
Fターム[3C037CC02]の内容
Fターム[3C037CC02]に分類される特許
61 - 80 / 503
硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具
【課題】 高硬度鋼の高速切削加工において、硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】 炭化タングステン基超硬合金または炭窒化チタン基サーメットで構成された工具基体の表面に、(Ti,Al,Si)Nからなる硬質被覆層が蒸着形成された表面被覆切削工具において、該硬質被覆層は、粒状晶(Ti,Al,Si)Nからなる薄層Aと柱状晶(Ti,Al,Si)Nからなる薄層Bの交互積層構造として構成され、薄層Aおよび薄層Bはそれぞれ0.05〜2μmの層厚を有し、さらに、上記粒状晶の結晶粒径は30nm以下、また、上記柱状晶の結晶粒径は50〜500nmである。
(もっと読む)
表面被覆切削工具
【課題】高硬度鋼の高速切削加工において、硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】炭化タングステン基超硬合金または炭窒化チタン基サーメットで構成された工具基体の表面に、(Cr,Al,M)N(但し、Mは、ZrまたはHf)からなる硬質被覆層が蒸着形成された表面被覆切削工具において、該硬質被覆層は、粒状晶(Cr,Al,M)Nからなる薄層Aと柱状晶(Cr,Al,M)Nからなる薄層Bの交互積層構造として構成され、薄層Aおよび薄層Bはそれぞれ0.05〜2μmの層厚を有し、さらに、前記粒状晶の結晶粒径は30nm以下、また、前記柱状晶の結晶粒径は50〜500nmである。
(もっと読む)
表面被覆切削工具
【課題】合金鋼の高速強断続切削加工において、硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】炭化タングステン基超硬合金または炭窒化チタン基サーメットで構成された工具基体の表面に、(Cr,Al,M)N(但し、Mは、NbまたはTa)からなる硬質被覆層が蒸着形成された表面被覆切削工具において、該硬質被覆層は、粒状晶(Cr,Al,M)Nからなる薄層Aと柱状晶(Cr,Al,M)Nからなる薄層Bの交互積層構造として構成され、薄層Aおよび薄層Bはそれぞれ0.05〜2μmの層厚を有し、さらに、前記粒状晶の結晶粒径は30nm以下、また、前記柱状晶の結晶粒径は50〜500nmである。
(もっと読む)
表面被覆切削工具
【課題】高硬度鋼の高速高送り切削加工において、硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】炭化タングステン基超硬合金または炭窒化チタン基サーメットで構成された工具基体の表面に、(Cr,Al,B)Nからなる硬質被覆層が蒸着形成された表面被覆切削工具において、該硬質被覆層は、粒状晶(Cr,Al,B)Nからなる薄層Aと柱状晶(Cr,Al,B)Nからなる薄層Bの交互積層構造として構成され、薄層Aおよび薄層Bはそれぞれ0.05〜2μmの層厚を有し、さらに、前記粒状晶の結晶粒径は30nm以下、また、前記柱状晶の結晶粒径は50〜500nmである。
(もっと読む)
表面被覆切削工具
【課題】高硬度鋼の高速切削加工において、硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】炭化タングステン基超硬合金または炭窒化チタン基サーメットで構成された工具基体の表面に、(Cr,Al,M)N(但し、Mは、WまたはMo)からなる硬質被覆層が蒸着形成された表面被覆切削工具において、該硬質被覆層は、粒状晶(Cr,Al,M)Nからなる薄層Aと柱状晶(Cr,Al,M)Nからなる薄層Bの交互積層構造として構成され、薄層Aおよび薄層Bはそれぞれ0.05〜2μmの層厚を有し、さらに、前記粒状晶の結晶粒径は30nm以下、また、前記柱状晶の結晶粒径は50〜500nmである。
(もっと読む)
表面被覆切削工具
