
Fターム[3C036DD08]の内容
穴あけ、中ぐり加工 (1,347) | 送り、駆動に関するもの (137) | 送りに関するもの (96) | 送り制御 (28)
Fターム[3C036DD08]の下位に属するFターム
NC
加工状態の検知によるもの (16)
油圧制御 (1)
Fターム[3C036DD08]に分類される特許
1 - 11 / 11
深穴加工方法
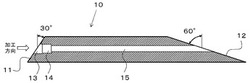
【課題】ワークの外部および内部における貫通穴に発生するバリの除去工程が不要となるドリルを用いた深穴加工方法を提供する。
【解決手段】加工開始面11および加工完了面12が傾斜面または曲面である被加工部材10に対して、先端角が180°である第1のドリルを用いて加工開始面11を加工する第1の工程と、第1の工程後に第1のドリルの全長よりも長く、かつ先端角が180°である第2のドリルを用いて第1の送り速度で深穴加工する第2の工程とを含む深穴加工方法とする。また、第2の工程後に第1の送り速度よりも遅い第2の送り速度にて加工穴を加工完了面12まで貫通させる第3の工程を追加することもできる。さらに、第3の工程における第2の送り速度を第2のドリルの径で除した値が、0.005〜0.06の範囲とすることもできる。
(もっと読む)
深穴加工方法および深穴加工装置

【課題】深穴加工の貫通時に切刃の摩耗や損傷を回避できる深穴加工方法および深穴加工装置を提供する。
【解決手段】主軸にガンドリル工具20を装着した加工装置を用いてワークWに深穴2Bを加工する深穴加工方法であって、前記ガンドリル工具20で加工中の深穴2Bが未貫通の状態では、前記ガンドリル工具20の加工状態を通常モードに設定するとともに、前記ガンドリル工具20で加工中の深穴2Bが貫通した状態では、前記ガンドリル工具20の加工状態を前記通常モードよりも加工負荷が軽い保護モードに切替える。貫通部位までは通常モードによる効率的な深穴加工を実行するとともに、貫通時には保護モードに切替えることよりガンドリル工具20を保護することができる。
(もっと読む)
ワークの切削加工方法
【課題】 最高回転速度の高いスピンドルで大径のドリルを使ってシングル加工を行った場合、穴の未貫通及びスピンドル破損を防止することができる加工方法を提供する。
【解決手段】 既定時間内にZ軸の応答位置が既定範囲内へ到達しない場合は、ドリルを一旦切込開始位置まで上昇させ前記Z軸への位置指令手順から繰り返し、前記繰り返しが指定回数を超える前に既定時間内に応答位置が既定範囲内へ到達した場合は、ドリルを次の加工位置へ移動させ、前記指定回数を超えたときアラームを出し加工動作を停止させる。
(もっと読む)
プリント基板の穴明け方法及びプリント基板加工機
【課題】 穴明け加工時にドリルの駆動反力により発生する装置振動の低減を図り、高速で高精度な加工ができるプリント基板の穴明け方法及びプリント基板加工機を提供すること。
【解決手段】 プリント基板Pを載置するテーブル3とドリル7とを水平なXY方向に相対的に位置決めした後、ドリル7をプリント基板Pに対してXY方向に垂直なZ方向に相対的に移動させてプリント基板Pに穴を加工するプリント基板の穴明け方法において、ドリル7a〜7fをA,B2つの工具群に分け、工具群Aのドリル7a,7c,7eをプリント基板Pに対して移動を開始させた後、予め定める時間遅れΔt経過後、工具群Bのドリル7b,7d,7fを工具群Aのドリルの動作パターンと同じ動作パターンで、プリント基板Pに対して移動させる。
(もっと読む)
スピンドルモータ及び穿孔加工装置
【課題】回転負荷測定装置の構成を単純にして信頼性を高くするとともに製造コストを低減することが可能なスピンドルモータを提供する。
【解決手段】筒状筐体110と、モータ120と、モータ120と一体になって回転可能な基端側回転体130と、基端側回転体130とともに回転可能な先端側回転体140と、先端側回転体140と一体になって回転可能な穿孔工具把持部150と、基端側回転体130の回転力を先端側回転体140に伝達する回転力伝達部材160と、回転力伝達部材160の捩れ変形に基づいて回転負荷を測定する静電容量測定方式の回転負荷測定装置170とを有するスピンドルモータ100。
(もっと読む)
工具の位置検出方法およびプリント基板加工装置
【課題】ノイズが発生した場合であっても精度よく工具の位置を検出することができる工具の位置検出方法およびプリント基板加工装置を提供する。
