
Fターム[3C046FF03]の内容
バイト、中ぐり工具、ホルダ及びタレット (11,352) | チップ (9,253) | コーティング (7,731) | 基材 (1,989) | 超硬合金 (884)
Fターム[3C046FF03]に分類される特許
141 - 160 / 884
耐欠損性にすぐれたダイヤモンド被覆工具
【課題】ダイヤモンド皮膜がすぐれた耐欠損性を発揮するダイヤモンド被覆工具を提供する。
【解決手段】超硬合金焼結体からなる工具基体表面に、ダイヤモンド皮膜を形成したダイヤモンド被覆工具において、ダイヤモンド結晶粒の結晶方位について、表面研磨面の法線方向に対して<111>、<110>がなす傾斜角の分布および表面研磨面の法線と直交する方向に対して<111>、<110>がなす傾斜角の分布を求めた場合、それぞれが半価幅10度以内のピークを示すような二軸配向ドメインが、ダイヤモンド結晶粒全面積の20%以上存在する。
(もっと読む)
硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具
【課題】断続重切削加工で硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具を提供する。
【解決手段】WC基超硬合金製工具基体表面に0.2〜2μmの平均層厚のCrN層からなる硬質被覆層を物理蒸着で形成した表面被覆切削工具において、CrN層は、平均層厚と等しい高さを有し、かつ、工具基体表面に対して直立方向に成長した縦長平板状のCrN結晶粒からなり、さらに、前記CrN層の表面から0.1μmの深さの水平断面における結晶粒組織を観察した場合、短辺が5〜100nm、アスペクト比が3以上である前記縦長平板状のCrN結晶粒の占める面積割合が、全水平断面積の30%以上である。
(もっと読む)
表面被覆切削工具
【課題】 鋼、鋳鉄等の高速断続重切削加工において硬質被覆層がすぐれた耐チッピング性、耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】工具基体の表面に、(a)TiN層からなる下部層、(b)微粒縦長成長結晶組織を有するTiC層と、粒状結晶組織のTiC層、TiN層、TiCN層の何れかからなるTi化合物層との交互積層構造からなる中間層、(c)酸化アルミニウム層と、微粒縦長成長結晶組織を有するTiC層との交互積層構造からなる上部層を硬質被覆層として蒸着形成した、あるいは、必要に応じ、TiCO層、TiCNO層の何れかからなる密着層を前記(b)中間層と(c)上部層との間に介在形成した表面被覆切削工具。
(もっと読む)
硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具

【課題】断続重切削加工で硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具を提供する。
【解決手段】WC基超硬合金製工具基体表面に0.2〜2μmの平均層厚のCrAlN層(但し、その組成式を(Cr1−XAlX)Nで表わした場合、Xは、原子比で、0.10〜0.70が望ましい)からなる硬質被覆層を物理蒸着で形成した表面被覆切削工具において、CrAlN層は、平均層厚と等しい高さを有し、かつ、工具基体表面に対して直立方向に成長した縦長平板状のCrAlN結晶粒からなり、さらに、前記CrAlN層の表面から0.1μmの深さの水平断面における結晶粒組織を観察した場合、短辺が5〜100nm、アスペクト比が3以上である前記縦長平板状のCrAlN結晶粒の占める面積割合が、全水平断面積の30%以上である。
(もっと読む)
硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具
【課題】切刃に対して高負荷が作用する乾式断続重切削加工で硬質被覆層がすぐれた耐欠損性と靭性を発揮する表面被覆切削工具を提供する。
【解決手段】超硬合金焼結体からなる切削工具基体表面にTiN層からなる硬質被覆層を物理蒸着で形成した表面被覆切削工具において、TiN結晶粒を上記平均層厚と等しい高さを有する柱状晶組織とし、さらに、上記TiN層の水平断面における結晶粒組織を観察した場合の、粒径が10〜100nmの結晶粒が占有する面積を測定面積のうちの90%以上とし、かつ、電子線後方散乱回折装置で表面の結晶粒の結晶方位を測定した場合、隣り合う測定点との結晶方位の差が15度以上となる結晶界面によって囲まれた直径0.2〜4μmの区分が占有する面積を、測定された全体の面積のうち20%以上とし、断続重切削加工において優れた耐欠損性と靭性を発揮させる。
