
Fターム[3C039DA04]の内容
Fターム[3C039DA04]の下位に属するFターム
一体型刃物を用いるもの
分割型刃物を用いるもの (7)
Fターム[3C039DA04]に分類される特許
1 - 13 / 13
切断装置

【課題】可動金型をより簡単な構造の駆動構造で旋回駆動して、切断対象Mをかえりがなく、しかも滑らかにせん断できる切断装置を提供する。
【解決手段】固定金型10、可動金型11と、可動金型11用の型駆動構造を備えている。型駆動構造は、上下スライド可能な縦スライド体14と、左右スライド可能な横スライド体15とを有する。縦スライド体14のスライドを連動構造で左右スライドに変換して、横スライド体15に伝動する。縦スライド体14と可動金型11との間に、縦スライド体14のスライド動作を横方向の動作に変換する第1カム構造26を設ける。横スライド体15と可動金型11との間に、横スライド体15のスライド動作を縦方向の動作に変換する第2カム構造27を設ける。両カム構造26・27で変換された縦横動作の合成方向へ可動金型11を移動させて、可動金型11を旋回させながら切断対象Mを切断する。
(もっと読む)
コルゲートフィンの切断装置

【課題】製品高さが高いコルゲートフィンであっても、切断不良及び切断刃の折損を生じさせずに良好な切断が可能なコルゲートフィンの切断装置を提供する。
【解決手段】コルゲートフィン10のリブ12内に進入して、コルゲートフィン10を切断する可動刃32と、可動刃32に対してコルゲートフィン10を挟んで対向する位置に配置され、可動刃32の先端部とともにリブを切断する固定刃34とを備えるコルゲートフィン10の切断装置30において、可動刃32には固定刃34との間でリブ12を切断する切断面32aを有する刃先部31が設けられ、可動刃32の刃先部31が設けられている側のリブ12の外壁を支持し、可動刃32が下降してリブ12を切断して押し下げた際には、切断されて押し下げられたリブ12とともに押し下げられて外壁を支持し続けるように、上方に向けて付勢されている支持ブロック40が設けられている。
(もっと読む)
金属棒材の切断方法
【課題】長尺の棒材を短く切断して、多くの部品の素材を得るための切断方法を提供する。
【解決手段】切断したい棒材の外形と同じ形になった穴がある刃を、棒材を通せるように2枚重ねて配置し、固定刃1は固定軸3に固定する。公転刃2は偏芯軸5に嵌合した軸受4で保持される。回転体10(弾み車)がモータの回転を受けて回転すれば、案内軸9によって歯付輪7と偏芯軸5のねじれ歯5a介して偏芯軸5と軸受4が回転し、公転刃2は遊動して回転する。操作輪8によって歯付輪7を軸方向に押し込めば、偏芯軸5はねじれ歯5と歯付輪6との噛み合いに案内されて、軸受4と公転刃2と共に回転移動する。公転刃2が回転移動すれば、公転刃2の穴の中心は回転中心線Pを離れて、軸受4によって遊動して公転する。公転刃2は、刃の穴に通した棒材の外周を公転しながら材料に切り込み、公転半径が大きくなれば棒材をせん断して切断する。
(もっと読む)
走行切断機
【課題】連続搬送されてくる金属材料を搬送状態で高速切断し得る簡易な構造の走行切断機を提供すること。
【解決手段】金属材料Wを連続搬送する搬送機構11と、金属材料Wの搬送速度と同期した回転速度で正転方向に回転する駆動モータ21と、駆動モータ21の回転をクランク軸39に伝達する動力伝達機構27と、ハンマ51を所定の回転半径で回転運動させるクランク機構49と、金属材料Wの搬送方向Aに沿って往復運動するスライドフレーム65とハンマ51の衝突を受けて切断刃61を上下動させる加工ヘッド55とを備えた切断機構63と、を具備すること。
(もっと読む)
切断装置
