
ティッセンクルップ スチール アクチェンゲゼルシャフトにより出願された特許
21 - 30 / 45
中空部材の無芯モールディング方法及び装置
本発明は、プレート(5)から中空外形を製造する方法であって、前記プレートが、所望の外形形状を有しかつ相互に関連して移動可能である2つのダイハーフ(3,4)の間に配置され、そしてダイハーフの閉鎖運動によって溝付き中空外形に成型される、前記製造方法に関する。そして、本発明は、相互に関連して移動可能に配置され、製造すべき中空外形の所望の外形形状を有する2つのダイハーフ及び場合によりベースプレート(2)を有する、中空外形の製造装置に関する。成型は無芯のダイハーフにより行われ、そして溝付き中空外形を成型するためのダイの閉鎖運動中に、前記プレートの縁部(6,7)は前方へのスライドが防止される。  (もっと読む)
(もっと読む)
少なくとも2つのプレハブモジュールから組み立てられる自動車車体及びその製造方法
本発明は、少なくとも2つのプレハブ部分組立て品(2,3,4)を含む自動車車体と、前記車体を製造する方法とに関する。本発明の自動車車体は、低費用で製造され、そして、問題なくプレハブ部分組立て品から組み立てられることができる。プレハブ部分組立て品(2,3,4)を、接合域でその他の部分組立て品(2,3,4)の金属板(13,14;19,20;22,23;28,29)を満たすプレハブ部分組立て品(2,3,4)の1つのシートメタルセクション(13,14;19,20;22,23;28,29)とともに、ポジティブ及び/又はノンポジティブ接合によって、接合域中で相互に分離不能に接合し、ここで、シートセクション(13,14;19,20;22,23;28,29)のうちの少なくとも1つは冷間成形されるのに対して、接合域の少なくともいくつかのセクションに沿って延長して、外側から接近可能なアクセスチャンネル(Z1,Z2)を少なくとも1つの部分組立て品中に組立てることにより、接合ツールを導入することができることによって、本発明を達成する。 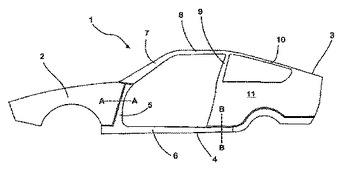 (もっと読む)
(もっと読む)
耐食平鋼生成品の製造方法
本発明は、耐食性及び一定の用途の良好な使用関連性を有する鋼板の、コスト削減のための製造方法に関する。前記目的のために、耐食性を有するシート鋼生成品を製造する本発明の方法は、シート鋼生成品へ亜鉛含有層コーティングを電解的に付与し、必要な場合には、前記生成品を機械的及び/又は化学的に洗浄して、直ちに、洗浄された亜鉛含有層コーティングへ第2のマグネシウム系コーティング層を蒸着によって付与し、そして、第2の層を付与した後に、続いて、コーティングされたシート鋼生成品を、標準大気に320℃〜335℃の加工温度で加熱処理して、亜鉛含有コーティングとマグネシウム系層との間に、拡散又は対流層を形成することからなる。 (もっと読む)
方向性電磁鋼ストリップの製造方法
本発明は、薄スラブの連続鋳造方法によって、費用効果の高い方法で、いわゆるCGO材料(従来型方向性材料)としてそれ自体公知である高品質の方向性電磁鋼シートを、合金鋼(ケイ素2.5〜4.0質量%、炭素0.01〜0.10質量%、マンガン0.02〜0.50質量%、合計含有量0.005〜0.04%である硫黄及びセレンを含むものとする)から製造する方法であって、前記方法は操作順序を提供し、前記操作順序の個々の段階はそれらが従来型ユニットを用いて最適な特性を示す電磁鋼シートを得ることを可能にする前記方法において調和され、前記個々の段階が、真空システム及び/又はつぼ炉内で溶融物の第2冶金処理を行うことと、バーを成型するために溶融物を連続鋳造することと、薄スラブに前記バーを分けることと、ライン