
Fターム[3C001TB07]の内容
工作機械の自動制御 (2,390) | 制御量 (589) | 負荷(圧力、荷重、トルク等) (51) | 工具、ワークに作用する力 (9)
Fターム[3C001TB07]に分類される特許
1 - 9 / 9
NCデータ補正装置
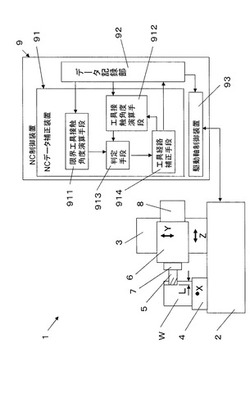
【課題】軸切込み深さを一定とする等高線加工において、半径切込み深さを補正して、加工能率が大きくてびびり振動の発生しないNCデータを作成できるNCデータ補正装置を提供する。
【解決手段】所定の軸切込み深さにおける、主軸回転速度に対するびびり振動発生の限界となる工具接触角度である限界工具接触角度を演算し、NCデータのデータ区分毎に工具接触角度が限界工具接触角度より大きいか否かを判定し、大きいと判定された不安定NCデータ区分がある場合は、不安定NCデータ区分における工具刃先経路の半径切込み深さを小さくすることで、工具接触角度を小さくしてびびり振動の発生しないNCデータを作成する。
(もっと読む)
工作機械の加工制御方法

【課題】加工効率の高い旋削加工により被加工物に対する三次元加工を行うことができる工作機械の加工制御方法を提供すること。
【解決手段】被加工物を保持するためのチャック手段が装着された主軸と、加工工具が取り付けられた支持テーブルと、主軸を第1の方向に移動自在に支持するための第1支持機構と、支持テーブルを第2の方向に移動自在に支持するための第2支持機構と、を備えた工作機械の加工制御方法。試削加工プロセスS3においては、目標形状値に基づいて製作した試削加工プログラムを用いて被加工物に試削加工を施し、この試削加工後の被加工物の加工形状を測定し、この測定加工形状値と目標形状値との加工誤差が所定許容値より小さいと、試削加工プログラムを生産加工プログラムとし、この加工誤差が所定許容値より大きいと、試削加工時の切削抵抗を考慮して試削加工プログラムを修正する。
(もっと読む)
スマートマシニングシステム及びそれに用いられるスマートツールホルダー
【解決手段】マシンツールプラットホーム(8)で用いられるスマートツールホルダー(10)である。スマートツールホルダー(10)は、第1端部(14)及びその反対側に第2端部(16)を有する本体(12)と、該本体(12)に配置されたプロセッサ(20)と、本体(12)に配置され、プロセッサ(20)と通信可能な送受信装置(22)とを具えている。送受信装置(22)は、外部受信装置(28)と通信可能に構成される。本体(12)の第1端部(14)は、マシンツールプラットホーム(8)に選択的に連結可能に構成され、本体(12)の第2端部(16)は幾つかのセンサー(26)を有する切削アッセンブリ(18)に選択的に連結可能に構成される。プロセッサ(20)は、切削アッセンブリ(26)が本体(12)に連結されたとき、前記幾つかのセンサー(26)と通信可能となるように構成される。プロセッサ(20)は、モデルベースのデータ分析、デジタルフィルタリング及びその他技術を用いて、データの分析タスクを実行することができる。スマートツールホルダー(10)は、受信装置又はインターフェース装置を通じて、マシンツールコントローラとの双方向通信に基づいて、機械加工プロセスの変化を告知することができる。 (もっと読む)
数値制御工作機械の制御装置
【課題】力検出器等を用いなくても、切削工具により加工された加工対象物の面上に沿った位置制御と同時に、加工対象物の面に対して所望の力やモーメントを加える力制御を可能とする。
【解決手段】基準座標系で表現された切削工具の動作軌跡を示す位置指令値ベクトルから軌跡間段差ベクトルを検出する軌跡間段差ベクトル検出部202と、加工対象物の面上の法線ベクトルを検出する法線ベクトル検出部204と、法線ベクトルの方向から定まる拘束座標系で示した力目標値を駆動軸座標系で示した力目標値に座標変換する拘束・駆動軸座標変換部206と、を具備し、駆動軸座標系で示した力目標値と、駆動部の位置制御のための駆動力指令値と、を加算することによって駆動部の位置及び力制御のための駆動力指令値を構成することによって上記課題を解決することができる。
