
Fターム[3C039CA01]の内容
剪断機 (623) | 回転する円板刃を持つ剪断機 (39) | 特定物品の剪断 (16)
Fターム[3C039CA01]の下位に属するFターム
リード線の剪断 (1)
深絞り品の縁切り用
Fターム[3C039CA01]に分類される特許
1 - 15 / 15
冷延鋼板のノッチング方法
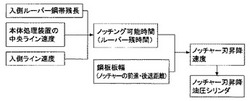
【課題】冷延鋼板連続処理ラインにおいて、先行板と後行板との板継ぎ部の板幅端部をノッチングするに際して、本体処理装置の中央ライン速度低下や本体処理装置停止の発生を的確に防止することができる冷延鋼板のノッチング方法を提供する。
【解決手段】ノッチング装置、入側ルーパー、本体処理装置の順からなる冷延鋼板連続処理ラインのノッチング方法であって、入側ルーパーの鋼帯残長によってノッチャー刃昇降速度を変更してノッチングすることにより、ノッチング時間不足による本体処理装置の停止を防止することを特徴とする冷延鋼板のノッチング方法。
(もっと読む)
切断装置

【課題】シート状の金属材を切断する切断装置において、切断時における金属粉の発生、および、飛散を抑制するとともに、切断後の金属材に付着した金属粉を除去する。
【解決手段】切断装置100は、上側回転カッター12と下側回転カッター14とを有する切断部10と、上側回転カッター12の刃面に接触するように設けられた潤滑剤塗布用の第1スクレーパ12s1と、上側回転カッター12の刃面に接触するように設けられた金属粉集塵用の12s2と、切断部10の下流側に設けられ、電極材Esの切断時に発生し、飛散する金属粉、および、切断後の電極材Es1,Es2に付着した金属粉を吸引する吸引部20と、を備える。
(もっと読む)
異形条の幅裁断方法および裁断装置
【課題】異形断面形状の異形条材料を所定の幅で裁断する際に、その異形条材料が蛇行して送られても、これをガイドしつつ精密に裁断できる異形条の幅裁断方法および裁断装置を提供する。
【解決手段】異形条を所定の幅寸法に裁断する裁断方法において、異形条材料12の両側を裁断する上下丸刃3R、3Lを丸刃カセット1に組み込むと共に、その両丸刃カセット1R、1Lの上下丸刃3R、3Lを裁断する異形条13の幅に合わせ、その両丸刃カセット1R、1L間に、異形条材料12の段差部をガイドするガイド部材15を設け、異形条材料12を、その両丸刃カセット1R、1Lに送り込んで裁断すると共に、異形条材料12の幅方向のズレに応じて両丸刃カセット1R、1Lを幅方向に移動して裁断するものである。
(もっと読む)
ウエブの裁断方法、及び裁断装置
【課題】 広幅から複数の製品に多条裁断する際、製品間に設けられた廃棄部を狭くすることができる裁断方法、及び裁断装置を提供する。
【解決手段】
皿バネ30,32により、上刃29,31が上刃ホルダ24,25の上刃押さえ部27,28に付勢される。皿バネ30,32はネジ40,42により上刃ホルダ24,25に加圧され、固定される。上刃ホルダ24のネジ40の頭部が、上刃ホルダ25の切欠き50、上刃31の切欠き52、皿バネ32の切欠き54に収容される。一方、上刃ホルダ25のネジ42の頭部が、上刃ホルダ24の切欠き60、上刃29の切欠き62、皿バネ30の切欠き64に収容される。上刃29,31を下刃33,34に押し付けながら、ウエブWを中抜きしながら裁断する。
(もっと読む)
穴明き円盤状部品加工装置
【課題】簡単な装置構成で打抜き加工及び剪断加工を行うことができ、円盤状部品の生産性を向上させることができる穴明き円盤状部品加工装置を提供すること。
【解決手段】穴明き円盤状部品加工装置1は、ダイス2、回転主軸11によって回転移動させる回転ホルダ3、回転ホルダ3に対して空転可能に配設した回転刃4、及び回転ホルダ3に配設した打抜きパンチ5を有している。穴明き円盤状部品加工装置1は、回転主軸11の加圧力を受けた打抜きパンチ5と、ダイス2の打抜き穴22とによって、ダイス2に配置した板状素材80に打抜き加工を行って中心穴を形成し、かつ、回転主軸11の加圧力及び回転力を受けた回転刃4が、外周刃21の外周に沿って板状素材80の表面を転がりながら周回移動することにより、ダイス2に配置した板状素材80に剪断加工を行って、穴明き円盤状部品を得るよう構成してある。