固定型炉中で薄スラブを加熱することと、熱間圧延ストリップを成形するためにライン固定型複数スタンド熱間圧延機列上で薄バーの熱間圧延を連続して行うこととと、前記ホットストリップを冷却することと、ホットストリップを巻き取ることと、コールドストリップを得るためにホットストリップを冷間圧延することと、前記コールドストリップの再結晶及び脱炭焼きなましを行うことと、焼きなましセパレータを付与することと、ゴス集合組織を形成するために焼きなましされたコールドストリップをきれいに焼きなましすることとからなり、それによって、従来型ユニットを使用することにより最適な電磁特性を示す電磁鋼シートを製造することを可能にする、前記方法に関する。 (もっと読む)
方向性電磁鋼ストリップの製造方法
本発明は、連続薄スラブ鋳造方法による、合金鋼(ケイ素2.5〜4.0質量%、炭素0.02〜0.10質量%、アルミニウム0.01〜0.50質量%を含むものとする)からの高品質の方向性電磁鋼ストリップの製造方法、特に、いわゆるHGO材料(highly grain oriented material:高方向性材料)の製造方法であって、前記発明は操作順序を提供し、前記操作順序の個々の段階はそれらが従来のユニットを用いて最適特性を示す電磁鋼シートを得ることを可能にする前記方法において調和され、前記個々の段階が、溶融物の第2冶金処理を実施することと、バーを成型するために溶融物を連続鋳造することと、薄スラブに前記バーを分けること、前記スラブを加熱すること、熱間圧延ストリップを成形するために前記薄いバーの熱間圧延を連続して行うことと、コールドストリップを得るためにホットストリップを冷間圧延することと、前記コールドストリップの再結晶及び脱炭焼きなましを行うことと、ストリップ表面上に焼きなましセパレータを付与することと、そして従来型ユニットを使用することにより最適な電磁特性を示す電磁鋼シートを製造することを可能にする方法で、ゴス集合組織を形成するために再結晶及び脱炭焼きなましにさらされるコールドストリップをきれいに焼きなましすることからなる、前記方法に関する。 (もっと読む)
種々の材料特性を有する隣接部分を含む金属コンポーネントを製造する方法
本発明は、金属コンポーネント(B)を製造する方法に関し、これによって種々の金属特性を有する隣接ゾーン(Z1,Z2,Z3)を簡易な方式で金属コンポーネント(B)上に製造することが可能である。前記方法によれば、成形温度に加熱したシート状金属エレメント(E)を成形具(1)内で最終成形コンポーネント(B)に成形する。その成形具(1)が、成形工程中にシート状金属エレメント(E)と接触する部分(5,7,16)の少なくとも1つの温度を調整する温度装置を有する。成形速度は、所望の増加した硬さをもつコンポーネント領域が、所望の減少した硬さをもつ隣接領域よりも早く冷却された成形具と接触する方法で、制御される。本発明は、特に材料フィット(テイラードブランク)で連結される種々の厚さのシート状金属エレメントを成形するのに適している。  (もっと読む)
(もっと読む)
長手方向形材(特に、パイプ)のフリーフォームベンディング用の装置、並びに、長手方向形材(特に、パイプ)のフリーフォームベンディング及びドローベンディング用の複合装置