(もっと読む)
主軸工具先端の変位補正方法
【課題】 簡便かつ精確に主軸の変位を補正可能な変位補正方法を提供すること。
【解決手段】 主軸の先端に設けられた工具ホルダを介して所定の工具を脱着可能な数値制御工作機械において、(1)実際の工作機械運転に先立ち、主軸を最高回転数Nで回転および停止させたときの運転経過時間tと工具先端の変位量G1およびG2を一回のみ実測し、(2)この実測値に基づいて、変位量G1およびG2を、主軸の発熱・放熱に伴う変位量F1およびF2と、工具ホルダの引き込みに伴う変位量E1およびE2との和により求め、(3)実際の工作機械運転の回転開始時には、回転数nについて、適当な補正係数hを変位量G1に乗じた変位量h・G1を計算し、この変位量を打ち消す量を回転時補正量として工具先端の位置指令値を補正し、(4)工作機械運転の回転停止時には、主軸の回転数nについて、補正係数hを変位量G2に乗じた変位量h・G2を計算し、この変位量を打ち消す量を回転停止時補正量として工具先端の位置指令値を補正する。
(もっと読む)
閉ループCNC機械加工システムおよびその方法
本発明は、閉ループフィードバックシステムおよび機械加工作業を実施するための方法である。工具の動作特性がリアルタイムで測定される。機械加工工程の動作パラメータは、測定された特性に基づいてリアルタイムで調整される。 (もっと読む)
汎用加工システム
【課題】
工具に作用する加工面圧を検知し、工作機械の制御信号にフィードバックして常に、最良の切れ味と加工抵抗を維持しながら安定した加工を行うための汎用加工システムを提供する。
【解決手段】
工作機械と、工作機械に取り付けた工具を含めた汎用加工システムにおいて、工具の内部に圧力センサー3を具備し、圧力センサー3を介して加工中の加工圧力を検知し、検知した加工圧力に応じて加工条件を制御する。
(もっと読む)
自動旋盤及びこれによる裏面加工方法
【課題】自動旋盤において、生産性を低下することなく、許容撓み量内での最大長の切削加工を行えるようにする。
【解決手段】 半径方向での切込み量dを制御する制御手段1を有し、該制御手段は、ヤング率Eの被加工物の他端たる自由端での加工中における許容最大撓み量b、比切削抵抗K、主軸軸線方向での定められた被加工物の送り量f、ヤング率Eを設定しこれらのデータを記憶する記憶手段1Aと、記憶手段1Aからのデータにもとづき係数αをα=(3πEb)/(64Kf)として求める第一演算手段1Cと、加工中に変化する被加工物の片持ち基点から切削点までの長さLそして最小外径Dを逐次取り込む取込み手段1Bと、逐次更新されたL,Dを用いて半径方向での刃物の切込み量dをd=(αD4)/L3として算出する第二演算手段1Dとを有し、この切込み量dの値にもとづき切削の切込みを司る刃物台をX軸で制御する。
(もっと読む)
アンテナ製造装置及びその製造方法
【課題】 高精度な削り加工が要求されるアンテナパネルの好適な低歪みを実現するため、ワックス(WAX)を用い、高精度化のためのアルゴリズムを組込んだアンテナ製造装置及び製造方法を提供する。
【解決手段】 アンテナパネル1の背面1bに仮設した突起部3に対向して設置されたWAX4を内部に充填したワックス収納具5と、WAX4を溶融・凝固させるペルチェ素子6と、WAX4溶融時に、突起部3をワックス収納具5内に充填されたWAX4内に浸漬させ、突起部3をワックス収納具5の底面に当たらない位置まで埋設するステージ7と、WAX4凝固時に、突起部3とワックス収納具5とが固まった状態でアンテナパネル1の加工面の変位量を変位センサ8で測定し、変位補正してから加工を開始するようにした。
(もっと読む)
1 - 9 / 9
[ Back to top ]