
Fターム[3C036AA12]の内容
穴あけ、中ぐり加工 (1,347) | 特定対象、形態の加工 (324) | 基準穴の加工 (6)
Fターム[3C036AA12]に分類される特許
1 - 6 / 6
プリント回路基板に基準孔を形成するための自動工作機械及び基準孔を形成するための方法
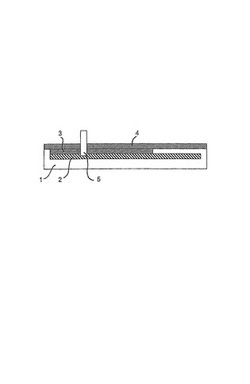
【課題】費用効率の高いプリント板回路基板の基準孔形成を高い品質で、且つ、短いクロックサイクルで可能とする自動工作機械を提供する。
【解決手段】プリント回路基板3を受けるための工作物キャリア1と、プリント回路基板を処理するための少なくとも1つの穿孔ステーションと、個々のプリント回路基板3を工作物キャリア1上に順次に付着するとともに、プリント回路基板を工作物キャリアから除去するための機構とを有する自動工作機械に関する。また、基準孔をパネル3に形成するための方法に関する。
(もっと読む)
多段ドリルを使用した穴あけ機械

【課題】 従来、プリント配線板に径の異なった基準穴を開る方法として、1軸のドリルユニットを使用して手動または自動工具交換機構でドリルビットを交換する方法と、ドリルユニットに複数のにそれぞれ異径のドリルビットの装着された工具交換機構を使用して穴あけ加工する方法が行われている。これらの方法では、ドリル交換時における誤差が出てくるために、必ずダミー板を使い補正をする作業が必要である。
【解決手段】本発明は、多段ドリルビットの装着された1軸のドリルユニットとを使用し、加工データによりドリルユニットを制御しドリルビットを基板の穴あけ位置にセットし、あけられる穴の径に応じてドリルビットの垂直方向の駆動距離を制御することにより、同一基板上でドリルビットを交換せずにプリント配線板の基準穴加工を行うようにしたものである。
(もっと読む)
穴開け装置
【課題】プリント配線板の温度変化にも対応することができる穴開け装置を提供する。
【解決手段】載置台2に、間隔が事前に測定された基準穴が形成された治具板を配置すると共に、プリント配線板PCBを載置台2に固定する固定部92に温度計94を組込み、ドリル62,82に対向してプリント配線板PCBを押さえるプリント配線板押さえ61,81に温度計61b,81bを組込んでいる。治具板の基準穴をX線カメラ33,43で撮像した画像から、プリント配線板PCBの仮の穿孔位置を求め、温度計94及び温度計61b,81bで測定した載置台2及びプリント配線板PCBの温度に基づいて仮の穿孔位置を補正する。
(もっと読む)
穴開け方法及び穴開け装置
【課題】穴開け手段が移動する際に発生する移動誤差をなくし、穴開け精度を向上させる。
【解決手段】2つの所定のマークと所定の穿孔位置の関係に等しく、2つの撮像穴の中心相互の距離と、2つの撮像穴の中心に対するジグ穴の中心が形成されたジグ板を備え、ジグ板の2つの撮像穴中心と2つの撮像手段の撮像中心がそれぞれ一致するように移動手段と可動テーブルを調節し、ジグ板に載置された補正用の基板に、穿孔手段によって穴を開けたのち、開けられた穴の位置を前記撮像中心に移動して、ジグ穴中心に対する穴開け位置中心の誤差を測定して、その誤差を補正するように、撮像手段に対するドリルの位置を決める。2つの所定のマークが記された穴開け対象の印刷配線板について、可動テーブルを作動させて、2つの所定の基準マークをそれぞれ、2つの撮像手段の撮像中心の位置に一致させたのち、ドリルによって印刷配線板の所定の位置に穴を開ける。
(もっと読む)
穴明け加工方法
【課題】 多軸のプリント基板穴明機であっても、加工精度のばらつきが小さく、多軸のプリント基板穴明機として全体としての加工精度を向上させることができる穴明け加工方法を提供すること。
【解決手段】 ドリル15を保持・回転させる各スピンドル10の回転数毎にドリル15の軸心の設計上の軸心に対するX、Y方向のずれ量を求めておき、プリント基板2に2種類以上の直径の穴を加工する場合、少なくとも1つの直径(例えば、露光基準穴)に関しては各スピンドル10毎に穴を加工し、その他の穴は総てのスピンドル10で略同時に穴を加工する。
(もっと読む)
部品の加工方法及びNC工作機械
【課題】 生産性及び品質が確保される部品の加工方法及び該部品の加工方法を実施するためのNC工作機械を提供する。
【解決手段】 ベアリング孔を仕上加工するための工具29の先端面に立設された操作部30によってリリーフバルブR2のリリーフボタンが操作される。これにより、クランプC1,C5がアンクランプ動作されて該クランプC1,C5によるナックル1のアーム部6の拘束が開放された状態で、ナックル1の内径部9のベアリング孔が仕上加工される。したがって、適切なクランプ位置のみでナックル1が拘束されるため、仕上加工完了後のベアリング孔が変形することがなく、チューニングの必要がないため、ナックル1の生産性及び品質が確保される。
(もっと読む)
1 - 6 / 6
[ Back to top ]