
Fターム[3C036BB08]の内容
穴あけ、中ぐり加工 (1,347) | 工具に関するもの (203) | 中ぐり工具刃先位置調整 (67) | 弾性変形によるもの (12)
Fターム[3C036BB08]に分類される特許
1 - 12 / 12
リニアアクチュエータおよび中ぐり加工装置
【課題】 物体の押圧又は牽引を精密に行うことができるリニアアクチュエータおよび当該リニアアクチュエータを備える中ぐり加工装置を提供する。
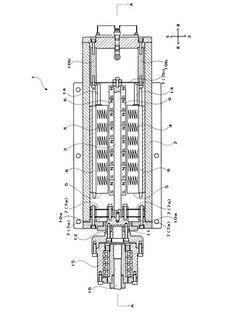
【解決手段】 本体ケース2内に配置された直線状に延びるスライダ3と、スライダ3の軸方向に沿って当該スライダ3に固定された複数の磁石6と、磁石6が固定されたスライダ3の周囲を囲むように本体ケース2に支持された複数のコイル4と、を備え、通電時のコイル4と磁石6との相互作用により本体ケース2に対してスライダ3が軸方向に相対移動するリニアアクチュエータ1であって、スライダ3の軸方向の一端部および他端部をそれぞれ支持する複数の板バネ7を備え、各板バネ7は、スライダ3の軸方向の移動に対して弾性変形するリニアアクチュエータ。
(もっと読む)
中ぐり加工装置

【課題】一定の品質で繰り返し中ぐり加工をすることができる中ぐり加工装置を提供する。
【解決手段】主軸2の一端部に傾動ユニット6を介して連結され、主軸2と共に回転可能な工具ホルダー4と、工具ホルダー4に保持された工具5と、主軸2の軸線X方向に沿ってスライド可能なように中空部9に挿入されたドローバー7と、を備え、傾動ユニット6は、主軸2の軸線Xから離間した位置で主軸2の一端部に固定された固定部61と、工具ホルダー4に固定された基部60と、固定部61と基部60とが一体となるように両者を繋ぐ連結部62であって、基部60が主軸2に対して離間または接近するときに弾性変形する連結部62と、を備えており、ドローバー7の先端は、基部60を押圧するように当該基部60に当接可能であり、基部60には、固定部61と反対側の位置にバランス部材63が固定されている、中ぐり加工装置。
(もっと読む)
加工装置
【課題】簡易な機構で加工部の加工直径を調節することができる加工装置を提供することを課題とする。
【解決手段】ドローバー引張機構90は、一端が主軸台20に揺動自在に係止されるレバー92と、このレバー92の他端と主軸台20の間に渡されピストンロッド94がほぼドローバー61に平行に延ばされレバー92を揺動させるレバー揺動シリンダ95と、レバー92の途中に揺動可能に止められドローバー61へ延ばされ軸受98を介してドローバー61の一端に連結される連結部材99とからなり、てこの原理でレバー92でドローバー61を軸方向へ移動させるようにした。
【効果】連結部材をレバーの途中に揺動可能に止め、レバー揺動シリンダでレバーを移動させるだけであるので、ドローバー引張機構を簡易且つ安価な機構にでき、装置全体としても簡易な機構で加工部の加工直径を調節することができる加工装置となる。
(もっと読む)
剛平行弾性体及び剛平行弾性体の駆動方法
【課題】本発明は、従来のものと比べて製造コストを低減させることができると共に、従来と同じ大きさの主体と同じ圧力を用いてより大きな補正量を得ることができる剛平行弾性体及び剛平行弾性体の駆動方法を提供することを目的とする。
【解決手段】本体12の中心軸の軸方向に形成される凹部18内に、本体12の中心軸に対して直角方向に配置される互いに対向する壁面37a,37bを有する。本体12の凹部18内に、壁面37a,37bを反対側に押圧する第一腕部30と第二腕部32とを有するヒンジ機構24を収容する。ピストン26でヒンジ機構24を凹部18内に押圧することで、第一腕部30と第二腕部32とが互いに対向する壁面37a,37bを離れる方向に押圧し、ボーリングバー108に備えられたチップ106の位置を微小補正する。
(もっと読む)
加工径補正装置
【課題】より簡易な構成の加工径補正装置において、孔加工の自動化を進めるべく、加工径の補正が適切に行われたことをフィードバックしながら、孔加工をすすめることができる加工径補正装置を提供する。
【解決手段】ボーリング加工におけるチップ9による加工径Aを補正するための装置であり、押圧することによって変位する部位である入力部11と、入力部11が所定のストロークLで変位することによって、所定のストロークSだけ変位する部位である出力部12と、入力部11の変位を出力部12の変位に変換する変換機構16と、を備える加工径補正装置1であって、入力部11に対する押圧力Fを測定するための圧力センサ3bと、入力部11に対する押圧力Fの許容値に係る情報が予め記憶されるとともに、圧力センサ3bにより測定した押圧力Fが、許容値に適合するか否かを判断する制御部4と、をさらに備える。
(もっと読む)
加工装置
【課題】ツールホルダを確実に支持してワークの複数の孔部に高精度な加工を効率的に行うとともに、汎用性に優れる加工装置を提供する。
【解決手段】加工装置10は、刃具によりワークWの孔部26の内周面を加工するツールホルダ36と、前記ツールホルダ36に設けられ、加工済みの孔部26の内周面に挿入されて前記刃具による次段の前記孔部26の加工をサポートするサポート機構42とを備える。サポート機構42は、ツールホルダ36の外周面との間に第1流体軸受76を構成するとともに、前記ツールホルダ36の回転及び軸方向への移動を許容するリング部材78と、前記リング部材78の外周面との間に第2流体軸受80を構成し、前記ツールホルダ36の径方向外方に拡径又は突出して加工済みの孔部26の内周面に押圧される支持部材82とを備える。
