
株式会社スター精機により出願された特許
11 - 20 / 47
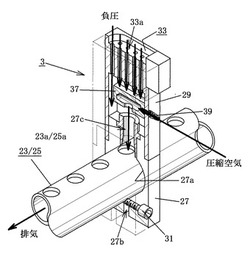
成形品吸着ユニット及び成形品吸着部材
【課題】取り付けスペースを狭小化して小型化する。
【解決手段】外周面に多数の孔が軸線方向へ樹脂成形品における製品間隔をおいて形成された共通排気管23・25と、樹脂成形品の製品に相対する上部に一側面が開放し、他側面が閉鎖され、樹脂成形品の製品を吸着する多数の吸引孔33aが形成された開口凹所33を有すると共に基端側に上記共通排気管に挿嵌して固定され、かつ孔に一致する空気流路が形成された固定部を有した吸着本体29、上記吸着本体内に収容され、上記吸引孔に接続される負圧発生手段37、上記負圧発生手段に圧縮空気を供給する圧縮空気供給部39、上記開口凹所の開放側面側に設けられ、開口凹所内に光を照射する発光部材及び上記空間部からの戻り光を受光する受光部材からなる光検知部材を備えた成形品吸着部材3とからなる。該共通排気管に対して複数の該成形品吸着部材を、樹脂成形品の製品に相対して位置変更可能に取り付ける。
(もっと読む)
樹脂成形品取出し機及び樹脂成形品取出し方法

【課題】簡易な構成により保持部材を長いストロークで上下移動させることができ、取付けスペースを狭小化する。簡易な構成により保持部材の姿勢を一定に保って樹脂成形品を取出す。
【解決手段】樹脂成形機の固定プラテンに上下方向へ延出し、樹脂成形機の中心軸線方向へ移動可能で、かつ回動可能に設けられた上下フレームに対して所定の間隔をおいて平行に軸支された一対の揺動アームを上下方向へ揺動して各揺動アームの先端部に上下フレームと平行に軸支された取付けアームの下部に設けられた保持部材を垂直状態で昇降移動して樹脂成形機の金型内から樹脂成形品を取出す。
(もっと読む)
成形品取出し機の樹脂成形品検査システム及び樹脂成形品検査方法
【課題】樹脂成形品を複数個所で検査して良否を判別することにより樹脂成形品を高い精度で検査する。樹脂成形機の操作側または反操作側におけるスペースを充分に確保し、金型交換作業や保守作業の障害になるのを回避する。
【解決手段】少なくとも1本のアームを回動して樹脂成形品を保持するハンドユニットを三次元方向へ移動する関節ロボットを成形品開放位置側の本体フレームに固定する。関節ロボットの可動範囲内に樹脂成形品を撮像して画像データを出力する成形品撮像手段を設ける。制御手段により予め設定された移動位置データに基づいて関節ロボットを駆動してハンドユニットを移動制御すると共に入力される画像データと予め記憶された基準画像データに基づいて樹脂成形品の良否を判別する。
(もっと読む)
成形品取出機
【課題】チャック位置を調整する際の手間と時間がかかるのを回避して調整作業性を効率的に行う。長期にわたってチャックの位置調整作業を確実に行う。
【解決手段】可動体の先端部に、金型の型合せ面と平行な水平方向及び垂直方向のいずれかへ延出するように取付けられ、所望の長手方向長さからなるガイド部材と、該ガイド部材に係合して上記長手方向へ移動可能に支持され、チャックが取付けられるスライダーと、上記ガイド部材に対して所定の位置へ移動した上記スライダーを固定する固定手段とからなるチャック位置調整機構を備える。
(もっと読む)
成形品取出し機の電動成形品把持装置
【課題】エアーシリンダを作動して成形品を把持して取出す成形品把持装置に比べて圧縮空気発生装置、該圧縮空気発生装置からエアーシリンダに至るエアー配管等をなくして樹脂成形工場設備を簡易化すると共に設備コストを低減する。また、把持検知器を設けることなく、成形品を把持したか否かを検出することができ、把持爪を小型化及び軽量化する。更に、成形品の把持状態に応じて把持力を可変する。
