
株式会社高木製作所により出願された特許
1 - 9 / 9
接続用クランプ装置
【課題】ストッパー8を設けて被締結部2に対するストラップバンド3の締付け力を一定に維持する品質管理が可能な接続用クランプ装置1を提供する。
【解決手段】螺子5の回転操作によりストラップバンド3の他端部側3Bが一端部側3Aの上面を相対的に摺動するが、ストッパー8により他端部側3Bの摺動量が規制される。このため、締付けトルクが設定された締付け工具を用いることにより、ストッパー8により他端部側3Bの摺動量が規制された位置で、ストラップバンド3に一定の締付け力を付与することができる。これにより、被締結部2に対するストラップバンド3の締付け力を一定に維持する品質管理が可能となり、接続用クランプ装置1に高品質を保証し、併せて生産性の向上にも寄与する。
(もっと読む)
接続用クランプ装置

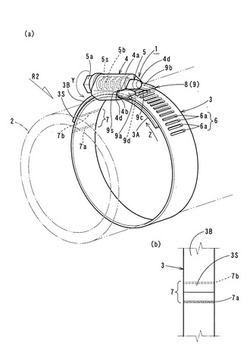
【課題】ストラップバンド3の他端部側3Bを簡単な構成で補強し、ホースに要求される高い締付け力に低コストで対応できる接続用クランプ装置1を提供する。
【解決手段】ストラップバンド3の他端部側3Bを二重に折り重ね合わせて一体的に固定しているので、第1側部3aと第2側部3bとから成る重合せ部3Cの厚みが大きくなり、他端部側3Bを簡単な構成で補強できる。他端部側3Bの補強は、他端部側3Bのみを二重に折り重ね合わせることで実現するので、ストラップバンド3の剛性が急増することがなく、良好な柔軟性を保持しながら高い締付け力の要請に対処できる。
(もっと読む)
接続用クランプ装置
【課題】ホース2に対する締付け力の可視化を実現することにより、検査時に締付け力の適否を外観から容易に判別することができ、締付け力の管理が容易となって適切な品質管理が可能となる接続用クランプ装置1を提供する。
【解決手段】螺子8の回転操作時、周方向W2の引張力Fがストラップバンド3に直接加わるため、引張力Fは締付け力の信頼性の高い指標となる。変位可能部13の位置ずれ量Δ1、Δ2と引張力Fや締付け力との関係を示した検査表を予め作成しておき、位置ずれ量Δ1、Δ2を目視することにより、実際の締付け力を読取ってホース2が適正な締付け力で締付けられているか否かを簡易な手段で把握することができ、管理が容易になる。
(もっと読む)
接続用クランプ装置
【課題】ホースに対する均一な巻締め分布を確保し、初期の良好な締付け状態を長期にわたって維持できる接続用クランプ装置1を提供する。
【解決手段】ハウジング4をストラップバンド3に取付ける固定機構5では、ハウジング4の突部6をストラップバンド3の第1穴部9に嵌合し、舌辺部7を第2穴部10に差し込むため、ストラップバンド3をホースに大きな締付け力で締付けても、突部6や舌辺部7に大きな曲げモーメントが生じることがない。このため、突部6と第1穴部9との間ならびに舌辺部7と第2穴部10との間の隙間が拡開することがなく、ホース2に対する均一な巻締め分布を確保し、ガス冷媒などの循環媒体が外部に漏出する虞がなくなる。
(もっと読む)
接続用クランプ装置
【課題】ハウジング4をストラップバンド3に取付けた後、螺子8をハウジング4内に装着することができ、迅速な組付けを実現して生産性の向上に寄与する接続用クランプ装置1を提供する。
【解決手段】有端フランジ部12は、螺子8のピッチ幅Hに基づいて螺旋面状に曲成されているので、螺子8を有端フランジ部12内にねじ込むことにより、螺子8をハウジング4内に螺進させて配置できる。これにより、ハウジング4をストラップバンド3に取付けた後、螺子8をハウジング4内に配置する後付けが可能となり、迅速な組付けを実現して生産性の向上に寄与する。螺子8の後付けは、有端フランジ部12を螺旋面状に曲成することで実現するので、螺子8やハウジング4の加工に高い寸法精度を必要とせずコスト的に有利である。