【解決手段】対地抵抗が高いロータシャフトに発生する軸電圧をロータシャフトに保持された工具を介して測定することにより工具の軸線方向の位置を決定する。予め軸電圧の閾値Vhと、判定期間T0と、判定回数Nと、を定めておき、判定期間T0において測定された軸電圧Vi2が閾値Vhを超えた回数iが、判定回数N以上である場合に、工具の先端がワークの表面に接触したと判定する。判定期間T0と切り込み速度Kに基づき、判定期間に切り込まれた切り込み量T0・K量を算出し、工具の先端がワーク表面に接触したと判定したときからの切り込み深さを、算定された判定期間の切り込み量を減算した残りの切り深さ(H−T0・K)により設定する。
(もっと読む)
プリント基板加工装置
【課題】外乱、例えばプレッシャフットに加わる反力、による速度変動の影響を低減することができ、加工品質を向上させる。
【解決手段】予め定める時間毎に、指令された移動速度vsと検出された移動速度(速度応答)vrとの差である速度偏差Δvと、この速度偏差Δvを積分した速度積分値Σと、に基づいて軸心が加工位置の中心に位置決めされたドリル9の移動速度を定め、ドリル9を移動させて穴を加工するプリント基板加工装置において、比較器50,52,54と、判定器55と、演算手段と、を設け、検出されたドリル9の移動速度vrが予め定める範囲を外れた後、速度偏差Δvの符号が反転した場合は、速度積分値Σに予め定める値を乗算し、乗算した結果を速度積分値Σとしてドリル9の移動速度を定める。
(もっと読む)
スピンドルモータ及び穿孔加工装置
【課題】 穿孔加工装置に用いた場合に、微細な穴から比較的大きな穴までの比較的広い範囲の穴を形成することが可能なスピンドルモータを提供する。
【解決手段】筒状筐体110と、モータ120と、モータ120と一体になって回転可能な基端側回転体130と、基端側回転体130とともに回転可能な先端側回転体140と、先端側回転体140と一体になって回転可能な穿孔工具把持部150と、基端側回転体130の回転力を先端側回転体140に伝達する回転力伝達棒160と、回転力伝達棒160の捩れ変形に基づいて回転負荷を検出する回転負荷検出装置166とを有するスピンドルモータ100。
(もっと読む)
反射鏡の穿孔方法
【課題】椀形状の反射鏡に対し高い加工精度でしかも効率的に貫通孔を穿孔する。
【解決手段】本発明の反射鏡の穿孔方法は、それぞれ同軸上を進退自在に移動するよう対向配置され、椀形状の反射鏡3を内外から切削加工する外側加工用と内側加工用とで一対のコアドリル13a、13bの先端部どうしの間に、反射鏡3の被加工部34を介在させる工程と、被加工部34が先端部間に介在された一対のコアドリル13a、13bをそれぞれ前進させて反射鏡3の内外両側から被加工部34の切削を開始する工程と、被加工部34の内外両側からの切削が進行し被加工部34に所定の厚みが残る加工状態で、反射鏡3側から内側加工用のコアドリル13bを後退させる工程と、コアドリル13bを後退させた後、外側加工用のドリル13aをさらに前進させて反射鏡3の被加工部34に貫通孔33を形成する工程とを有する。
(もっと読む)
穴明け加工機
【課題】加工速度を向上させることができ、かつ加工精度に優れる穴明け加工機を提供すること。
【解決手段】振動抑制補償器220を設け、動作制御コントローラ50から指令されるZテーブル207に対する位置指令信号52に、位置指令信号52を微分したZテーブル207の速度指令信号237と、速度指令信号237を微分したZテーブル207の加速度信号240とを加え、得られた信号からノッチフィルタ242により予め定める周波数ω1を除去して、Zテーブル207の位置指令信号227とする。
(もっと読む)
穿孔装置
【課題】竪管と横引き管の接続部を閉塞したライナーを簡単に穿孔することのできるライナーの穿孔装置を提供する。
【解決手段】互いにユニバーサルジョイント34で連結された切削ユニット1と回転ユニット2で構成され、切削ユニットは、モータ11とそのモータの回転軸12の先端に設けられ駆動方向を90度変換するギヤ装置13と、そのギヤ装置の駆動軸14に設けた回転切削刃物15と、その切削ユニットを排水竪管Pvの軸線に対して傾動させて、前記回転切削刃物を排水竪管の内面に係合させる傾動手段17、18とを備え、前記回転ユニットは、回転ユニットを排水竪管の壁面に固定するための固定手段20と、切削ユニットを回転させるモータ25とを備え、更に前記回転切削刃物15の位置を目視するためのTVカメラ300を備えている。
(もっと読む)
1 - 11 / 11
[ Back to top ]