
藤和電気株式会社により出願された特許
1 - 10 / 11
鋳鋼注湯装置
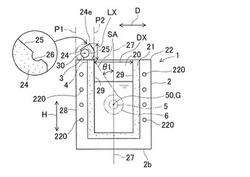
【課題】鋳鋼の溶鋼を鋳型の湯口に鋳込む鋳込み時間を短縮させるのに貢献できる鋳鋼注湯装置1を提供する。
【解決手段】第1旋回軸3の第1軸線30は、炉体本体22の外周壁面28の第1仮想延長線P1よりも径内側に位置しており、且つ、炉体本体22の耐火ライニング材21の内周壁面29の第2仮想延長線P2よりも径外側に位置している。出鋼樋部24は炉体2から上方または斜め上外方に突出しつつ、出鋼樋部24の出鋼先端24eは、炉体本体22の外周壁面28の第1仮想延長線P1よりも径内側に位置しており、且つ、炉体本体22の耐火ライニング材21の内周壁面29の第2仮想延長線P2よりも径外側に位置している。
(もっと読む)
自動注湯機への溶湯供給方法およびその設備

【課題】高速鋳型造型機の鋳型造型速度に対応することが可能な上に、注湯取鍋の溶湯の材質と鋳型に注湯するそれとが合致する溶湯を自動注湯機へ供給可能な自動注湯機への溶湯供給方法を提供する。
【解決手段】溶解炉から自動注湯機の注湯取鍋に溶湯を供給する方法であって、溶解炉と前記注湯取鍋とを溶湯について連結する処理取鍋に所要量の合金成分材を投入したのち、処理取鍋に溶解炉から溶湯を供給し、供給された溶湯を貯留した処理取鍋を待機させる工程と、自動注湯機から取り外した注湯取鍋を、待機中の処理取鍋まで移動させる工程と、待機中の処理取鍋から注湯取鍋に溶湯を空ける工程と、溶湯を注湯された注湯取鍋を自動注湯機に取り付ける工程と、を含むことを特徴とする。
(もっと読む)
自動注湯方法およびその設備
【課題】鋳込み重量が大きくなっても溶解炉や注湯機のサイズを小さくすることができ、なお且つ安定した注湯ができる自動注湯方法およびその設備を提供すること。
【解決手段】未注湯の鋳型Mを、鋳型の搬送方向と平行な方向および鋳型の搬送方向に直交する方向および上下方向に移動させ、鋳型に形成された湯口と、注湯機Cの出湯口との位置合わせを鋳型搬送装置Aから送信される鋳型データに基づいて行うとともに、重量測定装置により鋳型へ注湯された注湯量を計測することにより、注湯機からの注湯量の制御を行う注湯方法および注湯設備。
(もっと読む)
傾動式注湯装置
【課題】溶解炉または保持炉から溶湯を取鍋によって搬送する工程をなくし、作業効率および安全性を高めるとともに、鋳型への注湯を精度よく行う傾動式注湯装置を提供する。
【解決手段】溶融金属を生成する溶解炉1を傾動させて該溶解炉から鋳型Mに注湯を行う注湯装置であって、前記溶解炉の出湯口3の先端の側面断面形状が円弧状を成し、該円弧を形成する円の中心を前記溶解炉の傾動中心とすることにより、溶解炉から溶湯を取鍋によって搬送する工程がなくなり、作業効率および安全性を高めるとともに、鋳型への注湯を精度よく行うことができる。
(もっと読む)
鋳造方法、その砂型、およびその鋳造装置。
【課題】鋳型に注入される溶湯の歩留まりを向上させることが可能な鋳造方法を提供する。
【解決手段】溶湯注入用の空洞を形成する溶湯注入部7、鋳物製品用の空洞を形成する製品部8、および、溶湯注入部と製品部を連通接続する空洞を形成する湯道9を備えた砂型10内に所要量の溶湯を注入して鋳物製品を鋳造する方法であって、製品部と湯道とを合わせた容量とほぼ同一の容量の溶湯Mを、溶湯注入部7に注入する工程と、溶湯Mが注入された溶湯注入部7に耐熱性の栓部材12を挿入して、溶湯注入部7内の溶湯を押し出し、製品部内および湯道内に溶湯を充満させたのち湯道の先端開口部を栓部材で閉塞することを特徴とする鋳造方法。
(もっと読む)
取鍋交換型自動注湯装置
【課題】傾動フレームを介して取鍋を傾動させた時に取鍋が移動したり、ロードセルによる計量値が正確性に欠けたりするのを防止することが可能な取鍋交換型自動注湯装置を提供する。