(もっと読む)
高速重切削加工で硬質被覆層がすぐれた耐チッピング性、耐摩耗性を発揮する表面被覆切削工具
【課題】高速重切削加工で硬質被覆層がすぐれた耐ピッチング性を発揮する表面被覆切削工具を提供する。
【解決手段】工具基体の表面に、薄層Aと薄層Bの交互積層構造からなる下部層及び上部層からなる硬質被覆層を蒸着形成した表面被覆切削工具において、(a)薄層Aは、組成式:(Al1−αCrα)Nあるいは(Al1−α−βCrαSiβ)Nで表されるAlとCr(とSi)の複合窒化物層、(b)薄層Bは、組成式:(Al1−YCrY)2O3あるいは(Al1−Y−ZCrYSiZ)2O3で表されるAlとCr(とSi)の複合酸化物層、(c)上部層は、組成式:(Al1−YCrY)1−XOXあるいは(Al1−Y−ZCrYSiZ)1−XOXで表され、かつ、上部層のO(酸素)含有割合が、下部層側から上部層表面に向かって減少する組成傾斜型のAlとCr(とSi)の複合酸化物層、を蒸着形成する。但し、原子比で、0.25≦α≦0.45,0.01≦β≦0.1,0≦X≦0.2,0.25≦Y≦0.45,0.01≦Z≦0.1。
(もっと読む)
硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具
【課題】切刃に対して高負荷が作用する乾式断続重切削加工で硬質被覆層がすぐれた耐欠損性と靭性を発揮する表面被覆切削工具を提供する。
【解決手段】超硬合金焼結体からなる切削工具基体表面にTi1-xSixN層からなる硬質被覆層を物理蒸着で形成した表面被覆切削工具において、xが0.05≦x≦0.3を満たし、さらに、Ti1-xSixN結晶粒を上記平均層厚と等しい高さを有する柱状晶組織とし、さらに、上記Ti1-xSixN層の水平断面における結晶粒組織を観察した場合の、粒径が10〜100nmの結晶粒が占有する面積を測定面積のうちの90%以上とし、かつ、電子線後方散乱回折装置で表面の結晶粒の結晶方位を測定した場合、隣り合う測定点との結晶方位の差が15度以上となる結晶界面によって囲まれた直径0.2〜4μmの区分が占有する面積を、測定された全体の面積のうち20%以上とする。
(もっと読む)
表面被覆WC基超硬合金製インサート
【課題】鋼や鋳鉄の高速重切削加工において、すぐれた耐チッピング性と耐摩耗性を発揮する表面被覆超硬合金製インサートを提供する。
【解決手段】 原料として少なくともWC粉末、Co粉末を含むとともに、さらに、ZrC粉末およびZrCN粉末のうちの1種または2種を含む配合原料を成型、焼結して得られるWC基超硬合金を基体とし、この基体上に硬質被覆層を蒸着形成した表面被覆超硬合金製インサートにおいて、WC基超硬合金の基体表面には、5〜35μmの平均厚さのCo富化表面領域を形成し、かつ、WC基超硬合金の基体エッジ部のCo含有量及びZr含有量を、それぞれ、超硬合金内部のCo含有量の0.80〜0.95、Zr含有量の1.10〜1.45(いずれも質量比)とする。
(もっと読む)
中温化学蒸着処理
【課題】本発明は、中温化学蒸着処理を用いて基体をコーティングする方法を提供する。
【解決手段】本発明は、1つ以上の基体を反応室において反応温度まで加熱し、約1〜30%のハロゲン化水素と所定量の炭素窒素源、金属ハロゲン化合物、H2、及び任意のN2とから構成される蒸着処理気体を反応室に導入して、この1つ以上の基体の表面上に浸炭窒化物含有コーティング層を蒸着する中温化学蒸着処理によって、少なくとも1つの基体を浸炭窒化物含有コーティングでコーティングする方法を含む。また、本発明は、蒸着処理気体を反応室に導入する間、反応室における温度勾配を維持する中温化学蒸着処理によって、少なくとも1つの基体を浸炭窒化物含有コーティングでコーティングする実施の形態も含む。
(もっと読む)
ダイヤモンド被覆超硬合金製切削工具
【課題】工具基体表面に対し、すぐれた密着性を有し、CFRP、Al合金等の難削材の高速切削加工で、すぐれた耐剥離性、耐摩耗性を発揮するダイヤモンド被覆超硬合金製切削工具を提供する。