【課題】 切断面の変形や荒れ等の発生を防ぎ、切断材料の種類等に関わりなく切断材料を良好に切断することができる技術を提供する。
【解決手段】 挿入された切断材料をせん断するダイス孔32を有する可動刃12の外周12aに当接する可動ピン10aを第1方向に沿って動作させる第1シリンダ10と、可動刃12の外周12aに当接する可動ピン28aを第1方向とは異なる第2方向に沿って動作させる第2シリンダ28と、可動刃12の外周12aに当接する可動ピン30aを、第1方向及び第2方向とは異なる第3方向に沿って動作させる第3シリンダ30が設けられている。第1シリンダ10と第2シリンダ28と第3シリンダ30のそれぞれは、互いの位置関係に応じた位相差をもって制御される。
(もっと読む)
レール切断装置
【課題】フランジ壁のコーナー部分を斜めに、あるいは丸めた状態で切断して衣服などの引っ掛かりを確実に防止できるレール切断装置を提供する。
【解決手段】ハット形断面のレールRを切断する第1切断構造2と、フランジ壁5のコーナー部分を切断する第2切断構造3とを隣接配置する。第1切断構造2は、固定刃10と、揺動可能に軸支される可動刃12と、可動刃12を操作するハンドル13および倍力機構を含む。第2切断構造3は、固定刃35と、固定刃35で案内支持される可動刃36と、可動刃36を復帰付勢するばね37とを含む。第2切断構造3の固定刃35および可動刃36に、コーナー部分を切断する切断刃44・49を設ける。以て、ハンドル13による第1切断構造2の切断動作に連動して、第2切断構造3の可動刃36を倍力機構で切断待機位置から切断位置へ変位操作して、フランジ壁5のコーナー部分を切断する。
(もっと読む)
アングル材切断装置
【課題】押圧装置から出力される押圧力を高めなくとも、アングル材切断装置のせん断力を向上することのできるアングル材切断装置を提供する。
【解決手段】第2カッター16の一対の先端面16aにおいてその先端面16aの長手方向に沿った凹溝16bが設けられていることから、その第2カッター16の一対の先端面16aのうちのアングル材24に対する押圧面積が小さくされてその先端面16aのうちの側縁部に押圧力が集中するので、一対の先端面16aが平坦面からそれぞれ構成される場合に比較して、同じ厚みのアングル材24であれば比較的小さな押圧力によりアングル材24を切断することができる。すなわち、油圧式押圧装置22から出力される押圧力を高めなくとも、アングル材切断装置10のせん断力を向上することができる。
(もっと読む)
尾端クロップの切断方法
【課題】断面を略H形状に圧延した鋼材の尾端クロップを、搬送方向上流側に下刃を搬送方向下流側に上刃を有するシヤーにより切断する場合において、クロップシュートとシュートゲートとの間にクロップが引掛ることを防止できるクロップの切断方法を提供する。
【解決手段】断面を略H形状に圧延した鋼材の尾端クロップ11bを、搬送方向上流側に下刃5aを搬送方向下流側に上刃5bを有するシヤー5により切断する、クロップの切断方法であって、前記尾端クロップのうちウェブ2のみが尾端側に突出した位置で前記切断を行った後、フランジ3を有する尾端クロップを切断できる位置まで逆送し、前記フランジを有する尾端クロップを前記シヤーにより切断するクロップの切断方法。
(もっと読む)
軽量型鋼材の切断工具
【課題】 建築物の天井下などに配置され、切断必要箇所が壁面に近接していてハンドル操作に支障を受ける箇所での切断作業であっても、迅速に切断作業ができる形鋼材の切断工具を提供すること。
