
Fターム[2B200EF02]の内容
単板の加工・合板製造 (2,826) | 平板プレス (120) | 装置 (6)
Fターム[2B200EF02]に分類される特許
1 - 6 / 6
多段圧密加工装置
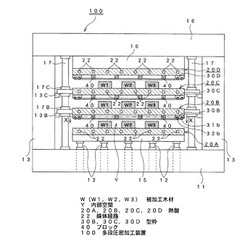
【課題】被加工木材を多段に積層し,それを一括してプレス圧縮する1工程の動作中に特定の段の被加工木材の加圧圧縮により,当該特定の段のみの被加工木材の加圧力を一定とし,他の段の被加工木材の加工温度と加圧力の1つ以上を異にする制御が自在なこと。
【解決手段】被加工木材Wを上下の面で挟み,被加工木材Wを加熱及び圧縮する複数対の熱盤20が被加工木材Wの加熱及び圧縮を開始し,対の熱盤20による圧縮で被加工木材Wの厚みが特定厚みに到達したとき,被加工木材Wの圧縮を停止し,被加工木材Wを上下の面で挟む熱盤20に被加工木材Wを圧縮する外力を与えるプレス機構10の押圧エネルギを特定厚みに到達していない木材の圧縮に使用すると共に,特定厚みに到達した被加工木材Wと特定厚みに到達していない被加工木材Wの温度制御を分離して行うものである。
(もっと読む)
集成材の二次接着の圧締装置

【課題】 構造用集成材は、建物の規模により集成材断面が決まる。さらに、耐火性能を持たせるために超大断面材が要求されおり、超大断面集成材を製作するには、集成材を多数積層して各集成材同士を接着剤で接着しなければならない。このために大掛かりな圧締装置が必要になる。また、場所を選ばずに製作することは困難である。
【解決手段】 集成材1の上下両面の接着面2に接着剤を塗布し、接着剤が塗布された集成材1を積層し、但し、積層した集成材1のうち、最上段と最下段の集成材1には片面のみに接着剤を塗布し、積層されてなる集成材1を圧締する集成材圧締装置において、集成状態にある集成材1にネジクランプ3で角形鋼管4の集成材1に面する4辺のうち1辺に、中央付近を厚くして両端に向かって薄くした角形鋼管4からなる治具を介してネジクランプ3のネジの回転によりクランプ圧締する集成材の二次接着の圧締装置。
(もっと読む)
ベニヤ単板の乾燥方法及びベニヤ単板の乾燥装置
【課題】熱盤式の乾燥装置を用いるベニヤ単板の乾燥方法の実用性を向上させて、能率的で、且つ、省エネルギー化が図り得る乾燥処理を実現する。
【解決手段】多段状に備えた熱盤3の上側の加熱面に適数条の収容溝3aを穿設すると共に、上側に多数の突刺体1aが並立的に凸設された適宜長さを有する略長鋸状の単板移送部材1を、前記収容溝3aに収容し、単板aを載せた単板移送部材1を熱盤3の左右へ往復移動させて、単板aを熱盤3の間隔の内外へ交互に移送するよう構成した乾燥装置を用い、多段状のいずれの段に於ても、乾燥装置の左前側の搬入口から搬入した単板aを、熱盤3の熱圧により乾燥して、乾燥装置の左後側の搬出口へ搬出する操作と、乾燥装置の右前側の搬入口から搬入した単板aを、熱盤3の熱圧により乾燥して、乾燥装置の右後側の搬出口へ搬出する操作とを交互に実施して、殆ど間断なく単板aを乾燥処理する。
(もっと読む)
シミュレーション方法、シミュレーション装置およびシミュレーションプログラム
【課題】節を有する木材であっても適切な圧縮成形を行うことを可能にし、歩留まりの向上を実現することができるシミュレーション方法、シミュレーション装置およびシミュレーションプログラムを提供する。
【解決手段】記憶手段が記憶する画像データを読み出し、この読み出した画像データを用いた画像認識を行うことによってブランク材の表面に表出している節を検出し、節が検出された場合、記憶手段が記憶するブランク材の形状情報を参照することによって該節の形状を推定し、この推定結果に基づいて、該節の一部を含み、かつ該節の部分の厚さがブランク材を圧縮した後の厚さと略等しくなるようにブランク材の切削箇所および切削形状を決定する。
(もっと読む)
横型ホットプレス
【課題】横型ホットプレス装置に於ける油圧シリンダの所要行程を短縮して、平面的な占有スペースの狭小化と、装置の廉価化を図る。
【解決手段】固定フレーム1Aの反対側へ、間に多数の熱盤4A、4Bを介在させて、可動フレーム1Bを対設し、各熱盤4A、4Bの間に単板11を挿入して熱圧処理する際に、フレーム移動機構8を介して、予め可動フレーム1Bを、固定フレーム1Aに向けて適宜位置まで前進させると共に、固定フレーム1Aに付設した鉤付アーム9を、揺動機構10を介して、図5に於て点線で示す待機位置から実線で示す係合位置へ揺動させて、鉤付アーム9の鉤部位9aと可動フレーム1Bに付設した鉤掛け部位(1a)とを係合させ、然る後に、油圧シリンダ3aを作動させ、加圧盤3を介して、熱盤4A、4Bを可動フレーム1Bに向けて押圧し、単板11を熱圧処理する構成を採る。
(もっと読む)
積層材の接着方法及び装置
【課題】 積層材の上下両側に順次単板を熱板により圧締して接着する場合、簡単な構成で実施でき、また積層材を曲げるような過度な力を作用させない。
【解決手段】電磁弁171を開作動させまたサーボモータ161を駆動させて上熱板155を下降させ、上熱板155の下面が、基準位置から単板の厚さの半分の距離上方に離れた位置、即ち基準積層材1の第5平面1jに当接する位置に至ると制御器からの信号で、サーボモータ161を停止且つ電磁弁171を閉作動させ、次に油圧シリンダ145を作動させて、下熱板143を上昇させ、上熱板155と挿入板103を介する下熱板143とで、1MPaの圧力で3分間加熱圧締する。
(もっと読む)
1 - 6 / 6
[ Back to top ]