
Fターム[3C027WW07]の内容
非金属の切断装置 (1,755) | スリッタータイプ(多数刃) (186) | 制御装置 (9)
Fターム[3C027WW07]に分類される特許
1 - 9 / 9
用紙加工装置
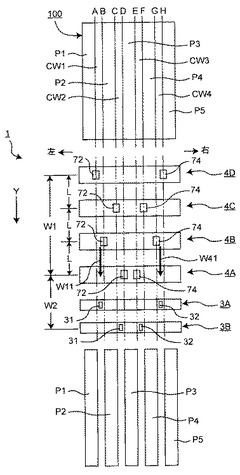
【課題】上回転刃と下回転刃とを摺り合わせて用紙を搬送方向に裁断する第1スリッター及び第2スリッターと、各スリッター移動機構と、を有する裁断装置部を搬送方向に並べ、各裁断装置部が、搬送方向の上流側の裁断装置部のスリッターと下流側の裁断装置部のスリッターとによる裁断によって裁ち屑を発生させるようになっている用紙加工装置において、裁ち屑がジャムする危険性を低減する。
【解決手段】各裁断装置部4A〜4Dの各スリッター72、74の位置が所定の設定位置となるようにスリッター移動機構を制御するスリッター位置制御手段を備え、スリッター位置制御手段は、上記搬送方向Yにおける、より下流側の裁断装置部による裁断によって裁ち屑が発生するように、裁ち屑記憶手段における裁ち屑発生パターンに基づいて、搬送方向に直交する方向における各スリッターの位置を設定する。
(もっと読む)
ウエブ搬送装置及びその方法と電池の製造方法

【課題】スリッタ刃の位置に合わせて,ウエブの搬送位置を調整し,切断後の各ウエブの幅を適切に揃えることのできるウエブ搬送装置及びその方法と電池の製造方法を提供すること。
【解決手段】本発明のウエブ搬送装置は,ウエブをその長手方向に沿って切断するスリッタローラ組30と,それより搬送方向の上流側におけるウエブ供給の幅方向位置を調整する蛇行補正部20と,スリッタローラ組30より搬送方向の下流側における各ウエブの幅を検知するエッジセンサ41〜44と,そのセンサ値に基づくフィードバック制御により,各ウエブの幅が等しくなるように蛇行補正部20を操作するウエブ位置制御部50と,エッジセンサによる検出値に,予め定めた周波数以上の高周波成分をカットオフするローパスフィルタ処理を施してウエブ位置制御部50に入力するローパスフィルタ処理部とを有するものである。
(もっと読む)
スリッタ刃の高さ調整方法及び装置
【課題】スリッタ装置において、受けロールとスリッタ刃との最適な噛合い点を見出すことにより、段ボールウェブの断裁部の品質を確保し、かつ該噛合い点への設定を簡単かつ低コストな機構で容易に実現できるようにする。
【解決手段】スリッタ刃26の中心O1を受けロール27の中心O2より段ボールウェブ走行方向下流側に置くと共に、スリッタ刃26及び受けロール27をこれらの外周面が段ボールウェブWの走行方向bと同一方向に移動するように回転させ、段ボールウェブWに対する受けロール外周面の接点位置aを通るように段ボールウェブWの幅方向に光線l、fを照射し、スリッタ刃26を受けロール27側に向けて接近させ、スリッタ刃26の円弧状外端縁26aが光線l、fを遮った位置をスリッタ刃26の段ボールウェブ断裁位置とする。
(もっと読む)
薄板状材料のスリッター装置およびその装置による薄板状材料のスリッター方法
【課題】 裁断された製品を常時同一条件で巻取ることができ、巻き仕上りの優れた製品が安定して得られる薄板状材料のスリッター装置およびその装置による薄板状材料のスリッター方法を提供する。
【解決手段】 薄板状材料のスリッター装置10を、薄板状材料11からなる原反11Aを繰出方向に沿って所定幅に裁断して形成された複数条の製品11Bをそれぞれ巻取る構成とし、原反11Aを繰出す原反繰出し機12と、原反繰出し機12から繰出される原反11Aの移動速度を検出するエンコーダ15と、原反11Aを所定幅に裁断し複数条の製品11Bを形成する原反裁断機13と、複数条の製品11Bをそれぞれ巻取る製品巻取り機14と、巻取り回転速度を検出するエンコーダ27と、製品11Bの巻取り回転数と原反11Aの移動速度を略同期させる制御装置30と、を備えたものとした。
