
サチミ、コオペラティバ、メッカニーチ、イモラ、ソチエタ、コオペラティバにより出願された特許
1 - 10 / 14
切削システム及び切削方法
切削システムにおいて、回転するカルーセル(3)がプラスチック製のキャップ(2)を、円弧状の形態を有する固定ブレード(6)へ搬送する。キャップは、スピンドル(4)によって自身の周りに回転され、ブレードは、キャップの不正開封防止リングを形成するために、環状の弱い線を切削する。カルーセルは、固定ブレードの切削エッジの存否を検知するために協働する発信部(7)及びレーザー受信部(S)を有する。当該システムは良好な切削品質を保証する。  (もっと読む)
(もっと読む)
物体を搬送するための装置
装置が、プラスチックの投与量Dを圧縮成形することにより得られる物体8を成形ユニット5の成形手段7から搬送するための搬送手段9と、当該搬送手段9を回転可能に支持する支持手段2と、を備える。搬送手段9と成形手段7との間の衝突及び/または損傷を避けるべく、装置が、支持手段2に接続され、少なくとも成形ユニット5に相対的に近い第一作動位置Aと第二作動位置Bとの間で搬送手段9を移動させるように構成された移動手段3と、を備える。第一作動位置Aにおいては、搬送手段9は、物体8を搬送するために成形手段7と相互に作用し、第二作動位置Bにおいては、搬送手段9は、成形手段7と相互に作用しないように成形ユニット5から間隔を空けている。第一作動位置Aから第二作動位置Bへの搬送手段9の移動は、第一作動位置Aにおける成形ユニット5の回転運動の接線成分と同じ方向を向いた少なくとも1つの成分を有している。 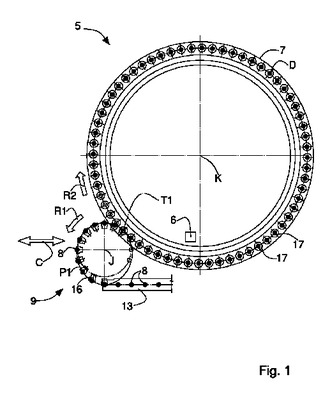 (もっと読む)
(もっと読む)
物体を搬送するための装置
物体(2)、特にカプセル(2)を、当該カプセル(2)が成形される成形カルーセル(3)から、排出装置(6)に搬送するための装置であって、回転軸(X1)まわりを回転可能であり、前記物体(2)を受容するのに適している支持要素(11)と、前記回転軸(X1)まわりを回転可能であり、前記物体(2)を受容するのに適しているシート手段(16)を有するアーム手段(13)と、を備え、前記アーム手段(13)は、前記回転軸(X1)からの当該アーム手段(13)の距離を変えるように可動であり、特に、前記アーム手段(13)は、前記支持要素(11)上に前記物体(2)をスライドさせるべく前記回転軸(X1)に対して半径方向に可動である、装置。 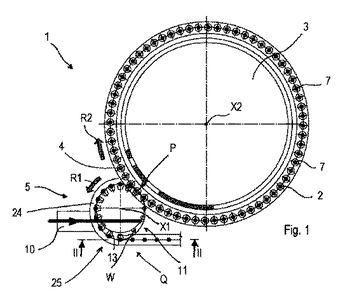 (もっと読む)
(もっと読む)
エンボス加工方法及び装置
【課題】王冠にエンボス加工を施す方法を提供する。
【解決手段】王冠の底部に予め印刷された図柄を検出する工程と、図柄を予め設定された位置に位置決めするように、王冠の角度位置を変化させる工程と、盛り上がった/凹所をなしたピクトグラムを王冠の底部に接触圧成形する工程とを含む。予め印刷された図柄及びエンボス加工されたピクトグラムは、所望の相対的位置を有する。  (もっと読む)
(もっと読む)
圧縮成型装置における型押し器のための安全器具
圧縮成型対象物のための装置の安全器具であって、装置は、複数の型押し器(1)および複数の対応する成型エレメント(2)が設けられた成型用カルーセル(G)を備え、各成型エレメントは、成型エレメントが各型押し器(1)と相互に作用しない第1位置と、対象物(3)を成型するために成型エレメントが各型押し器(1)と相互に作用する第2位置との間で移動可能となっており、各型押し器は、成型された対象物(3)を各型押し器(1)から取り出す上で適切なものとなっている取出器具(4)に関連付けられており、前記取出器具(4)は、前記成型カルーセル(G)の固定フレーム(T)に設けられたカムトラック(8)によって動作可能となっており、前記カムトラック(8)は、カムトラック部分(9)を備え、カムトラック部分(9)は、カムトラック部分(9)が前記取出器具(4)と相互に作用する動作位置と、カムトラック部分(9)が前記取出器具(4)と相互に作用しない非動作位置との間で移動可能となっている、安全器具。 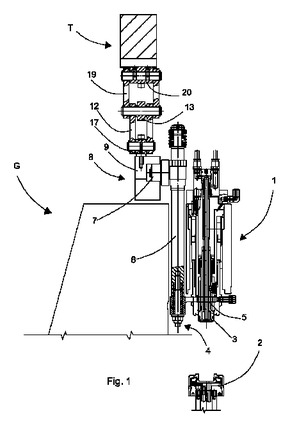 (もっと読む)
(もっと読む)
物体を形成するための装置
