
株式会社電元社製作所により出願された特許
1 - 10 / 23
溶接トランスおよびその製造方法
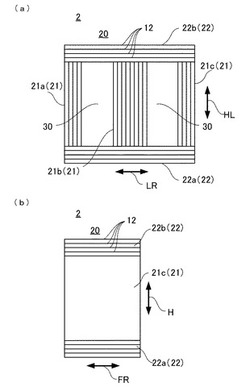
【課題】電磁鋼板の裁断工数および積層枚数を低減し、積層鉄心の組立作業時間を短縮して、溶接トランスの製造コストを低減する。
【解決手段】溶接トランス1の積層鉄心2は、複数の中間積層体と複数の挟持積層体とを有する。中間積層体21と挟持積層体22の幅方向は同一方向に揃えられる。複数の中間積層体21は間隔を置き、中間積層体21の長さ方向を揃えて配置される。中間積層体21に、中間積層体21に環状にコイル3が巻回される。複数の挟持積層体22は、中間積層体21の長さ方向の両側から複数の中間積層体21を挟持する。中間積層体21と挟持積層体22とは、中間積層体21と挟持積層体22の幅方向の両側から一対の組立フランジで挟持される。
(もっと読む)
コンデンサ型抵抗溶接機

【課題】充電用コンデンサの寿命の向上と充電時間の短縮を図る。
【解決手段】溶接のための電気エネルギーを充電用コンデンサ35に充電する充電回路30と、充電用コンデンサ35に充電された電気エネルギーを被溶接物70に放電する放電回路40と、電気エネルギーの放電を充電用コンデンサ35が完全放電する前に停止させる放電制御回路200とを有する。
(もっと読む)
直流電源装置
【課題】多相発電機を用いて直流電圧を出力する。
【解決手段】少なくとも3相以上の相数の交流電力を出力する多相発電機20と、多相発電機20を回転させる動力源10と、多相発電機20が出力する交流電力を整流して直流電力に変換する整流回路30と、整流回路30が直流負荷に供給している負荷電流の大きさを検出する電流センサ50と、直流負荷90が必要とする電流の大きさを検出する要求負荷電流検出器60と、電流センサ50が検出した負荷電流の大きさと要求負荷電流検出器60が検出した直流負荷が必要とする電流の大きさとを比較して、必要とする負荷電流が直流負荷90に供給されるように動力源10の回転数を制御する速度制御部70と、を有する。
(もっと読む)
X型ポータブルガンの主軸構造
【課題】スラストワッシャ等の磨耗の補正及び交換作業が容易で且つ部品の加工精度を低減し、相対向する電極のずれを防止する高剛性な主軸構造を提供する。
【解決手段】相対向する電極1、2を先端に備えたガンアーム3、4を相互に回転自在に主軸9で支持し、加圧手段6で前記電極1、2の開閉を行うX型ポータブルガンにおいて、前記主軸9に締結手段22で固定締結されたガンアーム3と該ガンアームを軸方向の両外側から跨ぐ他方のガンアーム4と、該他方のガンアーム4を主軸9に支持する軸受け8、14と、主軸9の両端側のフランジ手段10、15とスペーサ手段11、16および主軸9から構成され、前記他方のガンアーム4の両外側面と前記フランジ手段10、15の間に前記スペーサ手段11、16を配置し、前記フランジ手段10、15で前記スペーサ手段11、16を軸方向に締め付け調整して相対向する電極1、2の先端を正常な位置に確定する。
(もっと読む)
ロボット動作を利用することによるアクチュエ−タを有しない電極チップ抜き取り装置
【課題】溶接ガンの電極チップをロボット動作のみの力で自動的に抜き取り、且
つ小型で低価格の装置を提供する。
【解決手段】溶接ガンのシャンク(17a)及び(18a)と電極チップ(17b)
及び(18b)の隙間を、進入口であるチップブロック(2)へ挿入し、溶接
ガンを作動させることで、クサビ刃(8)を有するスライダ(9)も作動して、
シャンクと電極チップの当初の隙間が拡大することにより、電極チップを抜き
取ることを可能とした。またアクチュエ−タが無いことにより、小型化及び
それに関連する備品も無くなることで、低価格化が実現できる。
(もっと読む)
抵抗溶接機用直動アクチュエータ
【課題】サーボモータにより駆動するボールねじとボールナットの同一軸心線上に作用する上下方向,左右方向,前後方向,回転方向,捻り方向の複合的な転倒トルクに十分対応できる機械的強度を得ることによって前記摺動部位に生じる摩擦抵抗を軽減させ高速制御により溶接品質精度の向上を図る。
