
株式会社メイドーにより出願された特許
1 - 10 / 10
自在締結工具、及びこれを用いた締結装置
【課題】ソケット復帰用のコイルスプリングの長寿命化が可能な、ねじ、ボルト等の締結部材を締め付ける自在締結工具を提供する。
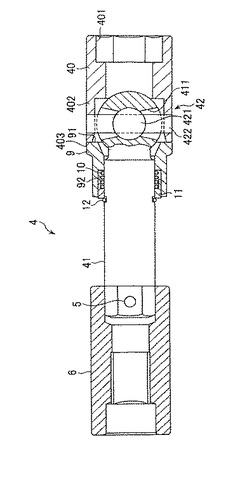
【解決手段】ソケット部40と、保持部材41と、前記ソケット部40と保持部材41と連結するユニバーサルジョイント部42とを備える自在締結工具4であって、ソケット部40の後端面403に当接する押圧面91を有し、保持部材41の外周面に移動可能に設けた押し部材9と、押し部材9の内面と保持部材41の外周面との間に設けられ、押し部材9をソケット部40の後端面に押圧するコイルばね10と、保持部材41の外周面に設けられ、コイルばね10の他方側への移動を阻止するばね受け11とを備え、ソケット部40の後端面の外周面が、押し部材9の押圧面91の内周部より径方向外側に位置している。
(もっと読む)
油圧式トルクレンチの締付力の制御装置

【課題】超音波探触子を用いて締結部材の締付力の測定を行うことができるとともに、締め付けを行った締結部材の締付力の経年変化の調査や追跡調査を行うことができ、ボルト等の締結部材の誤組を排除できるようにした油圧式トルクレンチの締付力の制御装置を提供すること。
【解決手段】主軸Sの先端部に配設した超音波探触子Se1から締結部材に超音波を伝播させ、締結部材の先端面からのエコーの伝播時間を計測することにより締結部材の長さを測定する締結部材の長さ測定手段と、締結部材の長さ測定手段により測定された締結部材の長さと、締結前に測定された締結部材の初期長さとから、締結作業中に締結部材の締結力を測定する締結力の測定手段と、締結力の測定手段により測定した締結部材の締結力が所定の値に達したときにモータRを停止させ締結作業を終了させるモータ制御手段と、締結作業を終了したときの締結部材の長さを記憶する記憶手段とを備える。
(もっと読む)
油圧式トルクレンチの締付力の制御装置
【課題】超音波探触子を用いて簡易な機構で締結部材の締付力の測定を精度よく行うようにするとともに、超音波探触子の破損を防止することができるようにした油圧式トルクレンチの締付力の制御装置を提供すること。
【解決手段】モータRにより回転駆動される打撃トルク発生装置Tを介して打撃トルクを発生させるようにした主軸Sの先端部に超音波探触子Se1を配設するようにした油圧式トルクレンチの締付力の制御装置において、超音波探触子Se1の先端面に、ゴム状の弾性部材からなるプローブScを配設する。
(もっと読む)
油圧式トルクレンチの締付力の制御装置
【課題】超音波探触子を用いて簡易な機構で締結部材の締付力の測定を行うことができるとともに、併せて、ボルト等の締結部材の誤組を排除できるようにした油圧式トルクレンチの締付力の制御装置を提供すること。
【解決手段】モータRにより回転駆動される打撃トルク発生装置Tを介して打撃トルクを発生させるようにした主軸Sの先端部に超音波探触子Se1を配設するようにした油圧式トルクレンチの締付力の制御装置において、主軸Sの先端部に配設した超音波探触子Se1から締結部材に超音波を伝播させ、締結部材の先端面からのエコーの伝播時間を計測することにより締結部材の長さを測定する締結部材の長さ測定手段と、締結部材の長さ測定手段により測定された締結部材の長さと、締結前に測定された締結部材の初期長さとから、締結作業中にリアルタイムで締結部材の締結力を測定する締結力の測定手段と、締結力の測定手段により測定した締結部材の締結力が所定の値に達したときにモータRを停止させ締結作業を終了させるモータ制御手段とを備える。
(もっと読む)
油圧式トルクレンチの締付力の制御装置
【課題】超音波探触子を用いて締結部材の締付力の測定を正確に行うことができるとともに、併せて、ボルト等の締結部材の誤組を排除できるようにした油圧式トルクレンチの締付力の制御装置を提供すること。
【解決手段】主軸Sの先端部に配設した超音波探触子Se1から締結部材に超音波を伝播させ、締結部材の先端面からのエコーの伝播時間を計測することにより締結部材の長さを測定する締結部材の長さ測定手段と、締結部材の長さ測定手段により測定された締結部材の長さと、締結前に測定された締結部材の初期長さとから、締結作業中に締結部材の締結力を測定する締結力の測定手段と、締結力の測定手段により測定した締結部材の締結力が所定の値に達したときにモータRを停止させ締結作業を終了させるモータ制御手段とを備え、締結部材の長さの測定を、第1回目のエコーの伝播時間と、第3回目又はそれ以降のエコーの伝播時間との差から算出するようにする。