(もっと読む)
中ぐり加工装置
【課題】潤滑油や熱などの影響を受けにくく、動作の信頼性が高い中ぐり加工装置を提供する。
【解決手段】本発明に係る中ぐり加工装置は、主軸2と工具ホルダー1との間に設けられ、この工具ホルダーを軸線から傾斜させる傾動ユニット4と、主軸内で軸線方向に往復動可能なドローバー7と、主軸を前記軸線回りに回転させる第1の駆動手段と、ドローバーを前記軸線方向に往復動させる第2の駆動手段と、を備えている。傾動ユニット4は、軸線方向においてドローバー7と工具ホルダー1との間に連結され、主軸2の一端部との間に隙間を介して配置される基部42と、主軸2の一端部において軸線から径方向に離れた位置に固定された固定部44と、基部42と固定部44とを径方向に連結する連結部43と、を備え、固定部44及び連結部43の少なくとも一方が弾性変形可能に構成されている。
(もっと読む)
複合加工工具
【課題】バニシング加工時に切削加工刃がワークの内面に当たって傷がつくことを防止しながら、小径のワークに対しても適用を容易する。
【解決手段】筒状に形成され加工機に装着されるシャンク2と、シャンク2に配設されワークWの内面のバニシング仕上げを行うバニシング加工部3と、筒状に形成されシャンク2の先端部に固定されたボディ4と、ボディ4に配設された切削加工部5と、を有する複合加工工具1であって、ボディ4の外周部に配設され切削加工刃を固定するカートリッチ6と、カートリッチ6の底部に配設され凸部61aが形成された係合部材(調整ブロック61)と、凸部61aと係合する段部62bが形成されボディ4に進退自在に内挿されたリトラクトピン62と、リトラクトピン62を進退自在に移動させる往復移動手段8と、往復移動手段8により切削加工径(δ)を拡大ないし縮小させるリトラクト機構9と、を備えた。
(もっと読む)
シート面加工工具およびシート面加工方法並びにそのシート面加工工具を用いたインジェクタの製造方法
【課題】穴加工と別の工作機器類で、被加工物回転、工具回転で、シート面を加工して、穴内径とシート面の同軸度精度を確保可能な、シート面加工工具およびシート面加工方法並びにそのシート面加工工具を用いたインジェクタの製造方法を提供する。
【解決手段】穴あけ加工が施された被加工物Wの加工穴Hに装入して、被加工物Wの加工穴Hにシート面の加工を施すためのシート面加工工具1である。
シート面加工工具1は、加工穴Hに装入可能な外径の長尺部材で構成し、旋盤装置2における工具駆動部3にチャックする基端部1aと、中間部位にテーパ状のシャンク部1bと、被加工物(W)の加工穴Hに案内するガイド部1cと、先端側に、加工穴H底部にシート面加工を施すための切削刃部1dを備えた。
(もっと読む)
ワーク加工方法および加工装置
【課題】比較的薄肉の軽合金鍛造品あるいは鋳造品のワークにおける加工後の変形によっても前工程で加工した貫通穴部位の形状精度の確保に好適なワーク加工方法および加工装置を提供する。
【解決手段】比較的薄肉の軽合金鍛造品あるいは軽合金鋳造品のワーク1に対して、第1工程で貫通穴(13)を機械加工し、第2工程により前記貫通穴(13)周囲のワーク表面を機械加工するワーク加工方法または加工装置において、第2工程により変形する貫通穴(13)の真円度が許容寸法内に治まるように、第1工程での工具撓み量を調整し、形成する貫通穴13の形状を前記変形方向が長径となる加工形状に形成するようにした。
(もっと読む)
複合工作機械及び該複合工作機械を用いたシリンダブロックのボアのボーリング加工方法
【課題】高精度な加工を実現する複合工作機械を提供すると共に、該複合工作機械を用いたシリンダブロックのボア加工での生産性を向上させる。
【解決手段】複合工作機械10は、スピンドル軸24と、スピンドル軸24を内部に軸支するハウジング28と、スピンドル軸24の内部に収納され、軸方向に進退自在なシャフト66、68と、スピンドル軸24の先端に連結される加工ヘッド12とを備える。加工ヘッド12に設けられたボーリング用バイト42及びホーニング砥石36、38を拡張する拡張手段には、第1ギアセット16及び第2ギアセット18が設けられ、シャフト66、68を進退移動可能に構成されている。
(もっと読む)
穴加工工具および穴加工方法
【課題】
簡易な構成により軸振れを抑制してより確実に拡径溝を成形できる穴加工工具、およびより確実に拡径溝を成形するための穴加工方法を提供する。
【解決手段】
円筒状に延びる穴41が予め成形されてこの穴41の内部に第1の当接部41bが設けられた被削材4の加工に用いられる工具で、被削材4に対して相対回転されるとともにバー2の軸方向に相対移動されて穴41の内部に挿入され、切刃32cにより被削材4を切削する穴加工工具1におけるものである。そして、ヘッド32の先端面において、中心軸方向の相対移動に伴って第1の当接部41bと当接し、バー2の先端部に中心軸方向に向けて作用する力F1を切刃方向に向けて作用する力F2に変換してバー2の先端部を切刃方向に撓ませる第2の当接部32dを設けている。
(もっと読む)
1 - 12 / 12
[ Back to top ]