【課題】高硬度鋼の高速切削加工において、硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】炭化タングステン基超硬合金または炭窒化チタン基サーメットで構成された工具基体の表面に、(Ti,Al,M)N(但し、Mは、WまたはMo)からなる硬質被覆層が蒸着形成された表面被覆切削工具において、該硬質被覆層は、粒状晶(Ti,Al,M)Nからなる薄層Aと柱状晶(Ti,Al,M)Nからなる薄層Bの交互積層構造として構成され、薄層Aおよび薄層Bはそれぞれ0.05〜2μmの層厚を有し、さらに、前記粒状晶の結晶粒径は30nm以下、また、前記柱状晶の結晶粒径は50〜500nmである。
(もっと読む)
表面被覆切削工具
【課題】高硬度鋼の高速高送り切削加工において、硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】炭化タングステン基超硬合金または炭窒化チタン基サーメットで構成された工具基体の表面に、(Ti,Al,B)Nからなる硬質被覆層が蒸着形成された表面被覆切削工具において、該硬質被覆層は、粒状晶(Ti,Al,B)Nからなる薄層Aと柱状晶(Ti,Al,B)Nからなる薄層Bの交互積層構造として構成され、薄層Aおよび薄層Bはそれぞれ0.05〜2μmの層厚を有し、さらに、前記粒状晶の結晶粒径は30nm以下、また、前記柱状晶の結晶粒径は50〜500nmである。
(もっと読む)
表面被覆切削工具
【課題】高硬度鋼の高速切削加工において、硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】炭化タングステン基超硬合金または炭窒化チタン基サーメットで構成された工具基体の表面に、(Cr,Al,V)Nからなる硬質被覆層が蒸着形成された表面被覆切削工具において、該硬質被覆層は、粒状晶(Cr,Al,V)Nからなる薄層Aと柱状晶(Cr,Al,V)Nからなる薄層Bの交互積層構造として構成され、薄層Aおよび薄層Bはそれぞれ0.05〜2μmの層厚を有し、さらに、前記粒状晶の結晶粒径は30nm以下、また、前記柱状晶の結晶粒径は50〜500nmである。
(もっと読む)
硬質被覆層がすぐれた耐チッピング性と耐摩耗性を発揮する表面被覆切削工具
【課題】 高硬度鋼の高速断続切削加工において、硬質被覆層がすぐれた耐チッピング性と耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】 炭化タングステン基超硬合金または炭窒化チタン基サーメットで構成された工具基体の表面に、(Cr,Al,Ti,Si)Nからなる硬質被覆層が蒸着形成された表面被覆切削工具において、該硬質被覆層は、粒状晶(Cr,Al,Ti,Si)Nからなる薄層Aと柱状晶(Cr,Al,Ti,Si)Nからなる薄層Bの交互積層構造として構成され、薄層Aおよび薄層Bはそれぞれ0.05〜2μmの層厚を有し、さらに、上記粒状晶の結晶粒径は30nm以下、また、上記柱状晶の結晶粒径は50〜500nmである。
(もっと読む)
硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具
【課題】 高硬度鋼の高速切削加工において、硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】 炭化タングステン基超硬合金または炭窒化チタン基サーメットで構成された工具基体の表面に、(Cr,Al,Si)Nからなる硬質被覆層が蒸着形成された表面被覆切削工具において、該硬質被覆層は、粒状晶(Cr,Al,Si)Nからなる薄層Aと柱状晶(Cr,Al,Si)Nからなる薄層Bの交互積層構造として構成され、薄層Aおよび薄層Bはそれぞれ0.05〜2μmの層厚を有し、さらに、上記粒状晶の結晶粒径は30nm以下、また、上記柱状晶の結晶粒径は50〜500nmである。
(もっと読む)
硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具
【課題】 高硬度鋼の重断続切削加工において、硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具を提供する。