本発明は、軸スリーブ(3)が供給ユニット(2)の下流へ配置されている、特に、パイプの長手方向形材(1)をフリーフォーミングする装置に関する。ベンディングスリーブ(4)は、軸スリーブ(3)の下流へ配置される。供給ユニット(2)及び軸スリーブ(3)は、供給方向を示しているドライブを各々有する。軸スリーブ(3)は、供給ユニット(2)から独立して移動させることができる。更に、供給ユニット(2)及び軸スリーブ(3)は、長手方向形材を同じ方向へ同時に回転させる回転ドライブを有しており、前記長手方向形材は回転ドライブによって保持され、そして、誘導される。前記ベンディングスリーブは、長手方向形材と供給ドライブとの軸に対して横断方向に延びている1つの軸のみにおけるドライブによって、並進方向に移動することができる。更に、前記ベンディングスリーブは、ドライブによって、長手方向形材と供給ドライブとの軸に対して横断方向にある軸の回りを旋回することができる。ベンディングスリーブ(4)を搭載して、それをガイドスリーブとともに自由に回転させるか、それについて、ブレーキをかける。  (もっと読む)
(もっと読む)
鋼ストリップをコーティングする方法及び前記コーティングを付与された鋼ストリップ
本発明は、以下の成分(重量%で表示):C:≦1.6%、Mn:6〜30%、Al:≦10%、Ni:≦10%、Cr:≦10%、Si:≦8%、Cu:≦3%、Nb:≦0.6%、Ti:≦0.3%、V:≦0.3%、P:≦0.1%、B:≦0.01%、残余鉄及び不可避の不純物、
を含む鋼ストリップをコーティングする方法に関する。本発明の目的は、現在まで十分にコーティングすることができない鋼ストリップを、優れた腐食抵抗性と優れた溶接性とを示す金属コーティングによってコーティングする方法を展開することである。この目的のために、最終焼鈍前にアルミニウム層を鋼ストリップへ付与し、そして、その後、前記アルミニウム層へ金属層を付与する。本発明の方法により形成される鋼ストリップ又は鋼板も開示する。
(もっと読む)
コーティングされた鋼板又はストリップ
本発明は、鋼からなるベース層を有し、そして、どぶ漬けコーティングにより少なくとも1つの側面に亜鉛コーティングが付与される、コーティングされた鋼板又はコイルに関する。前記鋼板又は鋼コイルの場合には、亜鉛コーティングにより、高水準の腐食抵抗性が保証される。コーティングが厚くなるにつれ、抵抗性が高まる。従って、従来方法により合金された亜鉛コーティングにおいて、DIN50021により、光輝でコーティングされていない試験片に噴霧試験を実施する場合に、25g/m2のコーティング付与では24時間後に赤錆が生じるのに対して、70g/m2のコーティング付与では120時間後に赤錆が生じる。しかしながら、十分な腐食抵抗性のために先行技術で必要とされるコーティングの厚さは、溶接性の点で問題がある。このことは、特に、自動車車体製造又は国内エンジニアリング分野で必要とされるような、高い溶接速度を使用して、最小限の接合部間隔なしで重ね継手中に浸透溶接する場合に当てはまる。前記溶接により製造されるシームは、貫通孔がなく、クレーターを実質的に有さず、そして、開口部を持たないことが好ましい。 (もっと読む)
高張力鋼ストリップを溶融浸漬コーティングする方法
本発明は、種々の合金成分を有する高張力鋼ストリップを亜鉛及び/又はアルミニウムでどぶ漬けコーティングする方法に関する。本発明によると、初めにストリップを、還元雰囲気中の連続炉において、約650℃の温度まで加熱し、ここで、ごく少量の合金成分のみが、ストリップ表面へ拡散する。反応室(連続炉中へ組み込まれおり、そして、酸化雰囲気を含む)中で、750℃までの温度で非常に短い熱処理によって、大部分が純鉄からなる表面を酸化鉄層へ変換する。前記酸化鉄層は、還元雰囲気中における、後続の高温での焼鈍処理間に、合金成分がストリップ表面へ拡散するのを防ぐ。還元雰囲気中で、酸化鉄層が純鉄層へ変換し、そこへ亜鉛及び/又はアルミニウムが、最適な付着性を伴って溶融浴中で付与される。 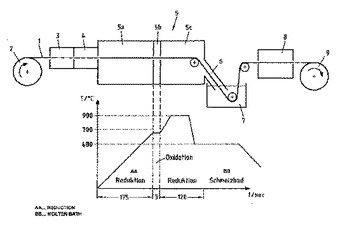 (もっと読む)
(もっと読む)
21 - 30 / 45
[ Back to top ]