(もっと読む)
反り抑制装置及び該反り抑制装置を用いた金属板の製造方法
【課題】金属板の生産性を向上させることが可能な反り抑制装置、及び、生産性を向上させることが可能な金属板の製造方法を提供する。
【解決手段】金属板の剪断ライン100における側面切断機10にて切断された金属板側面の耳部30を、側面切断機よりも金属板搬送方向の下流側で押さえる押さえ部1aと、該押さえ部を支持する支持部1bとを有する反り抑制装置1、及び、金属板を剪断ラインの側面切断機で切断する工程を有する金属板の製造方法であって、側面切断機10にて切断された金属板の側面の耳部30が、剪断ラインを搬送される金属板の上方に配置された反り抑制装置1によって押さえられ、側面切断機10によって最初に切断された耳部の先端30aが、反り抑制装置の直下を通過した後に、押さえ部1aを耳部30に接触させる、金属板の製造方法とする。
(もっと読む)
めっき付銅条材のスリット方法及びめっき付銅条材のスリット装置
【課題】めっき付銅条材を所定の幅寸法に切断するスリット加工を行う際に、めっき付銅条材の表面に均一な油性保護膜を形成して、プレス加工前の拭き取り作業においてめっき層表面に傷を発生させるおそれが少ないめっき付銅条材のスリット方法及びスリット装置を提供する。
【解決手段】銅条材の少なくとも一方の面にめっき層が形成されためっき付銅条材1を、所定の幅寸法に切断するめっき付銅条材1のスリット方法であって、めっき付銅条材1の表面に油性保護膜を形成する油性保護膜形成工程と、油性保護膜が形成されためっき付銅条材1を所定の幅寸法に切断する切断工程と、を備えており、油性保護膜形成工程においては、軸線Lに沿って延びる円筒面を有するとともに軸線L方向長さがめっき付銅条材1の全幅以上とされた塗布ローラ21に、油を供給し、この塗布ローラ21をめっき付銅条材1の表面に摺接させることによって前記油性保護膜を形成する。
(もっと読む)
鋼帯の連続処理設備および連続処理方法
【課題】連続処理ラインに供される先行材の尾端および後行材の先端それぞれに大きな幅狭部分が存在する場合であっても、先行材と後行材との溶接部の走間幅変更トリミングを安定して実現する。
【解決手段】先行材S1の尾端と後行材S2の先端とを突き合わせて溶接し、溶接鋼帯を得る溶接機7と、走行する溶接鋼帯の板幅端部を切断するトリミング装置8と、溶接機7の上流に配置される、先行材S1および後行材S2それぞれの板幅を連続的に測定する板幅計5と、板幅計5の入側または板幅計5と溶接機7との間に配置される、先行材S1の尾端を含む部分および後行材S2の先端を含む部分を切断する切断装置6とを備える鋼帯の連続処理設備10である。
(もっと読む)
かえり無しトリミング設備、冷延鋼帯の製造設備およびその製造方法
【要 約】
【課 題】トリミングに起因する表面欠陥が少なく表面性状が良好でありかつエッジ部性状も良好である冷延鋼帯を安定して製造することができる、かえり無しトリミング装置、冷延鋼帯の製造設備およびその製造方法を提供する。
【解決手段】トリミング屑分離装置の上下の挟圧ロールのうちどちらか一方は、鋼帯の最大幅よりも胴部幅が狭い2組の狭幅ロールとされ、他方の挟圧ロールは、鋼帯の最大幅よりも胴部幅が広い広幅ロールとされ、2組の狭幅ロールは、幅方向移動機構により、鋼帯の未分離部の幅方向位置に応じて幅方向に移動可能とされている鋼帯のかえり無しトリミング装置、それを設置した冷延鋼帯の製造設備およびその製造方法。
(もっと読む)
円盤状部品加工装置
【課題】種々の形状の板状素材を用いることができ、簡単な装置構成で、円盤状部品の生産性を向上させることができる円盤状部品加工装置を提供すること。
【解決手段】円盤状部品加工装置1は、真円形状の固定刃21を形成してなるダイス2と、ダイス2の中心軸線C1と同一軸線上に配置した回転中心C2の回りに回転可能な回転ホルダ3と、回転中心C2に対して垂直に配置した空転中心C3の回りに空転可能な状態で回転ホルダ3に配設した回転刃4とを備えている。回転刃4は、回転ホルダ3の回転を受けて固定刃21の外周側に沿って移動するよう構成してある。円盤状部品加工装置1は、回転ホルダ3の回転及び回転ホルダ3による加圧力を受けて、ダイス2に保持した板状素材80の表面に、固定刃21の外周側に沿って回転刃4を転がしながら周回移動させることにより、板状素材80にせん断加工を行って円盤状部品8を成形するよう構成してある。