【解決手段】 炭化タングステン基超硬合金または炭窒化チタン基サーメットで構成された工具基体の表面に、(Cr,Al,Ti)Nからなる硬質被覆層が蒸着形成された表面被覆切削工具において、該硬質被覆層は、粒状晶(Cr,Al,Ti)Nからなる薄層Aと柱状晶(Cr,Al,Ti)Nからなる薄層Bの交互積層構造として構成され、薄層Aおよび薄層Bはそれぞれ0.05〜2μmの層厚を有し、さらに、上記粒状晶の結晶粒径は30nm以下、また、上記柱状晶の結晶粒径は50〜500nmである。
(もっと読む)
切削工具用硬質皮膜
【課題】従来のAlCrN皮膜に比し、焼入れ鋼を含む鉄鋼材料に対する耐摩耗性が向上する極めて実用性に秀れた切削工具用硬質皮膜の提供。
【解決手段】基材上に形成された切削工具用硬質皮膜であって、第一皮膜層と第二皮膜層とが交互に各5層以上積層して成る多層皮膜層を含み、第一皮膜層は金属及び半金属成分が原子%でAl(100−x−y−z)Cr(x)V(y)B(z)(ただし、20≦x≦40,2≦y≦15,2≦z≦15)と表され、非金属元素としてNを含み不可避不純物を含むものであり、第二皮膜層は金属及び半金属成分が原子%でAl(100−α−β−γ−δ)Cr(α)V(β)Ti(γ)B(δ)(ただし、20≦α≦40,2≦β≦15,0.5≦γ≦10,2≦δ≦15)と表され、非金属元素としてNを含み不可避不純物を含むものであり、この硬質皮膜全体の膜厚を1μm以上7μm以下とする。
(もっと読む)
表面被覆切削工具
【課題】耐摩耗性、耐欠損性、および密着性を兼ね備えた被覆膜を有する表面被覆切削工具を提供する。
【解決手段】本発明の表面被覆切削工具は、基材とその上に形成された被覆膜とを備え、該被覆膜は、AlaTibSicMdN(ただし式中、0.35≦a≦0.7、0≦c≦0.1、0≦d≦0.3)からなるA層と、TiwAlxSiyMezN(ただし式中、0≦x≦0.4、0≦y≦0.1、0≦z≦0.3)からなるB層とが交互に各2層以上積層された積層体を含み、A層の層厚λaと前記B層の層厚λbとは、それぞれ15nm以下であり、上記の積層体は、第1積層部と第2積層部とを交互に積層されたものであり、第1積層部は、λa>λbを満たし、第2積層部は、λa<λbを満たし、第1積層部の層厚λ1および第2積層部の層厚λ2は、それぞれ5nm以上40nm以下であることを特徴とする。
(もっと読む)
ドリルおよびドリル用インサート

【課題】高速切削においても切刃の外周部側でのコーティング層の剥離を防いで耐摩耗性を確保するとともに、切刃の中心部側ではクラックや欠損を防止して、長期に亙って安定した穴明け加工が可能な長寿命のドリル、および刃先交換式のこのようなドリルに取り付けられるドリル用インサートを提供する。
【解決手段】軸線O回りに回転されるドリル本体1の先端部に、この先端部における軸線O側の中心部から外周部に延びる切刃14が設けられたドリルにあって、この切刃14には、中心部側に物理蒸着コーティング層15が被覆されるとともに外周部側には化学蒸着コーティング層16が被覆されている。
(もっと読む)
刃先交換型切削チップおよびその製造方法
【課題】本発明の目的は、被削材の外観や表面平滑性を害することなく注意喚起機能を有効に示すことができる刃先交換型切削チップを提供することにある。
【解決手段】本発明の刃先交換型切削チップ(1)は、少なくとも1つのすくい面(2)と、少なくとも2つの逃げ面(3)と、少なくとも1つの刃先稜線(4)と、少なくとも1つのコーナー(9)とを有し、基層は使用状態表示層と異なった色を呈し、使用状態表示層は、少なくとも1つの上記逃げ面(3)上に形成され、この使用状態表示層が形成された逃げ面(3)は、上記コーナー(9)を少なくとも1つ含む少なくとも2mm2の一箇所以上の領域A1を除く領域A2の全面または部分の基層上に使用状態表示層が形成されていることを特徴としている。
(もっと読む)
表面被覆切削工具