【解決手段】 コの字形に凹入された鋼材受入れ空間Aを備えた鋼材受け部材1と、揺動自在に枢支した左右一対の操作ハンドル3,4と、操作ハンドル3,4の枢軸21,22を備えた操作本体2と、先端側に切断刃51を備えた刃板5と、該刃板5の後端側とハンドル3,4の先端作用部32,42との間に連結された作動軸6と、操作本体2に固定されていて、作動軸6を軸線方向に移動自在で軸周方向に回動自在に軸支する軸受け筒7とからなり、鋼材受け部材1と操作本体2とが、作動軸6を軸心として周方向に相対回動可能に形成してあるもの。
(もっと読む)
レール切断具
【課題】騒音、粉塵等を発生させることなく、より少ない労力で、かつ短時間で、アルミサッシ枠のレール等を切断可能としたレール切断具を提供すること。
【解決手段】レール等の一側面に当接する切断面301を有する切断部材3と、前記切断面301との間にレールが嵌合する挟持溝401を形成しつつ前記切断部材3における切断面301の一部に連設された、前記切断面301とともにレール等を挟持する挟持部材4と、を具備する本体部2と、前記切断部材3に、切断面301と略直交する方向に向けて連設されたハンドル5と、を具備したことを特徴としており、切断面301と挟持部4とでレール等を挟持した状態で、円弧を描くようにして、ハンドルを手前側に引き、あるいは前方側に押すことで、切断面301に面接触しているレールの部分の全体に剪断力を与え、当該部分をまとめて切断可能とした。
(もっと読む)
アルミ廃材の製品化方法と、その装置
【課題】アルミ廃材の剪断を介して製造されるアルミ製品化において、生産性やエネルギー利用効率の高い改良方法並びに装置を提供する。
【解決手段】チャック部で保持したアルミ製品よりアルミ廃材W1を切断する対の金型10、11とカッタ13を備えたトリミング装置と、この下方位置に配備したアルミ廃材投入用の投入開口7と、アルミ製品原料排出用の排出開口8を備えたフレーム1に、半截角錐刃物を備えた一方刃物構成体4と、一方刃物構成体と対峙する半截角錐刃物を備えた他方刃物構成体5を配備した剪断装置を配備し、トリミング装置により切断したアルミ廃材を、剪断装置を利用して製品原料としての寸法に破砕及び/又は剪断可能としたアルミ廃材の製品化方法とした。
(もっと読む)
押圧装置
【課題】剪断移動を用いて棒状形状を切断するように改良された押圧装置を提供する。
【解決手段】各シェアプレート(20,21)が各回動アーム(11)に取り付けられるとともに反対側の回動アームに移動自在に取り付けられるよう、器具(10)が形成され。回動アーム(11)のクランプアーム(16)にフォーク状(25)の隙間が形成され、シェアプレート(20,21)は取り付けボルト(26)を用いてクランプアーム(16)内に保持されている。 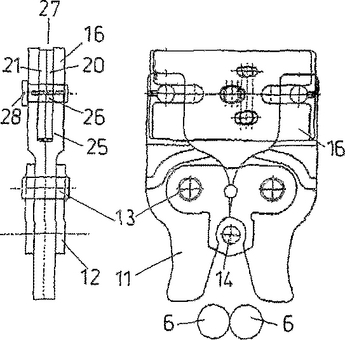 (もっと読む)
(もっと読む)
異形材を形成する生産ラインおよび方法
異形材(50)は、コイル(9)から繰り出される平らな金属ストリップ(10)から、全長にわたって変化する横断面を有するように生産ラインで成形され、縁切機(14)および多数のロール成形ユニット(17-24)を使用し、縁切機だけでなくロール成形ユニットもストリップに対して側方へ個別に変位させることができる。切断した側縁(51、52)の寸法線および後に成形される角隅(53-56)の線をたどるように縁切機(14)およびロール成形ユニット(17-24)が個別に制御される。そして、多数のロール成形ユニットによる1つの角隅の成形を、ストリップの縁に近い方に位置する角隅の成形が完了した後にのみ開始する。成形済みの異形材は、ラインに組み込んだ曲げステーションにおいて曲げられる。この曲げステーションは、異形材(50)の部分をより薄くなるようにロール成形して成形時に異形材を曲げたり、ねじったりするように制御できるローラ(35-40)を含む。 (もっと読む)
1 - 13 / 13
[ Back to top ]