(もっと読む)
切断装置
【課題】幅広の円筒状のワークを所定幅のループ状に切断する際に面取り切断することで、バレル研磨の取り代を低減する。
【解決手段】ワークWに対して内周側から圧接する内刃としての回転刃52,54からなる回転刃ユニット50とワークWに対して外周側から圧接する外刃としての回転刃62,64からなる回転刃ユニット60とを用いて、内刃としての回転刃52と外刃としての回転刃62とを一対の回転刃セットとしてワークWを挟んで切り込みを入れると共に内刃としての回転刃54と外刃としての回転刃64とを一対の回転刃セットとしてワークWを同一円周上で逆側から挟んで切り込みを入れることによりワークWをループ状に切断する。これにより、ワークWの厚み方向の略中央で破断を生じさせることができるから、切断の際に面取り切断することができ、バレル研磨の取り代を低減することができる。
(もっと読む)
双ドラム式連続鋳造機及びスラブ鋳造方法
【課題】品質の良い、袋とじ形状のスラブを鋳造する。
【解決手段】凹型ドラム11,12を有する双ドラム式連続鋳造機10は、両端部が薄く中央部が厚いスラブSを鋳造する。凹型ドラム11,12の端部11a,11b,12a,12bには、切断機能を果たす突起部11c,11d,12c,12dが形成されており、凝固シェル20a,20bは、両端部において、端部11a,11b,12a,12bで圧接・一体化されると同時に、突起部11c,11d,12c,12dにより切断される。このため、鋳造されたスラブの両端部を早期に切断することができる。よってスラブ端部のフィン効果によるスラブ端部の過冷却を抑制でき、製品品質が向上する。
(もっと読む)
不要線材除去装置
【課題】電気部品のリード端子に巻きつけ接続固定処理した後に生じる不要導線を容易に除去可能にする。
【解決手段】線材除去刃組立ベースにそれぞれが持つ直線的な一定の長さの鋸状刃を対向させ、かつ鋸状刃間に所定の隙間を設けて組み立てられた一対の線材除去刃部材と、両線材除去刃部材が組み立てられることによって鋸状刃の後方に形成された切欠空洞部と、鋸状刃部の前後に設けられ、隙間に電気部品のリード端子を受け入れ易くする切欠形状を持つ誘い部と、線材除去刃部材の一方の少なくとも所定の隙間の入口側端部に取り付けられ、刃部が一方の線材除去刃部材の鋸状刃と重なるように配置された丸刃部材とで線材除去刃組立体を構成し、この線材除去刃組立体と電気部品を保持したワークホルダとを相対運動させる。
(もっと読む)
カッター
【課題】パイプ状の被切断材等を切断する際に、切断面がほぼ完全な平坦面をなすように切断することが可能なカッターを提供する。
【解決手段】切刃1を側面から見ると、図1(b)に示すように、刃先4の一方の側は全体として平坦面5をなし、他方の側は基板2の中央部の厚みが厚くなるような傾斜面6をなしている。傾斜面6は、切刃1の外周寄りで、その傾斜角度が大きくなっている。平坦面5上には、微細な溝5aが設けられている。この溝5aは、切刃1の外周側から中心側に向かって周期的に設けられていればよく、平坦面5全体に亘ってらせん状に設けてもよく、あるいは、同心円状に設けてもよい。
(もっと読む)
平版印刷版の製造装置
【課題】反りによる傷とこすれ傷の発生を確実に防止できる平版印刷版の製造装置を提供する。
【解決手段】加工ライン100は、ウエブ12を少なくとも一対の上刃44と下刃54で挟み込むことによってウエブ12をその厚み方向に切断する。下刃54は、ウエブ12の中央部を支持する円筒部54Aと、円筒部54Aから外側に向けて上端位置が徐々に下がる縮径部54Bと、縮径部54Bから外側に向けて上端位置が徐々に上昇してその先端が刃先となる刃先部54Cとから成り、縮径部54Bと円筒部54Aとの境界位置54Pにおける角度が135度以上であり、縮径部54Bと刃先部54Cとの境界位置54Yが刃先54Qに対して、切断後の製品下面のつぶれ幅DW以上の位置に形成される。
(もっと読む)
1 - 15 / 15
[ Back to top ]