【解決手段】横断面略凹型の本体ケースと,該本体ケースに一体的に取り付けられる軸受け支持板と,本体ケース内に配置され回転自在に支持されたボールねじと,本体ケース内でボールねじと平行に固定されたガイドロッドと,ボールねじに組み込まれ,該ボールねじの回転運動を直線運動に変換してガイドロッドの外周面を滑動するボールナットと,ボールナットの両側対称位置にそれぞれ突出して取り付けられたカムフォロアを前記本体ケースの側面板の長手方向に沿って形成されたカム溝に組み込ませて摺動案内させるガイド装置とからなる直動アクチュエータを提供する。
(もっと読む)
抵抗スポット溶接ガン
【課題】ガンアームを簡単な構造で部品交換することと,吊り金具の回転角度を任意に固定することで多種多様なワークのスポット溶接に対応すること。
【解決手段】一つの加圧用アクチュエータから既存のガンアームをワンタッチで部品交換を可能とするクランプ機構と,大ストロークの場合でもガンアームのふところ内に大きな可動側シャントを必要としないコンタクト給電機構と,スポット溶接ガンを回転させることが可能な吊り金具の回転角度を任意の位置で停止できるブレーキ装置とを組み合わせた抵抗スポット溶接ガンを実現した。
(もっと読む)
動力伝達部品及びその製造方法
【課題】第1部材と第2部材との溶接による結合強度を大きくできる動力伝達部品及びその製造方法を提供すること。
【解決手段】動力伝達部品は、共通の回転中心部を中心に回転する第1部材としてのキャリア31及び第2部材としてのベース部材32を含んで構成され、キャリア31に、回転中心部から半径方向に離れた位置において軸方向へ延出したアーム部31Bが形成され、キャリア31の軸方向延出部となっているこのアーム部31Bの先部31Cが挿入される孔45がベース部材32に形成され、先部31Cと孔45とのうちの一方には、回転中心部に関する外径側と内径側との部分において、2個の傾斜面51,52が前記挿入側へ先細りの形状をなして形成され、先部31Cが孔45に傾斜面51,52で案内されながら挿入されるとき、先部31Cが孔45に抵抗溶接によって溶接される。
(もっと読む)
通電アプセッタ方法と装置
【課題】パーキングロッドの外周にパーキングロックカム用のストッパ部を形成するに際し,一本の軟鋼丸棒から簡単に成型することで材料の歩留まりをよくし製作工数,部品点数,設備費等が削減でき,大幅なコスト削減を可能とする。
【解決手段】一本の金属棒状素材を所定のクランプ間隔をもってクランプする第一電極とこれに対応する第二電極とを有し,いずれか一方の電極にはストッパ部と略同等の体積を持ちストッパ部の外周面と略同形の断面凹型の据え込み溝が形成され,棒状素材のストッパ部成型領域を前記所定のクランプ間隔をもって第一電極とこれに対応する第二電極とでクランプした状態で第一電極と第二電極を介して電流を流し棒状素材のストッパ部成型領域を所定温度まで加熱させ加圧機構で棒状素材の軸方向にアプセット力をかけ,棒状素材の軟化したストッパ部成型部分を据え込み溝内で塑性変形させて素材外周にストッパ部を成型する。
(もっと読む)
スポット溶接モニタリング装置及び方法
【課題】ナゲット部の寸法の良否等のスポット溶接の状態を、溶接工程において効率良く且つ精度良くモニタリングすることが可能な装置及び方法を提供する。
【解決手段】スポット溶接モニタリング装置1は、重ね合わせられた鋼板M1、M2を挟んで対向配置された一対の電極2a、2b間に通電することによって行われるスポット溶接の状態をモニタリングする装置である。モニタリング装置は、電極間への通電によって鋼板に形成されるスポット溶接部Sに向けて高周波磁束を発生し得るように一方の電極近傍に配置された励磁コイル11と、スポット溶接部を透過する高周波磁束を検出し得るように他方の電極近傍に配置された検出コイル12と、電極間への通電開始後の誘起電圧と通電開始前の誘起電圧との差を電極間への通電を開始してから終了するまで時間積分した第1の時間積分値等を特徴量として算出する演算手段13とを備える。
(もっと読む)
1 - 10 / 23
[ Back to top ]