(もっと読む)
自在締結工具、及びこれを用いた締結装置
【課題】ソケット復帰用のコイルスプリングの長寿命化が可能な、ねじ、ボルト等の締結部材を締め付ける自在締結工具を提供する。
【解決手段】ソケット部40と、保持部材41と、前記ソケット部40と保持部材41と連結するユニバーサルジョイント部42とを備える自在締結工具4であって、前記ソケット部40の後端面に当接するように、前記保持部材41の外周面に移動可能に設けた押し部材9と、前記押し部材9の内面と前記保持部材41の外周面との間に設けられ、前記押し部材9を前記ソケット部40の後端面に押圧するコイルばね10と、前記保持部材41の外周面に設けられ、前記コイルばね10の他方側への移動を阻止するばね受け11とを備える。
(もっと読む)
フランジ付きファスナー
【課題】締結時等において、フランジ部の座面面圧をほぼ均一にできるフランジ付きファスナーの提供を課題とする。
【解決手段】角柱状に形成された頭部12と、頭部12に一体に設けられるとともに、雄ネジ部15が形成された本体部14と、頭部12と本体部14との間に一体に設けられ、頭部12側表面18が、頭部12の外周面12Bの稜線12A部分を谷部18Aとし、稜線12A間部分を山部18Bとする側面視略波型形状とされたフランジ部16と、を有するフランジ付きファスナー10とする。
(もっと読む)
ねじ部材及びその製造方法
【課題】ねじ転造加工時、ねじ山の頂部の一部が欠けた転造ダイスによって転造された場合でも、応力の集中する部位のねじ底部にまくれ込みが現出されず、耐疲労特性及び耐遅れ破壊特性等が向上するねじ部材及びその製造方法を提供する。
【解決手段】本コンロッドボルト1に、雌ねじ部との螺合部位に大径軸部4aを形成すると共に、雌ねじ部との非螺合部位に小径軸部5aを形成して、次に、ねじ転造加工により、大径軸部4aに完全ねじ部4を形成すると共に、小径軸部5aに不完全ねじ部5を形成するので、ねじ転造加工の際、ねじ山の頂部の一部が欠けた転造ダイスにより転造された場合でも、応力の集中する不完全ねじ部5のねじ底部にまくれ込み55が現出されることはない。これにより、本コンロッドボルト1は、従来のコンロッドボルトに比べて、耐疲労特性及び耐遅れ破壊特性等が向上する。
(もっと読む)
ボルト及び転造加工ダイス
【課題】雌ねじ側がアルミや樹脂製などの柔らかいナット等の雌ねじ内部にキズを付けないで、斜め組み込みによるかじり・焼付きを効果的に防止する。
【解決手段】ボルト1ねじ部先端3のねじ谷底部4を入口側から徐々に面積が広域から狭くし、ねじ山頂点部5を入口側からピッチ間隔違いが徐々に完全ねじ山高さになるに連れてピッチ間隔が同じになるように形成し、ねじ先端ねじ山頂点部5のピッチ間隔は、ねじの切り始めから完全ねじ山高さまで徐々に狭くする。ピッチ間隔が違う先端部断面形状はねじ部完全ねじ山高さ断面形状の範囲内にあり、先端部外側フランク角度が完全ねじ山部と同じ角度とする。ボルト1を転造加工するダイスにおいて、ねじ先端形成加工部がねじ谷底部4は入口側から徐々に面積が広域から狭くし、ねじ山頂点部5は入口側からピッチ間隔違いが徐々に完全ねじ山高さになるに連れてピッチ間隔が同じになるように形成されたダイスを使用する。
(もっと読む)
ボルト及び製造方法
【課題】 本発明の課題は、超音波等で軸力測定ができる安価な軸力測定ボルトのボルト頭部及び端面の形状及び製造方法を発明し、提供することである。
【解決手段】 ボルト頭部が多角形状であり、その頭部上面が外部多角形状に頂点位置を合わせた多角形状の溝を頭部上面内部にもち、上面内部の多角溝の内側は平面部が形成されており、前記ボルト上面の多角外部と多角溝内側平面部との高さは同じか多角溝内側平面部が若干高い位置であり、これらの前記ボルトの頭部は冷間圧造機において2〜4段工程で加工し、同時に軸部及びボルト先端部のカット平面部が形成されており、前記ボルトの先端部は垂直な平面から転造加工で軸部のねじ加工と同時に先端内部に平面部を残し、外側を伸ばしながらC面部を形成させる。本発明ボルトは超音波等の軸力測定器具や超音波式の軸力制御締め付け機を用いることができる切削や研磨工程なしの安価な軸力測定ボルトを製作することである。
(もっと読む)
1 - 10 / 10
[ Back to top ]