
エスカーボシート株式会社により出願された特許
11 - 20 / 22
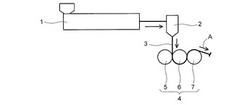
押出樹脂板の製造方法
【課題】耐加熱反り性に優れる押出樹脂板の製造方法を提供することである。
【解決手段】溶融した熱可塑性樹脂3をダイ2から押出し、第1冷却ロール5と第2冷却ロール6との間に挟み込み、第2冷却ロール6に巻き掛けた後、第3冷却ロール7に巻き掛けることにより冷却して、押出樹脂板を製造する方法であって、第1冷却ロール5および第3冷却ロール7を、いずれも外周部に金属製薄膜を備えた弾性ロールにし、第2冷却ロール6を、金属ロールにするとともに、第2冷却ロール6の周速度(V2)と、第3冷却ロール7の周速度(V3)との周速度比(V3/V2)を、1未満にした。前記熱可塑性樹脂が、メタクリル系樹脂または芳香族ポリカーボネート樹脂であるのが好ましい。
(もっと読む)
積層押出樹脂板の製造方法

【課題】外観が良好でタックマークを発生せず、さらに反り変形が抑制された積層押出樹脂板の製造方法を提供すること。
【解決手段】最も熱変形温度の高い樹脂と最も熱変形温度の低い樹脂とが、10℃以上の熱変形温度の差を有する2種以上の熱可塑性樹脂をそれぞれ押出機1、2で溶融混練して、ダイ3から共押出成形し、少なくとも3本の冷却ロール51、52、53で冷却して積層押出樹脂板6を得る押出樹脂板の製造方法であって、最も熱変形温度の高い樹脂以外の樹脂からなる層が最終冷却ロール53に接触するように、溶融樹脂を、最終冷却ロール53と最終冷却ロール53より1つ手前の冷却ロール52との間に挟み込み、冷却ロール間で圧着し成形して積層押出樹脂板6を得、ヒーター7によって、積層押出樹脂板6を構成する2種以上の熱可塑性樹脂の熱変形温度の中で最も高い熱変形温度以上で、積層押出樹脂板6の両面のうち少なくとも一方の面を加熱することを特徴とする積層押出樹脂板の製造方法。
(もっと読む)
保護膜付き樹脂板またはフィルムの製造方法
【課題】保護膜の貼合工程において、保護膜の貼合不良や樹脂板の破断などを生じさせない保護膜付き樹脂板またはフィルムの製造方法を提供することである。
【解決手段】熱可塑性樹脂を押出機1、2で溶融混練して、ダイ3から押出成形し、少なくとも3本の冷却ロールで冷却して樹脂板6またはフィルムを得る工程と、樹脂板6またはフィルムを一対の保護膜貼合ロール81、82間に供給して、樹脂板6またはフィルムの少なくとも一方の表面に、保護膜7を貼合する工程とを含む保護膜付き樹脂板またはフィルムの製造方法であって、少なくとも1つの保護膜貼合ロール81の両端部の外周面には、外径がロール中央部の外径よりも小さい段差Aがそれぞれ形成されており、前記樹脂板またはフィルムの両端部が、前記段差A形成部分に位置することを特徴とする保護膜付き樹脂板またはフィルムの製造方法。
(もっと読む)
光拡散性積層樹脂板およびその製造方法
【課題】発煙などによる生産性の低下やブツの発生を抑制し、かつ良好な鏡面性を保ちつつ、端面の外観が良好な光拡散性積層樹脂板を提供すること。
【解決手段】0.11重量%〜20重量%の光拡散剤(a)を含有するメタクリル樹脂(A)からなる基材層の少なくとも一方の面に、0.1重量%〜10重量%の光拡散剤(b)を含有するメタクリル樹脂(B)からなる表面層が積層されてなる光拡散性積層樹脂板であり、0.5mm〜10mmの厚みを有し、かつ以下の(I)〜(IV)を満たしている。
(I)光拡散剤(a)および光拡散剤(b)が、同種の光拡散剤であること、
(II)メタクリル樹脂(A)に含有される光拡散剤(a)の割合が、メタクリル樹脂(B)に含有される光拡散剤(b)の割合よりも多いこと、
(III)表面層の厚みが、光拡散性積層樹脂板の厚みの1/10以下であること、および
(IV)基材層の表面層側表面と、表面層の基材層側表面とは接していること。
(もっと読む)
押出樹脂板の製造方法
【課題】耐加熱反り性に優れる押出樹脂板の製造方法を提供することである。
