
Fターム[2F046BB02]の内容
定量供給又は排出をする重量測定 (862) | 排出手段 (90) | スクリューフィーダ (7)
Fターム[2F046BB02]に分類される特許
1 - 7 / 7
ロスインウェイト式供給装置
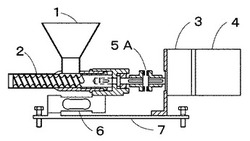
【課題】ロードセルで重量を検出し、サンプリング時間毎に減った重量を演算し、設定値と比較して、移送排出装置の速度を増減するロスインウェイト式供給装置において、供給物の最大重量に比べて装置全体の重量が大きく、最大荷重の大きいロードセルを使用して制御精度が低下したり、分解能の良い高価なロードセルを使用しなければならない。
【解決手段】モーターや駆動装置を移送排出装置から分離してコモンベースに取付、動力がロードセルに荷重として作用しない磁石カップリングなどの伝達手段を用いて、最大荷重の小さいロードセルに替えたり、カウンターバランスにより装置の重量を相殺して、その分最大荷重の小さいロードセルを使用することにより、ロードセルの測定範囲に占める供給物の変動範囲の比率を大きくして、制御精度を高めたり、精度の低い安価なロードセルを使用したり、最大荷重の小さい小型で安価なロードセルを使用してコストを下げる。
(もっと読む)
自動計量投入設備の排気装置

【課題】計量装置の中のトナー材料を自動で規定量を計量し、密閉されたタンクへ投入する自動計量投入システムで連続して計量投入し、高い計量精度(許容幅以内)を得る自動計量投入システムで、粉体計量の精度を維持しつつ、重量・スペースが小さく、メンテナンスが容易な自動計量投入システムを提供する。
【解決手段】本発明の自動計量投入システム1は、重量計を備えた計量投入装置2の粉粒体材料を密閉されたタンク7へ投入する自動計量投入システム1であって、前記タンク7は、前記タンク7内から排気する排気配管82を有し、前記排気配管82に整流板104を有する。
(もっと読む)
粉粒体の供給量制御方法および粉粒体供給装置
【課題】原料フィーダにおいて、精度良く目標供給量の粉粒体を供給することができる粉粒体の供給量制御方法を提供する。
【解決手段】
粉粒体が入れられるホッパ(2)と、スクリュ(6)からなる送出機構(3)と、これらの重量を測定するロードセル(11)とからなる粉粒体供給装置(1)において、以下の線形式を制御モデルとするサンプル値制御を実施する。
粉粒体の供給量の最新のサンプル値=a*粉粒体の供給量の1ステップ前のサンプル値+b*スクリュ(6)の操作量の最新のサンプル値
係数a、bは初期運転において同定し、実運転中に逐次最小二乗法によって補正する。
(もっと読む)
ばら荷用サンプリング装置
【課題】 貯蔵ビンより計量ホッパへ1回で投入される骨材全量の性状を平均した試料を採取する。
【解決手段】 円筒形状として長手方向の一端寄り上部と他端寄り下部に受入口13と排出口を設けたケーシング12に、スクリュー15を、駆動モータで回転駆動可能に収納してなるサンプリング装置本体11を形成し、受入口13を、骨材2aの貯蔵ビン3の下端排出口3aに設けた計量ゲート19の真下に配置する。計量ゲート19にて貯蔵ビン3より投入される骨材2aの粗計量に要する時間内で所望量の骨材2aの試料を採取できるようスクリュー15の回転数を調整する運転指令を駆動モータへ与える制御器を備える。計量ゲート19を開操作して貯蔵ビン3より骨材2aを計量ホッパ6に投入する間、順次落下する骨材2aの一部を連続的にサンプリング装置本体11の受入口13へ受け入れて排出口より骨材2aの試料として回収させる。
(もっと読む)
包装方法
【課題】特に嵩比重の大きい粉体をコンパクトな包装機により高速で精度よく袋詰めすることができる包装方法を提供すること。
【解決手段】多数のグリップ対gを設けた1つの回転テーブル4を複数の工程毎に間欠移動させ、各グリップ対に支持される包装袋aに所定量の粉体を充填するロータリー式包装機を使用し、粗充填工程にて粉体を粗充填した後に振動手段により包装袋を振動させることにより当該包装袋内の粉体を小嵩化し、計量工程にて内容量の計測を行い、ついで、補正充填工程にて計量手段による計測データに基づいて正規の内容量に対する不足分の粉体を補正充填し、さらに、計量手段による数回毎の計測データに基づいて粗充填量に対する補正量を演算して当該補正量に対応する補正値を粗充填工程の制御部にフィードバックし、次回からの粗充填を補正により変更された量目にて施すことを繰り返して行なう。
(もっと読む)
粉末供給機および味付けシステム
【課題】貯留部に貯留された粉末の種類、および粉末の貯留状況にかかわらず、良好な粉末供給処理を実行できる粉末供給機および味付けシステムを提供する。
【解決手段】重量計測部49によって調味料供給前の重量が計測される。次に、調味料の供給動作が実行される。すなわち、供給動作毎に、スクリュー部材47aは、回転角度の初期値だけ回転させられる。続いて、重量計測部49によって調味料供給後の重量T12が計測される。そして、調味料供給毎におけるスクリュー部材47aの設定送り量として用いられる回転角度が、供給毎の目標供給重量、供給回数、調味料を供給する前の重量、調味料を供給した後の重量、および回転角度の初期値に基づき、求められる。
(もっと読む)
バルク材料計量装置
バルク材料計量装置が開示されている。前記装置は、実質的に、駆動ユニット(24)に加えて、計量モジュール(2)、コンテナ(3)及び攪拌装置(5)を包含する計量ユニット(1)を有する。ギヤ(7)が、計量モジュール(2)とホイール(6)との間に設けられ得る。前記計量モジュール(2)には、排出部(8)が設けられる。クイック連結要素(10)が、計量ユニット(1)を交換ユニットとして構成するために、軸(B)上に設けられ得る。ホイール(6)を駆動手段に非活性に接触し得るようにクイック連結要素(10)を係合する時、計量ユニット(1)は軸(B)を中心に回され得る。プレート(9)はカバーとして使用される。 (もっと読む)
1 - 7 / 7
[ Back to top ]