
ティッセンクルップ スチール アクチェンゲゼルシャフトにより出願された特許
31 - 40 / 45
表面の大きい金属板を形状付与された部分(例えば、車体の外板パネル)へ成形する方法
本発明は、非圧縮性圧力媒体で充填されるボックス(1)を含む成形ツール(1,9)と、ボックスの縁部上の外側縁部エリアで鋼板ブランクを強固に締め付けるための締付ジョー(5,6)と、ボックス(1)と対向する方向で配置されることができるプレスプランジャーとを使用して、面積の大きい鋼板ブランクから、成形された部分(例えば、車体の外側シェル部分)を成形するための方法に関する。相当する異形化エレメント(3,10)を、ボックス(1)の内壁中と、プレスプランジャーの外側縁部上とに形成する。プレスプランジャー(9)がボックス中の異形化エレメント(3)に到達した場合に、圧力媒体(2)の高い圧力に対してプレスプランジャーを押し付けることによる外部高圧成形を、ボックス(1)内の圧力媒体の圧力を減少させることよって終了させる。相互に押し合っているプレスプランジャーの異形化エレメント(10)とボックスとの異形化エレメント(3)間で、鋼板ブランクの縁部領域(7,10)を、圧力媒体の低い圧力か、又は、圧力なしで成形する。  (もっと読む)
(もっと読む)
TWIP特性をもつ高強度の鋼ストリップ又はシートの製造方法、コンポーネント及び高強度鋼ストリップ又はシートの製造方法
本発明は、TWIP特性をもつ冷間成形、高強度の鋼のストリップ又はシートの製造方法であって、中断なしに実施される連続操業工程において、下記の組成(質量%):
炭素: 0.003〜1.50%、
マンガン: 18.00〜30.00%、
ニッケル: 10.00%以下、
ケイ素: 8.00%以下、
アルミニウム: 10.00%以下、
クロム: 10.00%以下、
窒素: 0.60%以下、
銅: 3.00%以下、
リン: 0.40%以下、
硫黄: 0.15%以下、
セレン、テルル、バナジウム、チタン、ニオブ、ホウ素、希土類金属、モリブデン、タングステン、コバルト、カルシウム及びマグネシウムの群から選択される1又はそれ以上の成分(但し、セレン、テルルの合計含有量は、0.25%以下、
バナジウム、チタン、ニオブ、ホウ素、希土類金属の合計含有量は、4.00%以下、
モリブデン、タングステン、コバルトの合計含有量は、1.50%以下そして、
カルシウム、マグネシウムの合計含有量は、0.50%以下であるものとする)、
残部としての鉄及び溶解条件の不純物(合計含有量が0.30%以下のスズ、アンチモン、ジルコニウム、タンタル及びヒ素の含有量は前記不純物中に含まれるものとする)
の溶融材料をコンベヤーに付与し、そして前記溶融材料がプレストリップへ凝固されるまでコンベヤー上で冷却し、
前記プレストリップを前記コンベヤーベルトから取り除き、
前記取り除いたプレストリップを、必要に応じて、熱処理にさらし、
前記プレストリップを少なくとも700℃の熱間圧延温度で熱間圧延して、完全に再結晶された構造をもつホットストリップとし、そして、
前記ホットストリップを750℃までの巻取温度で巻き取る、前記方法に関する。
(もっと読む)
腐食保護鋼板を製造する方法
本発明は、腐食保護され、そして、有機コーティング剤でコーティングされる鋼板(1)を製造する方法に関する。本発明によると、亜鉛又は亜鉛合金コーティングにより腐食保護される鋼板(1)を、少なくとも1つの追加金属又は金属合金を用いて真空中でコーティングし、熱拡散処理を施し、そして、次に冷却する。本発明の方法は、鋼板を水溶冷却媒体によって冷却することを特徴とする。 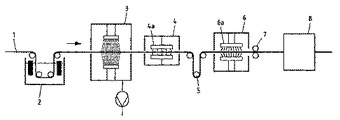 (もっと読む)
(もっと読む)
マグネシウムメルトから金属板を製造する方法
本発明は、マグネシウムメルト(S)から金属板(B)を製造する方法であって、以下の工程:
マグネシウムメルト(S)を製造し;
前記マグネシウムメルトを鋳造ストリップ(M)へ鋳造し;
鋳造の直後に、前記鋳造ストリップ(M)を圧延ストリップ(W)へストリップ圧延し;
前記圧延ストリップ(W)を金属板(B)へクロス切断し;
前記金属板(B)を最終厚さへ圧延し、
ここで、前記金属板(B)に関して、ストリップ圧延の圧延方向(L)に対して直角の方向(Q)で金属板(B)の前記圧延を実施し、前記方向が金属板(B)の圧延全体の間で維持されるものとする;
ことを含む、前記方法に関する。本発明は、最終的なユーザーの要求を満たす非常に幅の広い板を製造する単純な方法を提供する。  (もっと読む)
(もっと読む)
管状エレメント及び前記管状エレメントの使用
本発明は、管状エレメント、並びに、内燃機関用の排気システム(特に、自動車の内燃機関用の排気システム)の前記エレメントの使用に関する。本発明の管状エレメントは、適切に処理された材料の性質を最大限使用することを可能にし、それによって、その製造を単純化する。この目的のために、管状エレメント(1)の壁(6〜12)は、フォースフィット及びフォームフィット様態で相互に連結しているシート部分によって形成される。前記タイプの管状エレメントは、内燃機関の排気システム用に使用されることが好ましい。  (もっと読む)