【解決手段】一対の把持爪を全閉及び全開した際に回転位置検出手段から出力される信号に基づいて一対の把持爪の揺動量に対応する電動モータの回転量による揺動基準データを記憶すると共に全開状態の一対の把持爪間に成形品を位置した状態で一対の把持爪を閉鎖して回転位置検出手段から出力される信号に基づいて一対の把持爪の揺動量に対応する電動モータの回転量による把持検知データを記憶し、該把持検知データに基づいて一対の把持爪による成形品の把持を検知する。
(もっと読む)
送り装置
【課題】作動ストロークが移送距離の約1/2とした小型の作動部材を使用して所定距離で被移送物を移送することができ、装置自体が小型化及び低コスト化する。
【解決手段】作動部材の作動/復動に伴って搬出側から搬入側に向かって移動する一方の移動部材により回転体を回転させて他方の移動部材を搬入側から搬出側へ移動して移送方向上手側に当接する固定押当て部材により被移送物を移送距離の約1/2の距離で移送した後、可動押当て部材を垂直位置へ移動して被移送物の移送方向上手側に当接可能にした状態で作動部材を復動/作動して搬出側へ移動する一方の移動部材により被移送物を、更に移送距離の約1/2の距離で移送する。
(もっと読む)
電動保持装置
【課題】真空発生装置からのエアー配管を不要にし、エアー消費量を低減し、消費電力の低減に寄与できる保持装置を提供すること。
【解決手段】電動モータ31を回転駆動してスクリュー部材21を所定方向へ回転させて吸着パッド23内の空気を吸引して他方端部の通気孔19cから排気することにより吸着パッド内を真空形成してワークを吸着して保持する一方、電動モータを上記と逆方向へ回転駆動してスクリュー部材を上記と逆方向へ回転させて他方端部の通気孔から流入する空気を圧縮して一方端部の通気孔を介して吸着パッド内に供給することにより真空破壊してワークの吸着を解除する。
(もっと読む)
成形品取出し機における吸着圧制御方法
【課題】成形品が正常に吸着された後においては、負圧手段の稼働時間を短くしてエアーの消費量及び消費電力を低減する。また、成形品が正常に吸着された後においては、吸着圧が必要以上に高くなるのを回避して成形品に吸着痕が形成されるのを防止する。
【解決手段】負圧(真空)手段と吸着パッドの負圧流路に設けられた吸着圧検知手段により検出される吸着パッドによる実吸着圧が、予め設定された吸着検知圧に達した際に、吸着パッドに成形品が吸着保持されたと判断する。検出される実吸着圧が、予め吸着検知圧より低い値に設定された吸着閾値圧に達した際に、負圧手段の駆動を停止制御する。
(もっと読む)
成形品吸着装置
【課題】金型内から成形品を抜き出す際には移動ストロークを短くして成形品の取出しサイクルを短縮する。吸着部材に吸着保持された成形品を金型位置から開放位置へ移動する際には取付け部材と吸着部材の間隔を短くして振動等が増幅される割合を低減して吸着不良が発生するのを回避する成形品取出し作業を提供する。
【解決手段】吸着手段を取付け部材に対して金型内の成形品に近づく方向及び離間する方向へ移動可能に支持される軸部材17と、金型に相対する軸部材17の先端側に設けられると共に負圧発生手段に接続される吸着部材と、取付け部材と吸着部材の間に位置する軸部材17に装着されるばね部材と、取付け部材に対して金型と反対方向に突出した軸部材17の外周面に相対するように配置され軸部材17の外周面に圧接するストッパ37部材と、ストッパ37部材を軸部材17の外周面に近づく位置と離間する位置の間で移動する作動部材35から構成する。
(もっと読む)
ラベルインサート成形におけるラベル取出し方法
【課題】擬似コアにラベルを受け渡す際に、ラベルを位置出しした状態で受け渡して成形不良品が発生するのを低減する。
【解決手段】ラベルを金型内に装着した後に合成樹脂を射出して表面にラベルが一体化された成形品を成形するラベルインサート成形において、多数枚のラベルが上下方向へ集積されたラベルストック部から、最下層に位置するラベルを順次吸着して取出し可能にする。
(もっと読む)
11 - 20 / 47
[ Back to top ]