(もっと読む)
接続用クランプ装置
【課題】接続部の外表面に働く面圧が均等となり、ストラップバンドの良好な巻き締め機能を長期にわたって維持可能な接続用クランプ装置を提供する。
【解決手段】ストラップバンド3は、中央帯部3a、長孔側9および幅狭辺側11により接続部2を一周させた状態で、第1取付辺部5と第2取付辺部7とを互いの近接方向の引張力P1、P2により操作する二重巻き構成となる。このため、第1取付辺部5と第2取付辺部7とからの引張力P3、P4が長孔側9と幅狭辺側11とに等しく伝わり、接続部2に対して中央帯部3a、長孔側9および幅狭辺側11が全長にわたって一律に縮径変位を行い、中央帯部3a、長孔側9と幅狭辺側11とから接続部2の外表面に働く面圧が均等になり、良好な巻き締め機能が得られる。
(もっと読む)
溶接工程に用いられるワーク搬送装置
【課題】次のワークを待機位置にて待機させておき、前のワークの溶接完了後、直ちに溶接作業位置へと送り出せるようにする。
【解決手段】2本の同心円状に配置された円環状トラック11、11’からなるものであって別個独立に回転駆動される二つのドリブン機構1、1’と、各ドリブン機構1、1’を形成する円環状トラック11、11’上に設置されるものであってワーク9の搭載されるパレット3、3’と、パレット3、3’の設置された各ドリブン機構1、1’を、それぞれ別個独立に駆動するものであって電動モータを主に形成される二つのドライブ機構2、2’と、各ドライブ機構2、2’の作動制御、各ドリブン機構1、1’を形成する円環状トラック11、11’上に設置されたパレット3、3’の各位置への位置決め及び各パレット3、3’の所定位置での傾動運動制御、及び溶接ロボット6の作動制御を行なう制御手段5と、からなる。
(もっと読む)
多工程プレス機におけるワーク移送装置
【課題】多工程プレス機において、各工程間にてワークを円滑に移送させる。
【解決手段】サーボモータ等からなる駆動装置5と、駆動装置5にて回転駆動されるものであって垂直状に設置されるカム軸55と、カム軸55上に設けられるものであって、ワーク91を保持するワーク保持具19を有するフィードバー1を、その長手方向であるXX方向に移動させるX方向送りカム31、YY方向へ平行移動させるY方向送りカム32、及び上下方向であるZZ方向へ平行移動させるZ方向送りカム33の三つのカムからなるカム機構3と、カム機構3を形成する各カム31、32、33と係合して揺動運動をする3種類の揺動レバーからなる揺動レバー群2と、揺動レバー群2を形成する各揺動レバーの先端部に連結されるものであって上記フィードバー1をそれぞれの方向へ直線駆動するリンク機構6と、からなる。
(もっと読む)
プレス機
【課題】 順送プレス加工用プレス機を加工するワークに合わせた専用の高精度の金型を必要としないで、かつワーク移送の速度を上げることができるようにすること。
【解決手段】 複数のワーク15を順に移送して複数のプレス加工位置11a〜11gにおいて順にプレス加工するプレス機10において、複数のワーク15の各々を保持するチャック12を複数具備し、複数のチャック12を複数のプレス加工位置11a〜11gに順に移送する移送手段20と、複数のチャック12の各々で保持されたワーク15を複数のプレス加工位置11a〜11gにおいて順にプレス加工するプレス加工手段30とを具備すること。
(もっと読む)
1 - 9 / 9
[ Back to top ]