(もっと読む)
スリッター
【課題】裁断寸法が自由で、メディアシートの寸法に簡単に対応できるスリッターを得るにある。
【解決手段】メディアシートの幅方向に独立して移動できように装置固定部に支持されかつ前記回転カッターをそれぞれ内蔵する複数のスリッター・ユニットと、これらのスリッター・ユニットを幅方向に独立的に送るスリッター・ユニット駆動部と、同スリッター・ユニット駆動部にメディアシートの幅方向停止位置を指示する制御装置とを設けたスリッターを提案するものである。
(もっと読む)
切断刃ユニット、及びスリット装置
【課題】
一つのスリット装置により、フィルム材の切断幅を変更して、種々の切断幅でフィルム材を切断するにあたり、切断幅の変更を容易に、かつ、精度よく行うことができる切断刃ユニット、及びスリット装置を提供する。
【解決手段】
少なくとも一つの上刃連装体31と、下刃321の組み付け間隔を異ならせた複数の下刃連装体32とを備え、上刃連装体31と、下刃連装体32との組み合わせを変更することにより、種々の切断幅でフィルム材40を切断できるようにする。
(もっと読む)
ウェブの切断方法とその切断装置
【課題】連続に搬送されるウェブの切断方法とその切断装置を提供する。
【解決手段】ウェブ12は、製膜ラインから巻き取り装置の間を一定速度で搬送される。スリット刃はウェブ12上にウェブの切断線60を形成する。ロータリカッタはウェブ12上に切断線45を形成する。この搬送方向切断線45bの終端から距離W1以内に、スリット刃による切断線60を形成する。このような切断線45、60はウェブ12から耳部の切り出しを可能にする。シフト部によりスリット刃及びロータリカッタはウェブ12の幅方向に移動自在である。このシフト部によって、所望の幅のウェブを切り出すことができる。これらの切断線45,60の形成方法は、ウェブの幅方向に刃をスライドする必要がない。よって、ウェブの搬送速度を落とさずにウェブを切り出すことができる。
(もっと読む)
段ボールシートの斜行検出装置及び検出方法並びにスリッタスコアラ
【課題】 段ボールシートの斜行検出装置及び検出方法並びにスリッタスコアラに関し、スリッタスコアラ内部で発生する段ボールシートの斜行を検出できるようにする。
【解決手段】 スコアラ10よりもシート搬送方向上流側に設けられ、段ボールシート5のシート幅方向における位置を検出する第1の位置検出手段20と、スリッタ11よりもシート搬送方向下流側に設けられ、段ボールシート5のシート幅方向における位置を検出する第2の位置検出手段22と、第1の位置検出手段20及び第2の位置検出手段22により検出された段ボールシート5の位置情報に基づいて段ボールシート5の斜行量を算出する算出手段27aとをそなえて構成する。
(もっと読む)
段ボールシート加工装置および段ボールシート加工方法
【課題】 オーダチェンジ時における不良紙の発生を低減させることができる段ボールシート加工装置を提供することを目的とする。
【解決手段】 上罫線ユニット19と下罫線ユニット21とが段ボールシート3の通路を挟んで対向して配置され協働して段ボールシート3に所定の加工を施すスリッタスコアラ1において、少なくとも前記段ボールシート3の上側に配置された上罫線ユニット19は、段ボールシート3の幅方向に延在して配置され、段ボールシート3に対して接近・離間するように移動可能に設けられた上支持部材23と、上支持部材23に、それぞれ幅方向に移動可能に設けられた複数の上移動部材25と、各上移動部材25にそれぞれ退避位置と待機位置との間で移動可能に設けられた上罫線ロール7と、を備えていることを特徴とする。
(もっと読む)
1 - 9 / 9
[ Back to top ]