
神鋼溶接サービス株式会社により出願された特許
1 - 6 / 6
厚鋼材のレーザ溶接方法
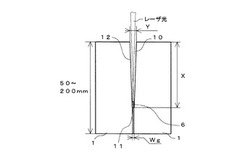
【課題】開先幅が極めて小さい場合においても、板厚が50mm以上の厚鋼材を安定的に多層レーザ溶接できる厚鋼材のレーザ溶接方法を提供する。
【解決手段】板厚が50乃至200mmの1対の厚鋼材1を突き合わせて配置し、この突き合わせ部を継手としてレーザ溶接する。突き合わせ部の開先10形状は、底部の幅Wgが1.5乃至3.5mmのV字開先又はY字開先である。溶接開始時における開先深さをXmm、溶接開始時における開先開口部の幅をYmmとしたときに、溶接開始時における開先開口部幅Yは、前記開先深さXに対して下記数式を満足する。そして、開先10の壁面12をガイドとして帯状の溶加材6を底部11に供給すると共に、開先の底部にレーザ光を照射して、開先内を多層レーザ溶接する。開先底部に照射するレーザ光は、その照射位置におけるレーザスポット径が1.0乃至2.5mmにデフォーカスされている。 (もっと読む)
(もっと読む)
高張力鋼板のレーザ・アークハイブリッド溶接方法及びこれにより得られる高張力鋼板溶接金属

【課題】引張強度が780乃至980MPa級の中厚の高張力鋼板をレーザ・アークハイブリッド溶接する際に、鋼板の組成により最適な溶接材料を選択して溶接し、高い引張強度及び高い靱性を有する溶接金属が得られる高張力鋼板のレーザ・アークハイブリッド溶接方法及びこれにより得られる高張力鋼板溶接金属を提供する。
【解決手段】高張力鋼板のレーザ・アークハイブリッド溶接において、Tiの含有量が0.03質量%以下の高張力鋼板をTiの含有量が0.06質量%以下の溶接材料を使用してレーザ・アークハイブリッド溶接する。溶接材料は、その組成から算出される炭素当量CeqYが、高張力鋼板の炭素当量CeqXに対して所定の範囲を満足するものを選択することにより、高い引張強度及び靱性を両立させた溶接金属が得られる。
(もっと読む)
異種金属材料のスポット摩擦攪拌接合方法
【課題】スポット摩擦攪拌接合方法を用いて、金属材料を変形させることなく、安定した高い接合強度で異種金属材料を接合することができる異種金属材料のスポット摩擦攪拌接合方法を提供することを課題とする。
【解決手段】裏当て材3上に、融点が高い金属材料1から順に下から重ね合わせて、その上方から回転する摩擦ツール5を用いてスポット摩擦攪拌接合するにあたり、裏当て材3と融点の高い金属材料1との間に、上面から見て摩擦ツール5の平面視と同心円状をなす空気層4aを設け、その空気層4aの径を摩擦ツール5のツール径の0.6〜1.4倍、厚みを0.20mm以上とする。
(もっと読む)
拡散性水素量の測定装置及び測定方法
【課題】実構造物の溶接継手から、その拡散性水素量を高精度で測定することができる拡散性水素量の測定装置及び測定方法を提供する。
【解決手段】溶接継手部を容器12内に収納し、この容器12の開口部をサンプラーの蓋部10で気密的に閉塞する。この場合に、溶接継手部の内部及び容器内面と溶接継手部との間の空間を、ガラスビーズ30で充填する。そして、容器12を45℃に加温して溶接継手部から拡散性水素を放出させ、これをArガスにキャリアさせてガスクロマトグラフ装置に供給し、H2分析する。
(もっと読む)
鉄鋼−アルミニウム溶接継手およびその溶接方法
【課題】 施工が容易で、接合強度が高い高い鉄鋼−アルミニウム溶接継手およびそれを容易に製作することができるアーク溶接法を提供する。
【解決手段】 鉄鋼板2は溶接線に沿って複数の貫通穴4が設けられ、前記貫通穴4にはアルミニウム溶接材が溶融充填され凝固したアルミニウム接合部7が形成される。前記アルミニウム接合部7は、その下端部がアルミニウム板3の表面に溶け込み、その上端部が前記鉄鋼板2の表面に被覆形成された溶接ビード5に溶融接合している。前記アルミニウム板3の板厚をTa、前記アルミニウム接合部7の最大溶け込み深さをD、前記溶接ビード5の溶接線における平均厚さをTb、前記貫通穴4の円相当半径をRとしたとき、D/Taを0.10以上、Tb/Rを0.50以上とする。
(もっと読む)
鉄系材料とアルミニウム系材料とを接合した異材接合継手および溶接接合方法
【課題】 高い強度を確保しつつ延性に優れた継手を安定して得ることのできる、鉄系材料とアルミニウム系材料とを接合した異材接合継手および溶接接合方法を提供することを目的とする。
【解決手段】 鉄系材料2とアルミニウム系材料3とを接合した異材接合継手1であって、鉄系材料2側に、溶接線6に沿って、予め一定の間隔で空間4aが設けられ、これらの空間4aをアルミニウム7が溶融充填するように、両材料が溶接接合されており、接合後の溶接線6長さ100mm当たりにおける、前記各空間4aに充填されたアルミニウム系溶接材料3の断面における溶接線方向に沿った長さ(L-Al)と、これに両隣する鉄系材料の断面における溶接線方向に沿った長さ(L-Fe)との比(L-Al)/(L-Fe)の最小値が、0.5を超え、7未満の範囲であることとする。
(もっと読む)
1 - 6 / 6
[ Back to top ]