【解決手段】超硬合金からなる工具基体表面に、WC層からなる下地層とダイヤモンド層からなる上部層とを蒸着形成したダイヤモンド被覆超硬合金製切削工具において、電界放出型走査電子顕微鏡を用いて、下地層、上部層の各結晶粒の(111)面の法線が基体表面の法線に対してなす傾斜角を測定し、傾斜角度数分布グラフを作成した場合、WC層については、0〜10度の範囲内の傾斜角区分に最高ピークが存在し、かつ、該角度範囲内に存在する度数の合計が、度数全体の70%以上の割合を占め、また、ダイヤモンド層については、0〜10度の範囲内の傾斜角区分に最高ピークが存在し、かつ、該角度範囲内に存在する度数の合計が、度数全体の80%以上の割合を占める。
(もっと読む)
ダイヤモンド被覆切削工具
【課題】CFRPあるいはAl合金等の難削材の高速切削加工において、すぐれた耐摩耗性を長期にわたって発揮するダイヤモンド被覆切削工具を提供する。
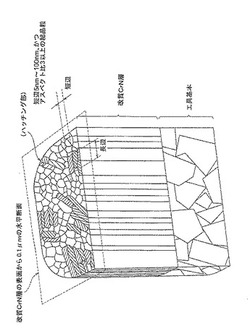
【解決手段】 WCと少なくともCoを含有するWC基超硬合金からなる工具基体の表面に、5〜30μmの膜厚のダイヤモンド皮膜が被覆されたダイヤモンド被覆切削工具であって、ダイヤモンド皮膜の膜厚方向に平行な断面で見た場合、工具基体の表面から5〜200μmの幅で膜厚方向にグラファイト相が成長して形成され、好ましくは、工具基体の表面で50〜300μmのピッチで格子状に形成され、かつ、膜厚方向に成長させたグラファイト相の形成長さは、ダイヤモンド皮膜の膜厚より短く、ダイヤモンド皮膜の表面は全てダイヤモンド相で構成されている。
(もっと読む)
硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具
【課題】断続重切削加工で硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具を提供する。
【解決手段】WC基超硬合金製工具基体表面にTiSiN層からなる硬質被覆層を物理蒸着で形成した表面被覆切削工具において、TiSiN層は、平均層厚と等しい高さを有し、かつ、工具基体表面に対して直立方向に成長した縦長平板状のTiSiN結晶粒からなり、さらに、上記TiSiN層の表面から0.1μmの深さの水平断面におけるTiSiN結晶粒組織を観察した場合、短辺が5〜100nm、アスペクト比が3以上である上記縦長平板状のTiSiN結晶粒の占める面積割合が、全水平断面積の30%以上である。
(もっと読む)
ダイヤモンド被覆切削工具
【課題】CFRPあるいはAl合金等の難削材の高速切削加工において、すぐれた耐摩耗性を長期にわたって発揮するダイヤモンド被覆切削工具を提供する。
【解決手段】 WCと少なくともCoを含有するWC基超硬合金からなる工具基体の表面に、1〜15μmの膜厚のダイヤモンド皮膜が被覆されたダイヤモンド被覆切削工具において、工具基体の表面からダイヤモンド皮膜の表面にまで、幅5〜200μmのグラファイト相が膜厚方向に形成され、好ましくは、ダイヤモンド皮膜表面で50〜300μmのピッチで格子状に形成されてダイヤモンド被覆切削工具。
(もっと読む)
CVDダイヤモンド析出用基体及び析出面の形成方法
【課題】
超硬合金を始めとする工具材料、或いは鉄族金属から成る構造材料などの基礎部材上に、部材成分等の影響を受けない状態でダイヤモンド膜を形成する技術を提供すること。
【解決手段】
本発明に係る析出用基体は、硬質材料からなる基礎材に、種子ダイヤモンド結晶をマトリックス中に保持含有する被覆層が表面に接合されたCVDダイヤモンド析出用基体であって、(1) 前記種子ダイヤモンド結晶としてのダイヤモンド粒子の平均粒径が1μm以下であり、(2) マトリックスがSi、Ti、Zr、Hf、V、Nb、Ta、Cr、Mo、Wからなる第一金属群から選ばれる1種以上の第一金属種及び/又は、該第一金属種とホウ素、炭素又はチッ素から選ばれる非金属物質との化合物である第一金属化合物を含有し、上記ダイヤモンド粒子は該マトリックス中に分散され、(3) 上記硬質材料と被覆層との接合部に、上記第一金属種の金属原子及び硬質材料を構成する金属原子、或いはその一方の拡散によるに拡散層が形成されていることを特徴とする。
(もっと読む)
耐欠損性、耐溶着性にすぐれたダイヤモンド被覆工具
【課題】CFRPあるいはAl合金等の高速切削加工において、すぐれた耐欠損性、耐溶着性を示し、長期の使用に亘ってすぐれた切削性能を発揮するダイヤモンド被覆工具を提供する。
