
Fターム[3C039DA01]の内容
Fターム[3C039DA01]の下位に属するFターム
軸方向応力を付与するもの (2)
Fターム[3C039DA01]に分類される特許
1 - 10 / 10
棒状材切断装置および棒状材切断方法
【課題】丸棒等の棒状材をせん断加工により切断した切断面に、耳等の切断不良部分の発生を極力防止することができる棒状材切断装置および棒状材切断方法を提供する。
【解決手段】本発明の棒状材切断装置は、丸棒等の棒状材を固定刃に対し可動刃21をスライドさせ、せん断加工により切断する固定刃11および可動刃21を有する切断部30と、切断部30の前段に設けられ、棒状材Wの切断予定箇所に予め凹み部分を形成する凹み形成部13と、を有し、固定刃11および可動刃21は、棒状材Wに形成された凹み部分にて固定刃12に対し可動刃21をスライドさせて、棒状材Wを切断する。
(もっと読む)
金属棒材の切断方法

【課題】長尺の棒材を短く切断して、多くの部品の素材を得るための切断方法を提供する。
【解決手段】切断したい棒材の外形と同じ形になった穴がある刃を、棒材を通せるように2枚重ねて配置し、固定刃1は固定軸3に固定する。公転刃2は偏芯軸5に嵌合した軸受4で保持される。回転体10(弾み車)がモータの回転を受けて回転すれば、案内軸9によって歯付輪7と偏芯軸5のねじれ歯5a介して偏芯軸5と軸受4が回転し、公転刃2は遊動して回転する。操作輪8によって歯付輪7を軸方向に押し込めば、偏芯軸5はねじれ歯5と歯付輪6との噛み合いに案内されて、軸受4と公転刃2と共に回転移動する。公転刃2が回転移動すれば、公転刃2の穴の中心は回転中心線Pを離れて、軸受4によって遊動して公転する。公転刃2は、刃の穴に通した棒材の外周を公転しながら材料に切り込み、公転半径が大きくなれば棒材をせん断して切断する。
(もっと読む)
高硬度材料からなる線材の切断方法
【解決課題】高硬度材料からなる線材を切断して小片部材を製造する方法において、高精度の切断面を得ることができ、かつ、材料の損失のないものを提供する。
【解決手段】本発明は、高硬度材料よりなる線材から、小片を切断加工する方法であって、所定の(a)〜(f)工程からなる6工程を順に繰り返し行う線材の切断加工方法である。本発明に係る切断方法によれば、高硬度材料からなる線材を高精度に切断可能であり、かつ、高硬度材料の損失を防ぐことができる。そして、本発明に係る方法により切断した線材は、切断面の均一性に優れ、点火プラグ電極に用いれば、安定的な放電特性を得ることができる。
(もっと読む)
ビレット製作方法およびビレット製作装置
【課題】切断後の重量が所定重量に対して所定範囲内に収まるビレットを精度よく形成することができるビレット製作方法およびビレット製作装置を提供する。
【解決手段】外径測定手段5にて軸方向に沿って連続してバー材の外径寸法を測定することができる。演算手段30にて、あらかじめ初期設定時に入力した情報(ビレット径、狙い切断長さ、狙い重量、ビレット外径補正管理値、目標値等)と外径測定手段5にて測定した外径寸法に基づいて、バー材の外径が補正管理値を外した場合、狙い径に対し実測径の径差分に相当する全長を算出し、所定重量に対して所定範囲内で収まる軸方向寸法を算出することができる。外径測定手段5にて測定した外径寸法に基づいて、補正手段31にて、演算手段30にて演算された寸法となるようにせん断切断機2のバー材1の切断位置を補正することができる。
(もっと読む)
切断装置
【課題】 切断面の変形や荒れ等の発生を防ぎ、切断材料の種類等に関わりなく切断材料を良好に切断することができる技術を提供する。
【解決手段】 挿入された切断材料をせん断するダイス孔32を有する可動刃12の外周12aに当接する可動ピン10aを第1方向に沿って動作させる第1シリンダ10と、可動刃12の外周12aに当接する可動ピン28aを第1方向とは異なる第2方向に沿って動作させる第2シリンダ28と、可動刃12の外周12aに当接する可動ピン30aを、第1方向及び第2方向とは異なる第3方向に沿って動作させる第3シリンダ30が設けられている。第1シリンダ10と第2シリンダ28と第3シリンダ30のそれぞれは、互いの位置関係に応じた位相差をもって制御される。
(もっと読む)
線材切断装置
【課題】従来よりコンパクトにすることが可能な線材切断装置を提供する。