【解決手段】取鍋26を載置するとともに傾動させる側面形状がL字状の傾動フレーム25を載せる載置台22と、傾動フレーム25を昇降させかつ傾動させる傾動フレーム昇降・傾動手段23とを相互に隣接させて走行台車21の上面に装着して、空になった取鍋26を溶湯の入った取鍋と交換するようにした取鍋交換型自動注湯装置において、傾動フレーム2に軸着されて取鍋26を前後方向へ移動させる複数のつば付きローラ1・1を、傾動フレーム25から載置台22に移設したことを特徴とする。
(もっと読む)
自動注湯方法およびその設備
【課題】 取鍋内の残り湯の発生を無くすことにより取鍋からの排湯を無くすことができる自動注湯方法およびその設備を提供する。
【解決手段】 鋳型各々の鋳型番号、製品種別、設定注湯重量のデータに基づき、取鍋で受湯する溶湯の設定溶湯重量及び前記取鍋で注湯可能な鋳型数を決定する工程と、前記設定溶湯重量より多くの重量の溶湯を前記取鍋で受湯する工程と、該取鍋で受湯した溶湯の実際溶湯重量と前記設定溶湯重量との差を算出する工程と、該算出した重量差の一部を注湯すべき鋳型の前記設定注湯重量に加算して目標注湯重量を算出する工程と、前記注湯すべき鋳型に前記目標注湯重量を目標として注湯する工程と、を有し、前記取鍋で注湯可能な鋳型数だけ前記注湯を繰り返し、該注湯可能な鋳型数の最後の鋳型に注湯したときに前記取鍋を空にする。
(もっと読む)
取鍋搬送あけかえ台車および溶湯搬送ライン
【課題】設備をコンパクトにして設備投資コスト削減および溶湯の搬送時間の短縮による溶湯温度の維持や注湯のサイクルタイム短縮を実現することができる取鍋搬送あけかえ台車及びそれを用いた溶湯搬送ラインを提供することを目的とする。
【解決手段】搬送軌道に沿って走行する搬送手段と、該搬送手段に配置され、前記搬送軌道と直交する方向へ移動する移動手段と、該移動手段に立設される支柱に配設される昇降機構と、該昇降機構の昇降部に配設される傾動手段と、該傾動手段に軸支され、前記傾動手段によって傾動されるとともに受湯取鍋を着脱可能に保持する取鍋保持部材とを具備し、前記受湯取鍋の溶湯を、注湯取鍋へ移しかえる取鍋搬送あけかえ台車。
(もっと読む)
自動注湯方法
【課題】 傾動式の自動注湯装置であっても、高速造型ラインの高速造型に対応して高速注湯をすることができる自動注湯方法を提供する。
【解決手段】 複数回分の注湯重量の溶湯を貯めることができる注湯桶を正傾動させることにより該注湯桶内の溶湯を鋳型内に注湯する工程と、前記注湯桶を逆傾動させることにより前記鋳型内への注湯を停止する工程と、該注湯が終了した鋳型を含む鋳型群を間欠搬送する工程と、を有し、前記鋳型内に注湯する工程の開始から前記鋳型群を前記間欠搬送する工程の終了までの間、前記注湯桶内の溶湯重量が所定重量に達していない場合には保持炉を正傾動させることにより溶湯を前記注湯桶に供給し続ける。
(もっと読む)
自動注湯システム
【課題】注湯している取鍋が空になった時に、次の溶湯のみたされた取鍋が外段取りされていてすばやく交換することができ、装置がコンパクトであり生産性の高い自動注湯システムを提供する。
【解決手段】連続的に順送される複数の鋳型に溶湯を傾注する自動注湯システム10であって、注湯装置20と取鍋交換装置50とを備え、注湯装置は、取鍋を脱着自在に装着して移動する注湯装置移動機構30と取鍋を傾動する傾動機構40とを有し、取鍋交換装置は、取鍋の搬入出側と注湯装置側の両側に取鍋装着部を有し、両方の取鍋の位置を相互に位置交換する取鍋交換機構60と、交換装置移動機構70とを有し、注湯装置と取鍋交換装置は互いに取鍋を受け渡し可能となっていることを特徴とする。
(もっと読む)
1 - 10 / 11
[ Back to top ]