(もっと読む)
長手方向に溶接された中空形材を製造する方法及び装置
本発明は、製造されるべき中空形材(R)の少なくとも1部分の外側形状を決定する窪み(4,5)をそれぞれ有する少なくとも2つのツールパート(2,3)を用いて、シートメタルブランク(B)をスロット形材(Sr)に最初に予備成形し、そして続いて、前記スロット形材(Sr)の領域中で相互に対向するシートメタルブランク(B)の長手方向縁部(B1,B2)を共に溶接することにより、規定された長手方向縁部(B1,B2)を有するシートメタルブランク(B)から、長手方向に溶接された中空形材(R)を製造する方法に関する。前記方法及び装置は、単純な様式で正確に形成された中空形材の経済的製造を可能にする。スロット形材(Sr)を製造するために、ツールパート(2,3)間に位置してシートメタル部分(B)の長手方向に延在しており、外側形状が製造されるべき中空形材(R)の内側形状を決定するそのマンドレル(8)の周囲に、ツールパート(2,3)の相対位置を変えることによってシートメタル部分(B)を自由に設置して、そして、こうして得たスロットつき形材(Sr)を、ツールパート(2,3)の相対位置を更に変えることによって1工程又は多工程で予備成形して、前記方法を達成する。  (もっと読む)
(もっと読む)
鋼生成物の製造方法
本発明は、軽鋼製の鋼生成物の信頼性のある製造方法に関する。本発明の鋼生成物は、高い降伏ポイントでは等方性の変形動作を有し、そして、低温では延性である。鋼、生成物、特に鋼板及び鋼帯を製造するための本発明の方法によると、C:≦1.00%、Mn:7.00〜30.00%、Al:1.00〜10.00%、Si:>2.50〜8.00%、Al+Si:>3.50%〜12.00%、B:<0.01%、Ni:<8.00%、Cu:<3.00%、N:<0.60%、Nb:<0.30%、Ti:<0.30%、V:<0.30%、P:<0.01%(wt%で表す)を含み、並びに、残余物として、鉄及び不可避の不純物を含む、鋼帯又は鋼板が製造される。その後、2%〜25%の間の常温変形温度で生じる常温変形によって鋼生成物を製造する。 (もっと読む)
自動車の車体構造中のサスペンションストラットドーム
本発明は、自動車の車体構造中のサスペンションストラットトップマウティング(1)に関する。サスペンションストラットトップマウティング(1)は、2つのハーフシェル(2,3)からなり、前記ハーフシェルは、それらの外側縁部(4,5)上で、共に硬く連結しており、それらの間にキャビティ(4)を形成し、そして、サスペンションストラットトップマウンティング(8)の支持領域(7)中で、上端上に相互に置かれている。サスペンションストラットトップマウティング(1)は、車両構造の衝突態様に対するポジティブな貢献を強化し、そして、提供するように、車体構造の隣接する中空形材(10,12)を連結する連結ノードとして車体に組み込まれている。  (もっと読む)
(もっと読む)
長手方向にシーム溶接された中空形材を製造する方法及び装置
シートメタルブランク(B)から中空形材を製造する本発明の方法によると、初めに、少なくとも2つの製造段階で、前記ブランクからスリット形材を形成し、ここで、前記スリット形材を溶接して完成された中空形材を形成する。この目的のために、第1段階での一方のツールパート(2)と、第2段階でのもう一方のツールパート(3)とへ割り当てられているマンドレル(8)を使用して、それぞれのツールパートの窪みに沿って1つのそれぞれの間隔(15)と、前記間隔(15)へ挿入されるシートメタルブランクの1つのセクションとをそれぞれ形成する。少なくとも2段階でメタルシートブランクを形状付与することによって、スリット形材を製造する場合に、独立構造ユニットを形成し、そして、単純な位置メカニズムによって移動可能である、マンドレルを使用してシートメタルブランクを支持することができ、結果として、中空形材の製造に必要とされる多数のギアを大幅に削減することができる。更に、少なくとも2段階で、シートメタルブランクをスリット形材へ形状付与することで、前記形状付与加工の実施のための精度が増加する。  (もっと読む)
(もっと読む)
部品の相互連結用のアダプタ、及び、前記アダプタを使用して製造される部品
本発明は、異なる材料から作られる2つの部品(A1,A2,A3,A4,T1,T2,T3,T4)の確実な連結を確実な態様で可能にするアダプタに関する。本発明は、第1部品(A1,A2,A3,A4)の材料を含む材料のグループに属する材料から作られる基礎エレメント(5,6,7,8)と、接合プロセスにより基礎エレメント(5,6,7,8)へ確実なポジティブ及び摩擦連結を有する連結エレメント(10.19,24,25,28,29)とを含むアダプタであって、前記連結エレメントが、第2部品(T1,T2,T3,T4)の材料を含む材料のグループに属する材料から作られる、前記アダプタによって達成される。本発明は、更に、前記アダプタを使用し製造される組立品の使用に関する。 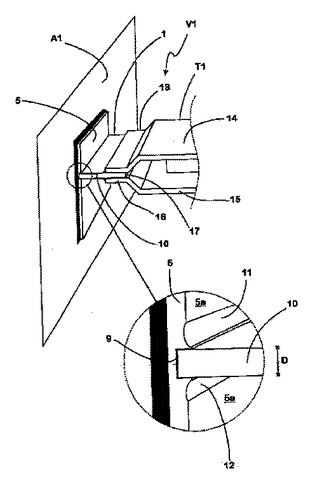 (もっと読む)
(もっと読む)
31 - 40 / 45
[ Back to top ]