【解決手段】本発明の線材切断装置40によれば、第1及び第2の切断工具61,62を線材90の直径より厚い板材で構成し、それら第1と第2の切断工具61,62の板厚面に備えた切断角部61S,62Sの間で線材90を切断する構成であるので、線材90の線径に応じて第1及び第2の切断工具61,62を構成する板材の厚さ又は幅を大きくすることで強度アップを図ることができる。これにより、従来のように切断工具が回動軸を中心に径方向全体に大きくなることがなくなる。即ち、本発明の線材切断装置40によれば、従来よりコンパクトにすることが可能になる。また、第1及び第2の切断工具61,62の交換も容易に行うことができる。
(もっと読む)
棒鋼切断装置
【課題】高速で切断動作を行い切断サイクルを大幅に短縮することができ、切断断面の変形や切断端面の荒れが少なく寸法精度の高い切断ができる棒鋼切断装置を目的とする。
【解決手段】高速動作シリンダ2の打撃ロッド21と向かい合う緩衝シリンダ4の衝撃吸収ロッド間に棒鋼の剪断を行う切断金型3を配置し、前記高速動作シリンダ2の打撃ロッド21と切断金型23間に打撃ロッド21の突出速度を最大まで加速させる加速空間6を形成し、前記緩衝シリンダ4の衝撃吸収ロッド40と切断金型23間に該切断金型3を空走させる空走空間7を形成したものであり、高速動作シリンダ2の打撃ロッド21は加速空間6を前進して加速され最大速度で切断金型に衝突するため切断金型23の棒鋼には瞬間的に極めて大きな衝突エネルギーが加えられて棒鋼は瞬時に剪断され、空走空間7により切断金型23に加えられた衝突エネルギーは棒鋼にのみに的確に加えられることとなる。
(もっと読む)
剪断方法およびその装置
【課題】 棒鋼粗材に曲がりが生じにくいうえ端面の品質低下が抑えられ、剪断端面の直角度が得られる剪断方法およびその装置を目的とする。
【解決手段】 固定刃21と可動刃22よりなる剪断装置1により棒鋼粗材を剪断する際、棒鋼粗材受止機構3の揺動自在な棒鋼粗材保持部32に形成される垂直部により棒鋼粗材の先端面を突き当てて剪断長を規制するとともに、棒鋼粗材保持部に形成される水平部に下面が保持される棒鋼粗材を剪断タイミングに合わせて下降させる方法および固定刃21と可動刃22により棒鋼粗材を剪断する剪断装置1において、棒鋼粗材の送出方向側に剪断機構2に続けて棒鋼粗材受止機構3を配置させるとともに該棒鋼粗材受止機構3に、送出される棒鋼粗材の先端面を突き当てて剪断長を規制する垂直部を形成するとともに棒鋼粗材の下面を保持する水平部を形成した揺動制御可能な棒鋼粗材保持部32を設けた装置である。
(もっと読む)
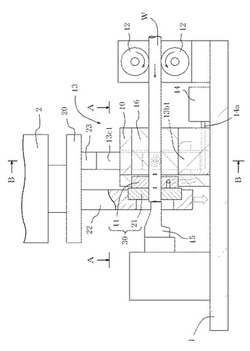
棒材を剪断加工するための剪断加工装置を有する成形機械
成形機械は、棒材2、20を剪断加工する剪断加工装置を有し、該剪断加工装置は、剪断加工される前記棒材を送るための通路111を備えた固定ブレード11と該固定ブレードに平行に前後に移動可能な剪断加工部12とを有する。前記剪断加工部は、それを用いて前記固定ブレードから突出する棒材部分が前記剪断加工部の後退移動において剪断加工され得る第1の剪断加工ブレード121と、それを用いて前記固定ブレードから突出する棒材部分201が前記剪断加工部の後退移動において剪断加工され得る第2の剪断加工ブレード122とを有する。また、前記成形機械は、前記第2の剪断加工ブレードがそれによって剪断加工される全ての棒材部分をスクラップ片として移動させる廃棄場所8を有する。スクラップ片が前記第2の剪断加工ブレードのみを用いて剪断加工されるため成形ステーションにおける空の場所とそれに関連する不都合とを回避することができる。  (もっと読む)
(もっと読む)
高速横切り用のクロスカット工具
本発明は高速横切り用クロスカット工具に関し、クロスカット工具(40と50)が切削用棒(W)の貫通孔(41と51)を有する本体(43、420と52、520)と該貫通孔(41と51)の少なくとも一部を区切る刃先(46)からなり、該刃先(46)が該本体(43、420と52、520)内に配置支持された少なくとも二個の切削ジョー(401、402と403、404)により形成される。 (もっと読む)
1 - 10 / 10
[ Back to top ]