
Fターム[3C030BC36]の内容
Fターム[3C030BC36]に分類される特許
1 - 8 / 8
ロボットシステム
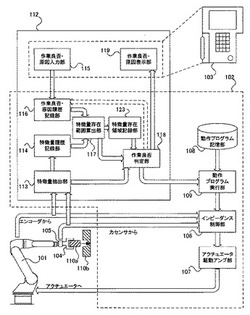
【課題】嵌合・挿入作業において、様々な原因に依存する作業良否を正確に判定する。
【解決手段】特徴量抽出部113と特徴量履歴記録部114と作業良否・原因入力部115と作業良否・原因履歴記録部116と特徴量存在範囲算出部117と特徴量存在領域記録部123と作業良否判定部118と作業良否・原因表示部119とを備え、特徴量存在範囲算出部117は特徴量履歴記録部114と作業良否・原因履歴記録部116の2つの履歴データから、作業成功時の特徴量の存在範囲と作業失敗時の特徴量存在範囲を失敗原因ごとに算出して、各特徴量の存在領域を特徴量存在領域記録部123に記録し、当該特徴量存在領域に基づいて、作業良否判定部118は特徴量抽出部113から得られる作業実行時の特徴量がどの特徴量存在領域内にあるかによって作業良否と失敗時の原因を判定し、作業良否・原因表示部119はその判定結果を表示する。
(もっと読む)
ガラス搬送装置及びその制御方法、並びに車両の製造方法

【課題】ガラスを精度よく取付位置まで搬送することができるガラス搬送装置、ガラス搬送装置の制御方法、及び自動車の製造方法を提供すること。
【解決手段】本発明の一態様にかかるガラス搬送装置は、自動車100のガラスをその取付位置まで搬送するガラス搬送装置である。ガラスを保持する吸着治具60と、吸着治具60を移動させるための関節52を有するアーム機構50と、吸着治具60で保持したリアガラス2bを、ボディ101形状に応じた仮想ガイドGrに沿って移動させるよう、アーム機構50を制御する制御部80とを備えている。フロントガラス2aの取付位置の高さを記憶し、取付位置の高さに応じて仮想ガイド高さを算出し、仮想ガイド高さの仮想ガイドGrに沿って、リアガラス2aを移動させている
(もっと読む)
推力加工装置及び推力加工方法
【課題】加工装置を大型化することなく、かつワーク側を変形させることなく、高い推力を加工作業に適用できる推力加工装置及び推力加工方法。
【解決手段】エアシリンダによる基本推力出力(S100)の下で超磁歪振動子により規定出力期間の振動推力発生(S104)と規定停止期間の振動推力停止(S106)とを繰り返している。このことにより各規定出力期間の合成推力は、定常出力レベルよりも高いレベルの推力を実現することができ、高いレベルの合成推力を加工のための推力として高頻度に利用できる。このことにより、圧入加工装置やプレス加工装置を大型化することなく、かつワーク側に不要な変形を生じさせることなく、高い推力を加工作業に適用できる。
(もっと読む)
位置補正装置、位置補正方法及びプログラム
【課題】対象物の複数ヵ所に作業を行う場合において、作業を行う位置の補正にかかる時間を低減する。
【解決手段】基準データを読み込むS701。車体までの実距離を計測しS702、基準距離と実距離の差分量に基づいて全ねじ穴の位置座標を補正するS703。作業経路を算出しS704、締付したねじ数が全ねじ数に達するまで以下のステップを繰り返すS705。作業位置に移動するS706と、CCDカメラが取得した画像からねじ穴の中心座標を計測するS707。ねじ穴の中心座標が画像の中心座標になるようにさらに作業位置を移動しS708、ねじを保持する締付ソケットに切り換えるS709。締付ソケットを押し出してS710、ねじを締め付けるS711。作業したねじ数が全ねじ数に達するとS705、ループを抜けて作業を終了するS712。
(もっと読む)
カルダン継手の組立方法
【課題】カルダン継手の組立能率を向上させる。
【解決手段】1組のカルダン継手(ヨーク2個、スパイダ1個)をスパイダ22の4つの軸部22a,22b,22c,22dにつき1サイクルで自動組立するようにしたもので、圧入パンチ32を一定の位置まで高速で送り、その後、圧入パンチ32の位置を測定しながら、圧入パンチ32がベアリング20のカップ底を介してスパイダ22の軸部の端面に底着きした圧力変化点を検出し、そこから任意に設定した圧力に到達した時に圧入パンチ32を停止させる。
(もっと読む)
圧入工程における割れの有無の判定方法および装置
【課題】圧入工程における割れの有無を判定し、圧入の良否の正確な判定が行えること。【解決手段】直線駆動するロッドによって被圧入部材にワーク部材を圧入する工程における割れの有無を判定する装置であって、ロッドの推力情報を得るための推力検出手段11と、ロッドPDの位置情報を得るための位置検出手段12と、推力情報と位置情報とを記憶するための記憶手段17と、ロッドについての移動距離の設定値を記憶する手段17と、ロッドの推力の低下の設定許容値を記憶する手段17と、記憶手段に記憶した推力情報と位置情報とに基づいて、ロッドの移動距離の設定値α内において設定許容値βを越える推力の低下があったときに、圧入の工程中に割れがあったと判定する判定手段15aとを有する。 (もっと読む)
部品組付け装置
【課題】ドライバビットなどの工具の昇降動作に対するワークの移動動作も考慮して、ワークに対するねじ締め作業等の部品組付け作業をより効率よく行うことができるようにする。
【解決手段】ねじ供給機3と、ねじ供給機3のねじ供給口から供給されるねじをワークに締めするドライバビット12a,13a,14aと、ドライバビット12a,13a,14aを直線上に位置するドライバビット待機位置とねじ締め位置とねじ供給口に停止自在に昇降させる第3エアシリンダ28および昇降機構16と、ワークを取り外し自在に載置する第1、第2の各ワーク台8,9と、第1、第2の各ワーク台8,9を直線上に位置するワーク待機位置とねじ締め位置に停止自在に移動させる第1、第2の各エアシリンダ20,24および第1、第2の移動機構10,11とを備えている。
(もっと読む)
人間工学的4本レール装置および人間工学的な組立方法
【課題】部品を吊り下げて組み立てる際の作業者の安全性ならびに作業効率を高める。
【解決手段】天井等の静止構造物に取り付けられたレール12,14からなる第1搬送路11とレール16,18からなる第2搬送路13とを有し、これらのレールに計5つのキャリッジ20,22,24,26,28が案内される。各キャリッジは、ガスタービンエンジンのコアモジュール84等の部品を保持し、レールに沿って水平移動が可能であるとともに、調節可能アームにより、部品の高さ位置や回転方向の姿勢を可変調整することができる。各キャリッジによる部品の空間的位置の調整により、作業者は各部品を容易に組み立てることができる。
(もっと読む)
1 - 8 / 8
[ Back to top ]