プラスチックの装入体(D)からプレフォームを圧縮成形するための装置は、パンチ手段(12)と、キャビティが設けられたダイ手段(13)と、接触位置と分離位置との間で互いに移動自在の少なくとも二つのダイエレメント(22)とを備えている。パンチ手段(12)は、キャビティに挿入するのに適したパンチ(14)と、少なくとも二つのダイエレメント(22)を接触位置に維持するため、パンチ(14)の周囲に摺動自在に取り付けられた押圧スリーブ(31)とを含む。パンチ手段(12)は、更に、パンチ(14)及び押圧スリーブ(31)を受け入れるように構成されたジャケット手段(91)と、第1圧力の第1流体を収容し、押圧スリーブ(31)に作用する少なくとも第1チャンバ(42、57)とを含む。第1チャンバ(42、57)は、第1チャンバ(42、57)の加圧状態を維持しながらパンチをパンチ手段(12)から取り外すことができるように、押圧スリーブ(31)及びジャケット手段(91)によってその全体の境界が形成されている。 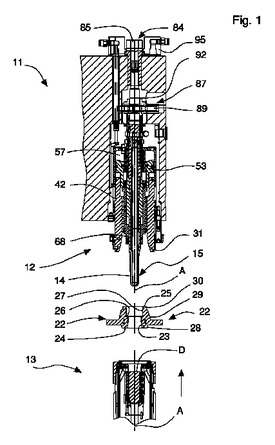 (もっと読む)
(もっと読む)
物品を成形するためのプラントおよび装置
プラントは、金属シートからの王冠(58)を成形するプレス(30)と、対応する王冠(58)の内部にシールを成形するための単一の成形装置(1)と、を備え、この単一の成形装置(1)は前記プレス(30)からこの単一の成形装置(1)への前記王冠(58)の搬送に適した接続装置(31)によって前記プレス(30)に接続されている。  (もっと読む)
(もっと読む)
シールのような物品を得るための装置および方法、並びに容器のシール
合成樹脂から物品(11;111;211;311)を成形するための装置は、前記物品(11;111;211;311)の縁部領域(14)を成形するための、その内側領域(19)の周りに延びる凹所(22)を有した成形手段(16)と、ピストン装置(35;135)と協働して前記凹所(22)に前記合成樹脂を供給する、前記凹所(22)に連続する位置で前記内側領域(19)につながっている管路(34)とを備える。 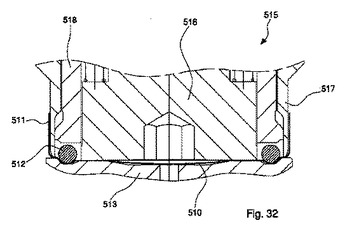 (もっと読む)
(もっと読む)
方法および装置
装置は、物体(P)を処理するように構成された第1作動機械(208;203;303)と、前記第1作動機械(208;203;303)の下流側に定置され、前記物体(P)をさらに処理するように構成された第2作動機械(207;208;306)と、前記第1作動機械(208;203;303)と前記第2作動機械(207;208;306)との間に置かれ、前記物体(P)を受け入れるように構成された集積手段(252;262)と、前記集積手段(252;262)内に収容された前記物体(P)の量を示すパラメータを検出すると共に、前記パラメータに基づいて前記第2作動機械(207;208)の作動を調整する制御手段(257;267)とを備えている。方法は、ペースト状態のプラスチックを定量供給することと、前記プラスチックを圧縮成型してプリフォームを得ることと、前記プリフォームをブローして容器を得ることと、前記容器に製品を充填することとを備え、前記定量供給中に前記プラスチックが供給温度(T1)を有し、前記ブロー中に前記プラスチックがブロー温度(T2)を有し、前記充填中に前記プラスチックが充填温度(T3)を有すると共に、前記供給温度(T1)は前記ブロー温度(T2)よりも高く、前記ブロー温度(T2)は前記充填温度(T3)よりも高い。 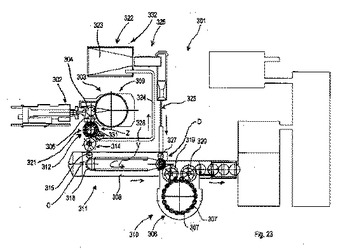 (もっと読む)
(もっと読む)
1回分のプラスチック材料を搬送する装置
装置は、1回分のプラスチック材料(80)を圧縮成形機器(1)に搬送するよう設けられた搬送手段(8)を備え、この搬送手段(8)は、1回分の材料(80)を受ける収容手段(22)を備えている。搬送手段(8)は、収容手段(22)内に受けられるとともに、1回分の材料(80)を圧縮成形機器(1)に移送するために収容手段(22)に対して移動可能となっている移動促進手段(87)を備えており、移動促進手段(87)は少なくとも部分的に多孔質の材料から形成されている。  (もっと読む)
(もっと読む)
1 - 10 / 14
[ Back to top ]