【課題】高硬度鋼の高速重切削加工条件下において、硬質被覆層がすぐれた密着性と潤滑性と耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】WC基超硬合金またはTiCN基サーメットで構成された工具基体の表面に、硬質被覆層として、薄層A:(AlCr)N層または(AlCrM)N層と薄層B:立方晶構造のNbNと六方晶構造のNbNの混合組織からなり、かつ、該混合組織についてX線回折による回折ピーク強度を調査したとき、立方晶構造のNbNの(200)面からの回折ピーク強度をIc、また、六方晶構造のNbNの(103)面と(110)面からの回折ピーク強度をIhとした場合、0.05≦Ic/Ih≦1.0を満足する回折ピーク強度比を有する層との交互積層構造からなる層を形成した表面被覆切削工具。
(もっと読む)
表面被覆切削工具
【課題】Ni基合金、Co基合金などの耐熱合金の高速切削条件下で、硬質被覆層がすぐれた耐チッピング性、耐摩耗性を発揮する表面被覆切削工具を提供する。
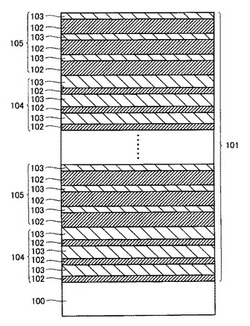
【解決手段】工具基体表面に、1〜50nmの層厚の薄層Aと1〜50nmの層厚の薄層Bとが交互に積層された複層領域と、100〜500nmの層厚の単一層にて構成された単層領域との交互積層構造からなる硬質被覆層を蒸着形成した表面被覆切削工具において、薄層Aは、[Al1−x−yTixSiy]N(xは原子比で0.15〜0.94、yは原子比で0.30〜0.80)層、薄層Bは、[Ti1−zAlz]N(zは原子比で0.10〜0.55)層であって、単一層は、前記薄層Aまたは薄層Bと同一材種の層で構成する。
(もっと読む)
表面被覆切削工具
【課題】Ni基合金、Co基合金などの耐熱合金の高速切削条件下で、硬質被覆層がすぐれた耐チッピング性、耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】工具基体表面に、1〜50nmの層厚の薄層Aと1〜50nmの層厚の薄層Bとが交互に積層された複層領域と、100〜500nmの層厚の単一層にて構成された単層領域との交互積層構造からなる硬質被覆層を蒸着形成した表面被覆切削工具において、薄層Aは、[Al1−x−yTixSiy]N(xは原子比で0.15〜0.94、yは原子比で0.01〜0.15)層、薄層Bは、[Ti1−zVz]N(zは原子比で0.25〜0.75)層であって、単一層は、前記薄層Aまたは薄層Bと同一材種の層で構成する。
(もっと読む)
表面被覆切削工具
【課題】高硬度鋼の高速重切削加工条件下において、硬質被覆層がすぐれた密着性と潤滑性と耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】WC基超硬合金またはTiCN基サーメットで構成された工具基体の表面に、硬質被覆層として、下部層に(AlTi)N層または(AlTiM)N層を形成し、上部層に立方晶構造のNbNと六方晶構造のNbNの混合組織からなり、かつ、該混合組織についてX線回折による回折ピーク強度を調査したとき、立方晶構造のNbNの(200)面からの回折ピーク強度をIc、また、六方晶構造のNbNの(103)面と(110)面からの回折ピーク強度をIhとした場合、0.05≦Ic/Ih≦1.0を満足する回折ピーク強度比を有する層を形成した表面被覆切削工具。
(もっと読む)
表面被覆切削工具
【課題】高硬度鋼の高速重切削加工条件下において、硬質被覆層がすぐれた密着性と潤滑性と耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】WC基超硬合金またはTiCN基サーメットで構成された工具基体の表面に、硬質被覆層として、薄層A:(AlTi)N層または(AlTiM)N層と薄層B:立方晶構造のNbNと六方晶構造のNbNの混合組織からなり、かつ、該混合組織についてX線回折による回折ピーク強度を調査したとき、立方晶構造のNbNの(200)面からの回折ピーク強度をIc、また、六方晶構造のNbNの(103)面と(110)面からの回折ピーク強度をIhとした場合、0.05≦Ic/Ih≦1.0を満足する回折ピーク強度比を有する層との交互積層構造からなる層を形成した表面被覆切削工具。
(もっと読む)
61 - 80 / 503
[ Back to top ]