
三友工業株式会社により出願された特許
11 - 20 / 27
ロボット追従式画像検査装置
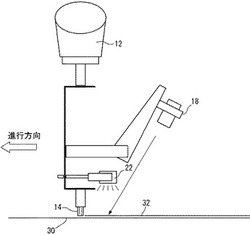
【課題】自動車用窓ガラスのプライマ塗布領域のような帯状の検査対象領域について、プライマ塗布状態等の検査対象を効率良く高精度で検査できるようにすることである。
【解決手段】検査対象物30上の帯状の検査対象領域を撮影して、この撮影した画像から検査する画像検査装置であって、撮影装置18および該撮影装置18が撮影する検査対象領域を照明する照明装置22を取付けたロボットハンド12と、該ロボットハンド12に取付けられた撮影装置18と照明装置22を検査対象領域上に設定された経路に沿って移動させるロボットハンド移動手段と、該ロボットハンド移動手段により前記撮影装置18が検査対象領域上の経路に沿って移動する際に該検査対象領域を連続撮影して画像を取得する画像取得手段とを備える。
(もっと読む)
射出成形機の型締装置

【課題】型締時においてC型フレームが開口部を開くように変形を生じても、型締シリンダ及び固定盤を介して成形金型を型締方向と直角方向において均等な型締力で型締めできるC型フレームを用いた射出成形機の型締装置を提供する。
【解決手段】C型フレーム12の一対の受面14の間に型締シリンダ16と固定盤18とを配置するとともに、型締シリンダ16と固定盤18との間に可動盤20を配置し、成形金型32を型締めする射出成形機の型締装置10において、型締シリンダ10のピストン30の軸心から距離δ偏った位置で、型締シリンダ16の外面と固定盤18の外面とに曲面の当り面34を有する当り部36を設けて、これをC型フレーム12の受面14に当てるようになすとともに、当り部36とは反対側に偏った位置で型締シリンダ16と固定盤18とを鋼製のテンションロッド48にて型締方向に連結する。
(もっと読む)
射出成形機の型締装置
【課題】型締シリンダの所要ストロークを短くし得て、型締シリンダを小型化でき、また所要の作動油の量を少なくすることができる射出成形機の型締装置を提供する。
【解決手段】型締シリンダ16と、固定盤18と、可動盤20とを有する射出成形機の型締装置10において、可動盤20と型締シリンダ16とを切り離し構造として、可動盤20を大きなストロークで進退移動させる進退移動シリンダ26を設ける。また可動盤20には外周面形状が凹凸形状をなす連結軸64を固定する一方、型締シリンダ16には、内面が凸凹形状とされたチャック76及びこれを開閉駆動する駆動シリンダ86を備えたチャック装置72を型締シリンダ16のピストン60と一体に移動する状態に設け、チャック76の閉動作で型締シリンダ16と可動盤20とを連結状態とし、開動作で連結を解除するようになす。
(もっと読む)
射出成形装置におけるスペーサブロックの移動装置
【課題】射出成形装置をコンパクト化し得、且つ構造が簡素でスペーサブロックを非作用位置と作用位置との間で容易に移動できるとともに、作用位置においてはスペーサブロックを支障無く円滑にピストンとともに昇降させることのできる射出成形装置におけるスペーサブロックの移動装置を提供する。
【解決手段】射出成形装置の型締シリンダのピストン26による型締力を可動盤に及ぼすスペーサブロック34をピストン26上の作用位置と、非作用位置との間で移動させる移動装置80を、ガイドレール82と、スペーサブロック34に取り付けられてこれを水平方向に移動させる移動モータ94と、スペーサブロック34に且つ上下の軸心回りに回転可能に設けられ、移動モータ94にて回転させられるピニオンギヤ98及びスペーサブロック34の移動方向に沿って連続的に設けられ、ピニオンギヤ98に噛合うラックギヤ100を備えて構成する。
(もっと読む)
射出成形装置
【課題】吊持バーの抜き取りの誤りによって金型を損傷させてしまう恐れのない射出成形装置を提供する。
【解決手段】上熱盤ユニット40と上金型32Aとを上部ホルダ18に脱着可能に取り付けるようになした射出成形装置において、挿入溝44に挿入されて支持部42L,42Rに固定されるとともに、上熱盤ユニット40,上金型32Aの左,右端部を吊持する上側吊持バー46L,46R,下側吊持バー48L,48Rを設け、それらの挿入溝44への挿入及び抜取りによって上熱盤ユニット40,上金型32Aを取り付け、取り外しするようになす。そして下側吊持バー48L,48Rの取手60には、上側吊持バー46L,46Rの取手60に係合して上側吊持バー46L,46Rの抜出しを阻止するロックバー62を設けておく。
