
Fターム[3C029BB06]の内容
Fターム[3C029BB06]に分類される特許
1 - 11 / 11
測定装置
【課題】被測定物を比較的高い精度で簡易に測定でき、製造コストの低減も期し得る測定装置を提供する。
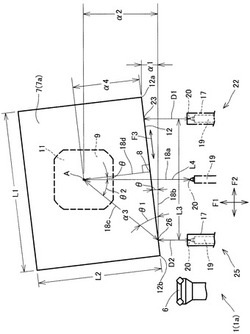
【解決手段】被測定物7を載置するテーブル9が、その中心Aを通る軸線回りに回転できる。テーブル9の前方側に、左右方向で移動する測定器17を有する。測定器17は、前後方向で進退する測定子19を具え、後退状態にある測定子19の先端の接触点20とテーブルの中心Aを通る左右方向の直線との間の距離が所要値に設定されている。測定器17は、左右方向で見た一端側位置22と他端側位置25で、被測定物7の前面12に向けて進行し、後退状態の接触点と被測定物の前面12との間の第1距離D1、第2距離D2を測定する。第1距離D1と第2距離D2が相違する場合は、一端側位置22と他端側位置25における、接触点20と前面12との間の距離が等しくなるようにテーブル9が回転する。
(もっと読む)
変位量検出方法および被加工物の高さ検出領域の位置付け方法

【課題】半導体ウエーハ等の被加工物を切削するための切削装置における被加工物の高さ検出領域の位置付け方法を提供する。
【解決手段】チャックテーブル36の保持面に板状物10を保持する板状物保持工程と、板状物保持工程の前または後に板状物の表面にゲル状物質からなる検出物質11を塗布する検出物質塗布工程と、板状物を保持したチャックテーブルを背圧センサー式表面位置検出機構のエアー噴射ノズル832の噴射領域に位置付け、エアー噴射ノズルからエアーを噴射して板状物の表面に塗布された検出物質にエアー噴射痕を生成せしめるエアー噴射痕生成工程と、エアー噴射痕生成工程を実施した後に、板状物を保持したチャックテーブルを所定距離移動して撮像手段7の直下に位置付け、板状物の表面に塗布された検出物質に生成されたエアー噴射痕の撮像手段による撮像領域の中心からのX,Y方向の変位量を求める変位量検出工程とを含む。
(もっと読む)
コンロッドのクランプ装置
【課題】コンロッドを加工装置で機械加工する際に、様々な車種に対応するために形状や大きさの異なるコンロッドであっても簡易な構成でクランプすることができる、コンロッドのクランプ装置を提供する。
【解決手段】本実施形態に係るクランプ装置10は、取付け部20に固定された状態で前方に延出する棒状の支持部31と、該支持部31に連結された状態で同じく前方に延出する棒状の可動部51とを備え、支持部31及び可動部51に、位置決め機構、大端部クランプ機構、小端部クランプ機構、第一の駆動機構等の各機構が配設される。
(もっと読む)
カッティングプロッタ
【課題】バキュームテーブルまたはフェルト等の媒体支持手段の支持面またはその支持面に支持された被加工媒体に形成された凹凸による切削加工の品質劣化を防止可能なカッティングプロッタを提供する。
【解決手段】シート状の被加工媒体を支持する加工テーブルと、媒体支持手段に支持された被加工媒体に対向して設けられ被加工媒体の切削加工を行うエンドミルと、被加工媒体の加工具と対向する面に対して平行な方向及び垂直な方向に移動可能に支持するガイドレール31及びYバー32と、エンドミルを移動させることにより被加工媒体を切削加工するように制御するコントロールユニット50とを備えたカッティングプロッタにおいて、媒体支持手段に支持された被加工媒体の凹凸を検出する凹凸測定手段100を備え、コントロールユニット50は、凹凸測定手段100により検出された凹凸を検出し、凹凸に沿ってエンドミルを移動させる制御を行う。
(もっと読む)
機上測定方法及び測定装置
【課題】ワークの加工面形状を工作機械上で高精度に測定し得る装置等を提供する。
【解決手段】基準ミラー21をテーブル2上に配設し、ワークWの加工面を測定する第1のレーザ変位計L1と基準ミラー21の基準面を測定する第2のレーザ変位計L2とを工具保持台3に配設する。測定運動付与部24によってテーブル2と工具保持台3とを正弦波軌跡で相対移動させ、この状態で測定される加工面変位データと基準面変位データとを基に、感度算出部28によって第1のレーザ変位計L1の感度を算出する。ついで、実形状データ算出部29により、算出された感度を基に、加工面変位データを補正し、補正後の加工面変位データと基準面変位データとの差分をとって、加工面の実形状データを算出する。
(もっと読む)
工作機械における工作物測定装置およびその方法
