
Fターム[3B151CB05]の内容
繊維の準備処理 (844) | 処理対象材の形態 (100) | トウ、スライバー又はトップ等の繊維束 (51) | トウ (8)
Fターム[3B151CB05]に分類される特許
1 - 8 / 8
一方向不連続繊維帯の製造装置および製造方法
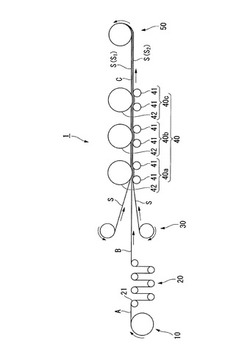
【課題】牽切された繊維の牽切に用いるロールへの巻き付きや、繊維束のばらけを防止しつつ、連続繊維からなる繊維束を牽切して、低コストで一方向不連続繊維帯を製造できる装置および方法の提供。
【解決手段】繊維束Aを巻き出す巻出手段10、繊維束Aを開繊する開繊手段20、帯状繊維束Bの両面に支持体S,Sを供給して挟持する支持体供給手段30、支持体S,Sで挟持された帯状繊維束Bを、直列に配置した複数の延伸用ロールユニット40a,40b,40cにより、その長さ方向に延伸処理して、支持体S,Sを牽切することなく支持体S,Sで挟持された連続繊維を牽切する牽切手段40、帯状繊維束Cを支持体S,Sと共に巻き取る巻取手段50を具備する一方向不連続繊維帯の製造装置1。
(もっと読む)
短繊維の製造方法及び製造装置
【課題】延伸工程で発生したトウの異常を捲縮機の上流側で簡易的に判別し、切断工程において色彩変化がなく形状変化の判別が困難な繊維でも、高確率かつ効率的に自動分別が出来る短繊維の製造装置と製造方法を提供する。
【解決手段】トウを捲縮機の上流側に取り付けた変位センサ及び加速度センサにより異常トウを検出させ、トウの表面に超速乾性のインクを吹き付け、前記のトウに塗付されたインクを切断工程の上流側で検知し、カットされたトウを、自動的にダンパーを切り替えて格下げ処理を行うことを特徴とする短繊維製造方法と装置とする。
(もっと読む)
チョップド繊維束および成形材料の製造方法、成形材料、繊維強化プラスチック

【課題】本発明は、成形材料として用いた場合、良好な含浸性、流動性、成形追従性を有し、繊維強化プラスチックとした場合、優れた力学物性を発現するチョップド繊維束および成形材料の製造方法、ならびにそのチョップド繊維束を用いて得られる成形材料、繊維強化プラスチックを提供せんとするものである。
【解決手段】少なくとも一方のローラーが、該ローラーの回転軸平行方向であり、かつ、該ローラーの周方向に等間隔に配列して取り付けたローラーである一対のローラーの間に、所定の角度で前記繊維束を連続的に供給し、前記ローラーに取り付けた刃と、前記ローラーの他方のローラーの受け部とを接触させて前記繊維束を所定の繊維長に裁断する、チョップド繊維束および成形材料の製造方法、ならびにそのチョップド繊維束を用いて得られる成形材料、繊維強化プラスチックである。
(もっと読む)
コンバータ
本発明は、切断装置、特にコンバータ切断装置に関しており、回転のために設けられた少なくとも1つのカッタユニット(10a;10b)が設けられており、少なくとも1つのカウンタウェイトユニット(12a;12b)が設けられており、該カウンタウェイトユニット(12a;12b)は、運転中にカッタユニット(10a;10b)に作用する遠心力(14a;14b)を少なくとも部分的に補償するために設けられている。  (もっと読む)
(もっと読む)
短繊維の製造方法
【課題】 回転刃式繊維束切断装置からの排出性及び分散性に優れる短繊維の製造方法を提供すること。
【解決手段】 本発明の短繊維の製造方法は、平均繊維径が4μm以下の長繊維束に、ポリエーテルエステル型ノニオン活性剤とエーテル型ノニオン活性剤とを、1:9〜9:1の質量比で含む混合活性剤を付与した後に、回転刃式繊維束切断装置により前記混合活性剤を付与した長繊維束を切断する方法である。長繊維がポリオレフィン系樹脂及び/又はポリアミド系樹脂1種類以上から構成されていても短繊維を製造できる。
(もっと読む)
極短繊維の製造方法及びその装置
特に、0.1mm以下の繊維長を有する極短繊維を得るに際して、ミスカットを極力抑制しながら安定に極短繊維を得る製造できる方法とそのための装置を提供することを目的とし、この目的を達成するために、多数の単繊維群を束ねた繊維束を形成し、冷却によって固化し加熱によって気化又は液化する埋包材を気体状又は液状にし、気体状又は液状になった埋包材によって前記繊維束を埋包処理し、前記埋包材が気化又は液化しない温度で埋包処理された前記繊維束の端面を薄片状に切削し、1mm以下の切断繊維長を有する短繊維を得る方法と装置である。  (もっと読む)
(もっと読む)
ヤーン処理装置の制御方法
伸張−破断プロセスにおいてヤーン(Y)を処理するために使用される少なくとも2つの別々に制御可能なロールセット(22、26、34、56)の各々を開始または停止するための方法であって、各ロールセットが、少なくとも2つのロールを含んでなり、本方法が、伸張−破断プロセスにおいて処理されているヤーン(Y)の同時完全破損を最小にするように、所定のシーケンスに従って、かつ他のロールの少なくとも1つの速度の変化と協調して、各ロールの速度を初期条件から定常状態条件に変える、各ロールセットの工程によって特徴づけられる方法。  (もっと読む)
(もっと読む)
高弾性連続フィラメントから製造した高強度紡績糸、及びその製造方法
高強度紡績糸を製造するための方法であって、先ず、約20×106psiを超える引張弾性率を有する高弾性材料の実質的に捲縮のない連続フィラメントの1つ以上のトウを高速度牽切装置に通過させ、この牽切装置は前記フィラメントを牽切して約5〜6inの範囲にある平均繊維長を有する高弾性ステープルファイバとすべく、低い総ドラフト比(好ましくは約2.0)で運転される。トウは重いことが有利であり、例えば、繊度が約25,000〜約500,000デニールである。ステープルファイバは、牽切ステップの後でスライバケンス内に集められ、さらに、スライバケンスから紡績機に導入され、紡績されて糸になる。本発明の重要な一面は、牽切プロセスと実際の紡績プロセスとの間に、中間プロセスが存在しないことであり、これによりステープルファイバの配列の乱れや損傷が最小になる。 (もっと読む)
1 - 8 / 8
[ Back to top ]