【解決手段】熱可塑性樹脂層(A)の少なくとも片面に熱可塑性樹脂層(B)が積層された熱可塑性樹脂積層体を溶融状態でダイ2から押出し、第1冷却ロール5と第2冷却ロール6との間に挟み込み、第2冷却ロール6に巻き掛けた後、第3冷却ロール7に巻き掛けることにより冷却して、熱可塑性樹脂層(A)の少なくとも片面に熱可塑性樹脂層(B)が積層された押出樹脂板を製造する方法であって、第2冷却ロール6の周速度(V2)と、第3冷却ロール7の周速度(V3)との周速度比(V3/V2)を1.004以上にした。
(もっと読む)
積層板の製造方法
【課題】押出流れ方向に沿って線状欠陥が発生するのを抑制することができ、優れた外観を有する積層板の製造方法を提供することである。
【解決手段】ポリカーボネート樹脂層の少なくとも片面にゴム状重合体を含有するメタクリル樹脂層が積層されてなる積層板の製造方法であって、ポリカーボネート樹脂を第1押出機2にて溶融混練し、フィードブロック10に供給する工程と、前記メタクリル樹脂を第2押出機5にて溶融混練し、ポリマーフィルター7を通過させてフィードブロック10に供給する工程と、前記ポリカーボネート樹脂およびメタクリル樹脂をフィードブロック10で積層一体化した後、ダイ15から板状に押出成形する工程と、を含み、フィードブロック10の樹脂吐出口幅をW1、ダイ15の樹脂吐出口幅をW2としたとき、W1およびW2が、W1:W2=1:7〜20の関係を有する。
(もっと読む)
押出樹脂シートの製造方法
【課題】破断し難い押出樹脂シートの製造方法を提供することである。
【解決手段】ダイから押出されるシート状の溶融熱可塑性樹脂4を、第1ロールと金属ロール10(第2ロール)との間に挟み込み、金属ロール10に巻き掛けて成形する押出樹脂シートの製造方法であって、金属ロール10の両端部11,11の外周面には、外径がロール中央部12の外径よりも小さい段差13,13がそれぞれ形成されており、溶融熱可塑性樹脂4を第1ロールと金属ロール10との間に挟み込むときに、該樹脂を段差13と第1ロールとの間にも挟み込んで成形するようにした。
(もっと読む)
押出マットシートの製造方法
【課題】厚みムラがなく、表面の外観に優れ、所望のマット性を有する押出マットシートの製造方法を提供することである。
【解決手段】微粒子を分散させた透明性樹脂を溶融してダイ3から押出し、一対のロール間に挟み込んで成形する押出マットシート11の製造方法であって、前記一対のロールは、一方が高剛性の金属ロール6であり、他方が外周部に金属製薄膜9を備えた金属弾性ロール7(弾性ロール)である。金属弾性ロール7は、略円柱状の軸ロール8と、この軸ロール8の外周面を覆うように配置された円筒形の金属製薄膜9と、軸ロール8と金属製薄膜9との間に封入された流体10とを備え、流体10を温度制御することによって温度制御可能に構成されているのが好ましい。
(もっと読む)
押出樹脂板の製造方法
【課題】外観に優れた押出樹脂板の製造方法を提供することである。
【解決手段】ダイ3から押出される溶融熱可塑性樹脂4を、第1ロールと第2ロールとの間に挟み込み、前記第2ロールに巻き掛けた状態で、さらに第2ロールと第3ロールとの間に挟み込んで成形・冷却する、熱可塑性樹脂からなる押出樹脂板11の製造方法であって、前記第1ロールおよび第3ロールが、高剛性の金属ロール6a,6bであり、前記第2ロールが、外周部に金属製薄膜9を備えた金属弾性ロール7(弾性ロール)である。
(もっと読む)
押出樹脂板の製造方法
【課題】外観に優れた押出樹脂板の製造方法を提供することである。
【解決手段】ダイ3から押出される溶融熱可塑性樹脂4を、第1ロールと第2ロールとの間に挟み込み、前記第2ロールに巻き掛けた状態で、さらに第2ロールと第3ロールとの間に挟み込んで成形・冷却する、熱可塑性樹脂からなる押出樹脂板11の製造方法であって、前記第1ロールおよび第3ロールが、外周部に金属製薄膜9を備えた金属弾性ロール7a,7b(弾性ロール)であり、前記第2ロールが、高剛性の金属ロール6である。
(もっと読む)
11 - 20 / 22
[ Back to top ]