(もっと読む)
射出成形装置の型締装置
【課題】成形金型の厚みに応じてスペーサブロックの高さを簡単に且つ安全に調節することのできる射出成形装置の型締装置を提供する。
【解決手段】可動盤28と、型締シリンダ20と、型締シリンダ20のピストン26と可動盤28との間に介挿され、型締シリンダ20による型締力を可動盤28に及ぼすスペーサブロック34とを備えた射出成形装置10の型締装置12において、スペーサブロック34を、軸方向に昇降可能な雄ねじ軸36と、雄ねじ軸36に螺合され、回転により雄ねじ軸36をねじ送りで昇降させるナット38と、ナット38を回転駆動する駆動モータとを備えて構成し、ナット38の回転による雄ねじ軸36の昇降によりスペーサブロック34全体の高さを調節するようになす。
(もっと読む)
投影面感知装置
【課題】被測定物の大きさにかかわらずコンパクトな構成を有する位置合わせ装置を採用することにより、コンパクトな投影面感知装置(例えば、車輌の前面投影面面積を測定する装置)を提供することにある。
【解決手段】投影面感知装置50は、レーザ光照射方向を示す第1基準線に被測定物70の第2基準線の向きを一致させる位置合わせ手段15を有し、位置合わせ手段15は、第1スライド手段10と第2スライド手段20とからなり、第1スライド手段10は、レーザ光照射装置60側の被測定物70の一部(例えば車輌前輪72)を載置してレーザ光照射方向に直交してスライド移動可能な構成とされ、第2スライド手段20は、レーザ光反射板30側の被測定物70の一部と異なる他部(例えば車輌前輪74)を載置してレーザ光照射方向に直交してスライド移動可能な構成である。
(もっと読む)
射出成形製品の検査方法及び検査装置。
【課題】撮像装置にて射出成形製品の1つ1つを撮像してその良否を検査するに際し、検査を速やかに行い得て検査能力を高めることのできる射出成形製品の検査方法及び検査装置を提供する。
【解決手段】射出成形したゴム製品15を中型28に露出状態に保持させ、CCDカメラ36を移動させてゴム製品15の1つ1つの撮像を行って良否を判定する検査方法において、縦方向に所定間隔で配列されているゴム製品15の配置間隔と等しい間隔で配置された孔48を有する基準部材46と、孔48を検知することでCCDカメラ36による撮像位置を位置決めする光電センサ50を設け、ゴム製品15毎にCCDカメラ36による撮像を行う。
(もっと読む)
射出成形装置の安全扉装置
【課題】安全性を確保しつつメンテナンス作業の必要が生じたときに作業性良く同作業を行うことのできる射出成形装置の安全扉装置を提供する。
【解決手段】 射出成形装置の装置本体を囲う安全カバー13の一部であって、正面の作業用の開口部68の下側に位置する正面下部カバーを、左右方向端部のヒンジ軸76の周りに回転する開閉可能な回転式の扉となすと共に、扉の裏側に位置する部分であって開口部68に対し左右方向の両側に位置する部分に、投光部ユニット72と受光部ユニット74とを有する光電センサ70を設け、且つ扉には、開時に光電センサ70の光を遮光する状態となる一方、閉時には非遮光状態となる遮光板82を扉と一体回転する状態に設け、扉を安全扉80として構成する。
(もっと読む)
射出成形製品の検査方法及び検査装置
【課題】CCDカメラにて射出成形製品の1つ1つを撮像してその良否を検査するに際して、検査を速い速度で速やかに行い得て検査能力を高めることのできる射出成形製品の検査方法を提供する。
【解決手段】多数個同時に射出成形したゴム製品32を型開き後に成形型28に露出状態に保持させ、その状態でCCDカメラ64を成形型28に対し相対移動させて、各ゴム製品32の1つ1つを撮像し、その良否を判定する検査方法において、成形型28に対するCCDカメラ64の位置決めを、光電センサ66にて撮像すべき対象ゴム製品32の位置を間接的に検出することにより行う。
(もっと読む)
11 - 20 / 27
[ Back to top ]