【課題】必要最小限の測定データで高精度な3次元測定ができ、測定ヘッドを高速で安全に走査して短時間で広範囲を測定する工作物測定装置を提供する。
【解決手段】工作物測定装置20では、測定ヘッド用パルスの指令が出力されると、測定ヘッド8は、その時点における工作物9までの距離Dを測定する。位置データ用パルスの指令が出力されると、NC装置13は、工作物上の被測定点に対する測定ヘッドの位置を取得する。位置データ用パルスを、測定ヘッド用パルスよりも、時間差だけ遅延回路15により積極的に遅らせて出力する。測定ヘッド用パルスの指令により測定ヘッドが距離を測定する第1の時間と、第2の時間とを一致させる。第2の時間は、位置データ用パルスの指令により、NC装置が測定ヘッドの位置を取得する時間である。
(もっと読む)
バイト工具を備えた加工装置
【課題】チャックテーブルを構成する複数の支持ピンを旋削した際に、その旋削量を間接的に計測することができる機能を具備したバイト工具を備えた加工装置を提供する。
【解決手段】被加工物を保持する保持面を備えたチャックテーブルと、チャックテーブルに保持された被加工物を旋削するためのバイト工具を備えた旋削手段と、チャックテーブルと旋削手段とを加工送り方向に相対移動せしめる加工送り機構と、該旋削手段を切り込み送り機構とを具備するバイト工具を備えた加工装置であって、チャックテーブに隣接して配設され複数の支持ピンと同じ高さ位置を有する基準部材と、チャックテーブに隣接して配設され基準部材と同じ高さ位置を有する上面に保持面と同じ高さ位置のメッキ層が形成された旋削確認部材と、旋削確認部材のメッキ層の上面と基準部材の上面の高さ位置を検出する高さ位置検出手段とを具備している。
(もっと読む)
切削装置
【課題】切削手段によるウエーハの切削の際に切削溝の深さを許容値に維持することができる切削装置を提供する。
【解決手段】切削手段による切削でウエーハWに形成された切削直後の切削溝Kの深さhを超音波を利用した非接触方式の溝深さ計測手段30で計測することで、計測された切削溝の深さが許容値を満たしていない場合にはZ軸送り手段を作動させて切り込み送り量を調整することが可能となり、切削手段によるウエーハWの切削の際に切削溝Kの深さhを許容値に維持することができるようにした。
(もっと読む)
測定装置、測定基準及び精密工作機械
【課題】本発明は平面形状の高精度測定を変位計の走査によって実現することを課題とする。
【解決手段】面上の半径rの円に沿う凹凸を変位計Dbの回転走査で測定するときに,回転中の軸方向の出入りを検出する変位計Daと,変位計Da,変位計Dbの測定点を結ぶ直径上の,半径Rの円に沿う走査測定をする変位計Dc,変位計Dd,合計4本を用意して,半径Rの円が描かれる面が回転走査軸と同心で,前記半径rの円に対して相対的に180度回転した位置にも反転設置できる基準円輪SC上にある形にし,基準円輪SCの反転操作の前後の回転走査における4本の変位計の出力から,合計6つを選んで用いることで,走査のための回転運動誤差と半径rの円と半径Rの円に沿う凹凸形状を分離同定する。この結果得られた円に沿う凹凸形状と,別の方法を用いて複数の直径上で得られた直線に沿う凹凸形状とを数学的に合成すると平面を正しく構成することが可能となる。
(もっと読む)
基板の加工方法および加工装置
【課題】 半導体ウエーハ等の基板の表面に形成された金属や樹脂等からなる積層部を切削するにあたり、この積層部あるいは基板全体の厚みを一定するために要する切削工程を簡略化されて生産性の効率化を図る。
【解決手段】 測長器52により、チャックテーブル15の高さ位置(a)を測定し、次に、チャックテーブル15に吸着、保持した半導体ウエーハ1の上面の、積層部5の高さ位置(c)と、該積層部5が形成されていない基板部1Aの高さ位置(b)とを測定する。次いで、測定値に基づいて必要な切削量を求め、これ応じた切削加工を、加工ユニット20によって積層部5に施す。
(もっと読む)
基板の切削方法および切削装置
【課題】 半導体ウエーハ等の基板の表面に形成された金属や樹脂といった付加部を切削するにあたり、この付加部を除いた基板の厚さが均一でない場合にも付加部を均一厚さに加工する。
【解決手段】 バイト26の回転軌跡からなる切削平面と平行なチャックテーブル15の吸着面15aを基準面とし、この基準面に対する半導体ウエーハ1の表面の平行度を高さ測定ユニット50で測定し、その測定値に基づいて、付加部5の表面が基準面と平行になるように、バイト26に対するチャックテーブル15の対面角度を調整してから、付加部5の表面から均一な量を切削する。
(もっと読む)
1 - 11 / 11
[ Back to top ]