付属駆動機構によるピストン駆動時にタンクからの作動油の吸込みをゼロに近付けることが可能な型駆動装置の提供。
【解決手段】この型駆動装置10は、油圧によってピストン部材46を駆動するシリンダ機構40と、油圧以外の駆動源によってピストン部材46を駆動する付属駆動機構41を備えている。ピストン部材46の一方側に第1油室81が形成されている。ピストン部材46の他方側に、第2油室82と第3油室83が形成されている。第1油室81と第2油室82は互いに油路95でつながれている。第1油室81のピストン受圧面積は、第2および第3油室82,83を合わせたピストン受圧面積と同等である。
(もっと読む)
連続可塑化式射出成形機の駆動制御方法及び駆動制御装置
【課題】 アキュムレータ装置から射出装置の射出シリンダ室内へ可塑化樹脂を導入するためにその駆動源として用いるサーボモータの駆動制御方法及び駆動制御装置を提供する。
【解決手段】 オンラインブレンド式射出成形機のアキュムレータ装置14と射出装置12と押出装置16が流路18、20を介して接続されている。押出装置にはフィーダ装置66が搭載されている。計量工程では、プランジャチップ56をサーボモータ44で駆動し、その駆動に同期または追従して射出装置側のプランジャチップ30がサーボモータ38によって駆動される。一方、蓄積工程では、第1開閉弁22を閉じて、押出装置から押出される可塑化樹脂はシリンダ室42にのみ導入される。また、連続運転中、押出装置からの可塑化樹脂の押出量を安定させるため、フィーダ装置のスクリュ72はロードセル64からの重量検出信号に応答して変動分を相殺するよう回転を制御される。
(もっと読む)
オンラインブレンド射出成形機における押出機のスクリュ回転制御方法およびこの方法を用いた押出機を有するオンラインブレンド射出成形機
【課題】 オンラインブレンド射出成形機の押出機のスクリュ回転数を起動に際し、或いは運転中に変化させる場合、作業者の手を煩わせる必要がなく、自動的にしかも任意の時間に、任意の回転数に段階的に、或いは徐々直線的に或いは曲線的に変化させることが出来るスクリュ回転数制御方法およびこの方法を用いた押出機を有するオンラインブレンド射出成形機を提供すること。
【解決手段】 オンラインブレンド射出成形機の押出機のスクリュ回転制御方法において、起動に際し、所定の時間内に0から予め定めた回転数まで段階的に上昇させていくことを特徴とするオンラインブレンド射出成形機の押出機のスクリュ回転制御方法とした。
(もっと読む)
ベアリング押えのシール方法
【課題】 歯車箱等のベア押えの内径面と回転軸の間の隙間δから外部への潤滑油等の漏れ防止或いは外部からの異物の進入防止を簡単に行なうことが可能なベア押えのシール方法を提供すること。
【解決手段】 歯車箱等の内外を隔離し、外部からの異物の進入、或いは外部への潤滑油等の漏れを防止するとともに、ベアリング12を内部側に押付けるベア押え13のシール方法において、ベアリングにより回転自在に支承された回転軸10とベア押えの内径面との間の隙間δに少なくとも1個のラビリンス19を設けることを特徴とするベア押えのシール方法。
(もっと読む)
アイドラー等の歯車
【課題】 歯車の部品点数が少なく、省スペースとすることが出来るとともに、歯車とベアリングの嵌合いを緩くして、組立て作業が容易に出来る歯車をを提供すること。
【解決手段】 固定軸に嵌着したベアリングの外輪に内径をJs6程度の嵌合いで嵌着するとともに、ベアリングの外輪に複数個のボルトで取付けることを特徴とするアイドラー等の歯車で複数個のボルトに換えて複数個の穴付ボルトとしたことを特徴とするアイドラー等の歯車。
(もっと読む)
産業用ロボット
【課題】 フォークが長くても、これを太くすることなく、フォークの先端の垂れ下がりを補正して搬送物を容易、迅速かつ的確に搬送することのできる産業用ロボットを提供する。
【解決手段】 フォーク16は、ボルト17によりハンド15に着脱可能に取り付けられている。ハンド15には、フォーク16の下面に当接してフォーク16の先端側を押し上げるようにシム21とシム押さえ22とからなるフォーク先端位置調整手段20が取り付けられている。このシム21は、予め種々の厚さのものが用意され、フォーク16の先端が元端とほぼ同じ高さとなる厚さのものが選択されて使用される。
(もっと読む)
781 - 790 / 843
[ Back to top ]