【解決手段】WC基超硬合金またはTiCN基サーメットで構成された工具基体表面に、第1単位層と第2単位層との交互積層からなるダイヤモンド皮膜を被覆したダイヤモンド被覆工具において、第1単位層は、(111)面結晶配向性の高いダイヤモンド薄層Aと含非晶質炭素層Cとの交互積層構造として構成され、また、第2単位層は、(100)面結晶配向性の高いダイヤモンド薄層Bと含非晶質炭素層Cとのの交互積層構造として構成されているダイヤモンド被覆工具。
(もっと読む)
硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具
【課題】硬質被覆層が、刃先に高負荷が作用する高速重切削加工ですぐれた耐チッピング性を発揮する表面被覆切削工具を提供する。
【解決手段】工具基体の表面に、(a)下部層としてTi化合物層、(b)中間層としてα型Al2O3層、(c)上部層として、例えば、Bを微量含有するB含有α型Al2O3層を蒸着形成した表面被覆切削工具において、中間層の結晶粒平均幅D(b)と、上部層の結晶粒平均幅D(c)との比の値D(c)/D(b)が1.5以上である。
(もっと読む)
表面被覆切削工具
【課題】高硬度鋼の高速重切削加工条件下において、硬質被覆層がすぐれた潤滑性と耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】WC基超硬合金またはTiCN基サーメットで構成された工具基体の表面に、硬質被覆層として、立方晶構造のNbNと六方晶構造のNbNの混合組織からなり、かつ、該混合組織についてX線回折による回折ピーク強度を調査したとき、立方晶構造のNbNの(200)面からの回折ピーク強度をIc、また、六方晶構造のNbNの(103)面と(110)面からの回折ピーク強度をIhとした場合、0.05≦Ic/Ih≦1.0を満足する回折ピーク強度比を有する表面被覆切削工具。
(もっと読む)
すぐれた耐欠損性および耐摩耗性を発揮するダイヤモンド被覆工具
【課題】長期の使用に亘ってすぐれた耐欠損性と耐摩耗性を発揮するダイヤモンド被覆工具を提供する。
【解決手段】 炭化タングステン基超硬合金または炭窒化チタン基サーメットで構成された工具基体表面に、下部ダイヤモンド皮膜、中間ダイヤモンド皮膜および上部ダイヤモンド皮膜が被覆された全体膜厚が7.5〜30μmのダイヤモンド被覆工具であって、(a)下部ダイヤモンド皮膜は、5〜15μmの膜厚を有する800nm以上2000nm以下の平均粒径の粗結晶層、(b)中間ダイヤモンド皮膜は、650〜1000nmの一層平均膜厚を有し40nm以上100nm未満の平均粒径の細粒結晶で構成された細結晶層と、50〜300nmの一層平均膜厚を有する含非晶質炭素で構成された非晶質層との交互積層、(c)上部ダイヤモンド皮膜は、100nm以上800nm以下の平均粒径の粗結晶層からなる。
(もっと読む)
すぐれた耐欠損性および耐摩耗性を発揮するダイヤモンド被覆工具
【課題】長期の使用に亘ってすぐれた耐欠損性と耐摩耗性を発揮するダイヤモンド被覆工具を提供する。
【解決手段】WC基超硬合金またはTiCN基サーメットで構成された工具基体表面に、粗粒結晶層と非晶質層の交互積層からなる膜厚1.5〜30μmの下部ダイヤモンド皮膜と、細粒結晶層と非晶質層の交互積層からなる膜厚1.5〜10μmの上部ダイヤモンド皮膜が被覆されたダイヤモンド被覆工具であって、下部ダイヤモンド皮膜上方側の粗粒結晶層の膜厚は、下部ダイヤモンド皮膜下方側の粗粒結晶層の膜厚より薄膜として形成され、また、上部ダイヤモンド皮膜表面側の細粒結晶層の膜厚は、上部ダイヤモンド皮膜下方側の細粒結晶層の膜厚より薄膜として形成されてなるダイヤモンド被覆工具。
(もっと読む)
硬質皮膜被覆工具
【課題】厚膜化した2層以上の硬質皮膜における圧縮応力の低減と密着性を確保しつつ、耐摩耗性に優れた硬質皮膜被覆工具を提供する。
【解決手段】超硬合金を基体に圧縮応力を有する硬質皮膜を3〜20μmの膜厚で被覆した硬質皮膜被覆工具において、第1硬質皮膜及び第2硬質皮膜が被覆され、第1硬質皮膜は、(AlaCr1−a−bSib)cNd、a及びbは原子%、c及びdは原子比を表し、50≦a≦70、0≦b<15及び0.85≦c/d≦1.25であり、第2硬質皮膜は、(Ti1−eSie)fNg、eは原子%、f及びgは原子比を表し、1≦e≦20及び0.85≦f/g≦1.25であり、第1硬質皮膜と該第2硬質皮膜のX線回折における(200)面の面間隔(nm)を夫々、d1及びd2とした時に、0.965≦d1/d2≦0.990であることを特徴とする硬質皮膜被覆工具である。
(もっと読む)
141 - 160 / 884
[ Back to top ]